利乐杀菌机
利乐UHT杀菌原理

3000 2500 2000领域
Tetra Pak
中
国
灭菌原理简介
灭菌原理 D值:特定温度下,使微生物减少至原始菌数的1/10时 所需保温的时间。 D值(秒) 2.3 12.3 408
枯草芽孢杆菌: 肉毒梭状芽孢杆菌: 嗜热脂肪芽孢杆菌:
Tetra Pak
利乐,超越包装领域
Tetra Pak
中
国
灭菌原理简介
灭菌曲线 算术曲线图
4500 4000
半对数曲线图
4 3 ,5
L o g S u rviv 指数残余量 o r s
0 5 Tim e 10 15
残余微生物量
3500
3 2 ,5 2 1 ,5 1 0 ,5 0 0 5 T im e 10 15
No of S urv iv ors
Tetra Pak
中
国
灭菌原理简介
UHT加工中的常用语 商业无菌 (Commercial sterility) * 产品处于无致病微生物; * 无微生物毒素; * 在正常的仓储、运输条件下,微生物不发生增殖的状态 。 Condition which is free from pathogens, microbiological toxin compounds, and microorganisms capable of multiplication under normal conditions of storage and distribution in the products.
3–5 Ca. 15 10 – 20 40 – 50
利乐,超越包装领域
Tetra Pak
中
国
鲜奶加工工艺 酸奶饮料加工工艺
利 乐 Flex10杀菌机 培 训ppt课件

Pre-sterilization3 预杀菌步骤3-充填设备
Pre-sterilization4 预杀菌步骤4-开蒸汽
Pre-sterilization5 预杀菌步骤5-加热
Pre-sterilization12 预杀菌步骤12-稳定
Pre-sterilization11 预杀菌步骤11-冷却3
Tetra Flex10 training
利 乐 Flex10杀菌机 培 训
培训内容
1. 简介 2. 工艺流程介绍 3. 操作 4. 报警显示和故障处理 5. 备件查询 6. 外部相关设备的通讯
简介
•Flex10 是一套超高温杀菌设备. •它是通过蒸汽加热水然后用热水对产品进 行加热的间接杀菌设备. •它可以生产多种产品,可靠性高. •它有多种型号可以选择,灵活性性好.
止动作
若均质机故障动作
A动作,如果均质机 故障则B动作
低流量B动作,当从 低流量到高流量切 换时A动作设定时间
Index
V74B动作
Step 17 STERILE WATER
Activated if PSL in water circuit 如果热水压力低,则动作V66
V75 动作
若均质机故障动作
Index
工艺流程介绍
INDEX目录
Pre-sterilizing 预杀菌 1-17
AIC 无菌中间清洗
52-17
Production 生产 20-17
Shut down 停机 70-71
CIP 清洗 101-147
Index
Sterile water
Pre-sterilization1 预杀菌步骤1- 动阀
利乐杀菌机的操作

铭牌上有与 Tetra Pak 联系时所需的数据。
Tetra Pak
机器类型 图纸规范 机器号码 制造者
制造年代
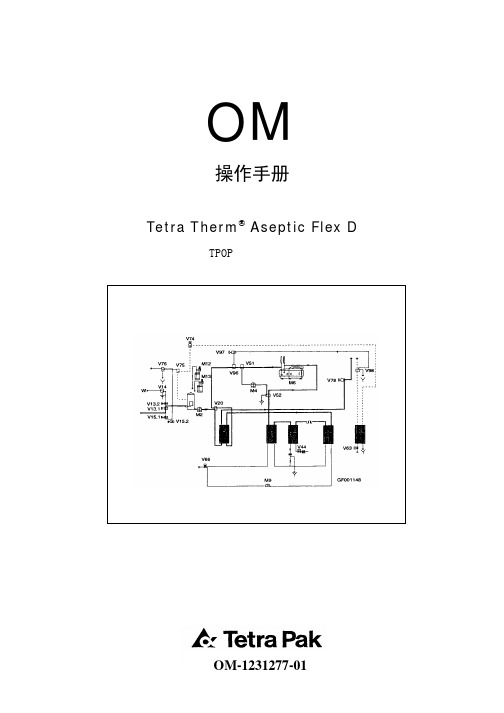
OM-1231277-01 Tetra Therm Aseptic Flex DTPOP 操作者界面1 Nhomakorabea概况
文件
操作手册(OM) 本操作手册的目的是向操作者提供如何操作本机器的信息。 Tetra Pak 建议您仔细阅读本手册。特别是要保证那些对本机器将进行操 作的人们能够阅读。 此外,重要的是您应: — — 在本设备使用期间保存好本手册 将本手册转交给机器以后的所有者或使用者。
OM
操作手册
Tetra Therm Aseptic Flex D
TPOP 操作者界面
OM-1231277-01
本文件适用于:: T5844150399 系列号/机器号
OM
操作手册
Tetra Therm
TPOP Aseptic Flex D
OM-1231277-01 发行号:9811
Tetra Pak
警告!
为保证最大安全, 在对设备进行任何操作之前, 一定要阅读本部分中的 “安 全注意事项” 。
设备
本 Tetra Pak 设备的预期用途 本设备预期用途的根据是“技术数据” (见“技术手册” )及有关资料中的 规范。 如本设备因用于其他目的而造成伤害或损坏,Tetra Pak 公司概不负责。 服务 在操作本设备时如遇到问题,请与最近的 Tetra Pak 服务部联系。 制造者 本 Tetra Pak 设备的制造者是: Tetra Pak 乳品系统 AB Box 64 S-221 00 LUND 瑞典 设备标志 所有设备都有一个机器铭牌,表示: — — 设备标志 本设备专有的数据
利乐杀菌机的操作
设计更改 本资料所提供的信息系根据 Tetra Pak 机器制造厂在机器交货时的设计及 构造。
更多的副本 更多的副本可从最近的 Tetra Pak 服务站订购。
OM
操作手册
Tetra Therm Aseptic Flex D
TPOP 操作者界面
OM-1231277-01
本文件适用于:: T5844150399
系列号/机器号
OM
操作手册
Tetra Therm Aseptic Flex D
TPOP
OM-1231277-01 发行号:9811
Tetra Pak
安全注意事项 .............................................. 3 危险信息的使用 ........................................ 3 一般注意事项 .......................................... 4 清洗液 ................................................ 5 清洗液的使用 ...................................... 5 紧急预防措施 ...................................... 5
控制板-TPOP ............................................... 29 命名 .................................................. 29 工作原理 .............................................. 30 指示的通用规则 ........................................ 31 概略图 ................................................ 33 PID-调节器 ........................................ 35 温度保护 TSL42 .................................... 36 温度保护 TSL71 .................................... 37 进料模式 .......................................... 38 M9/M10 菜单(如果适用) ........................... 39 操作菜单 .......................................... 40 产品及 AFM/生产能力选择 ........................... 41 记录册 ............................................ 42 报警列表及记录 .................................... 43 报警记录 .......................................... 44 辅助菜单 .......................................... 45 强制 I/0 信号 ...................................... 46 日期/时间 ......................................... 47 走向图 ............................................ 48 选择变量 .......................................... 49 语言 .............................................. 50 数字小键盘 ........................................ 51
利乐UHT杀菌原理

TM-00027:74
ppt 74
中国
灭菌原理简介
对D值的解释
D65 = 1 min的含义是: 65 0C 时,灭菌时间每延长一分钟,微生物数量减少为1D(减少 90%)。延长两分钟 微生物数量减少为2D(减少99%)
1D = 90 % 减少 = 1个 指数下降
2D = 99 % 减少 = 2个指数下降 3D = 99.9 % 减少 = 3个 指数下降 4D = 99.99 % 减少 = 4个 指数下降
7
8
0.01
0.09=90% 999999.99
8
Tetra Pak
利乐,超越包装领域
中国
残余微生物量 No of Survivors
指L o数g S残u r余v iv量o r s
灭菌原理简介
灭菌曲线
算术曲线图
半对数曲线图
4500 4000 3500 3000 2500 2000 1500 1000
Tetra Pak
利乐,超越包装领域
中国
UHT产品的定义
将物料在连续流动的状态下通过热交换器加 热至135~150℃,并在这一温度下保持一定 的时间以使其达到商业无菌的水平;
灭菌后的产品应在无菌状态下灌装于无菌包 装容器中,以使产品能够在非冷藏条件下进 行储存、运输和销售。
Tetra Pak
Reception & Storage
Packaging of chilled Product
Components Tetra Brik Tetra Classic Tetra Top Tetra Rex
Preprocessing/Pasteu-
risation
UHT
利乐灌装机无菌系统及原理

利乐灌装机无菌系统及原理1. 引言1.1 利乐灌装机无菌系统及原理利乐灌装机无菌系统是一种关键的技术,用于保证食品和药品的无菌状态,从而确保产品的质量和安全性。
本文将介绍利乐灌装机无菌系统的原理及其重要性。
无菌技术在食品和药品生产过程中扮演着至关重要的角色。
无菌状态是指完全不含有微生物的状态,这对于避免细菌和真菌对产品造成污染至关重要。
利乐灌装机无菌系统采用一系列技术手段,确保产品在灌装过程中不受到污染,从而保证产品的质量和安全性。
利乐灌装机无菌系统的主要原理包括空气过滤、消毒灭菌和全封闭灌装。
空气过滤通过高效过滤器过滤空气中的微生物和颗粒物,确保灌装环境的洁净度。
消毒灭菌则通过使用紫外线、热气等方法对设备和环境进行消毒,杀灭潜在的细菌和真菌。
全封闭灌装则是指在整个灌装过程中保持设备和产品的密封,避免外部空气和微生物的污染。
利乐灌装机无菌系统通过多种技术手段确保产品的无菌状态,保证产品的安全和质量。
在未来,随着无菌技术的不断发展和完善,利乐灌装机无菌系统将更加有效地保障产品的无菌状态,为食品和药品产业的发展提供有力保障。
2. 正文2.1 无菌技术的重要性无菌技术在食品、药品、医疗器械等领域具有非常重要的作用,其重要性主要体现在以下几个方面:无菌技术可以有效预防微生物污染,保障产品的质量和安全。
在食品生产中,如果产品被微生物污染,不仅会降低产品的品质,还可能对消费者的健康造成危害。
通过无菌技术可以确保食品的无菌状态,延长产品的保质期,保障消费者的健康。
无菌技术可以提高生产效率,降低生产成本。
在医疗器械生产中,如果产品在生产过程中受到微生物污染,可能需要进行重新消毒或重新包装,导致生产流程被打断,生产效率低下。
而通过无菌技术可以避免这种情况的发生,提高生产效率,降低生产成本。
无菌技术有助于避免交叉感染,保护医护人员和患者的健康。
在医疗领域,如果手术器械或医疗用品受到微生物污染,可能导致患者术后感染,严重的情况甚至可能危及患者的生命。
UHT
v26 v64 v61
M9
填充产品:当平衡缸达到低液位时,阀V13打开以填充产品,
产品进入产品平衡缸。
v76 v75 V74
V14
M6
V78
V71 v13 M2 v15 V44 M10 V63 V32 v64
v26 v64 v61
M9
产品填充到排出:产品进入设备后,延时一段时间后,产品
排出,顶出设备内的水,V76阀被激活。
排空阶段:排空平衡缸的产品,灌入水。
排空阶段 :用水将产品顶出设备
无菌中间清洗(AIC):
AIC包括以下步骤: •碱投入 •碱循环 •平衡缸排空
•冲洗
在无菌水或生产阶段时,按操作者的指令开始AIC,若是从生产发出 的指令,则在进入清洗阶段之前,产品被无菌水所取代随之被热水冲洗。
AIC的目的是在原地清洗之前能又多一点的生产时间,AIC的程序约 需30分钟,在AIC过程中,保温管内的温度保持在消毒温度,这意味这
v76 v75 V74
V14
M6
V78
V71 v13 M2 v15 V44 M10 V63 V32 v64
v26 v64 v61
M9
v76
v75
V74
V14
M6
V78
V71 v13 M2 v15 V44 M10 V63 V32 v64
v26 v64 v61
M9
灌注结束,生产:
排空产品
当开始排空时,(由于操作人员的要求或设备出现故 障),向设备产品平衡缸输送的产品停止,但产品泵M2仍 然运转,平衡缸内的液位下降当平衡缸液位探测器探测到 低液位时,V14阀打开,水进入设备,一段时间后,V76阀 被激活,产品通过V76阀打回前处理,进行产品回收,一段 时间后,均质机自动卸压 ,V76阀失去活性,产品和水的混 合物被排到下水道。
5利乐巴杀标准操作规程.

闭 V102 和 V126 阀。按下按钮
同时按下按钮 ,杀菌机进入进料程序:
105 步:奶顶水排空平衡槽; 110 步:牛奶完全填充平衡槽;
9
115-118 步:牛奶过程填充;
120 步:奶水回收; 125 步:生产; 3.117 步观察均质机压力,通过真空泵排水管目镜观察是否有牛奶排出,有牛奶 排出调小闪蒸温度或降低真空度; 4.从缓冲罐目镜中观察,当牛奶流过时,将阀门转换到缓冲罐中。关闭排地阀。 料液液位高于搅拌叶片时开启搅拌; 5.打开取样阀取样。根据产品的理化指标调节 TT43 的温度(闪蒸罐的入口温度): 根据情况适当调节闪蒸罐的冷却水流量; 6.检查均质机的均质压力(如果均质压力不符合标准,先卸压,然后缓慢调节二 级打压手柄,再调节一级打压手柄至到符合所生产产品要求。),产品的出口温度。 真空泵所排的水中是否有牛奶,出现有牛奶现象通知生产班长和机修调整; 7.每 120 分钟 记录相关参数。检查设备是否存在泄漏。
利乐巴杀标准操作规程
编号:Q/MN-YY/JS21.4.1-2-2011-(5)-0
1 目的 统一标准,规范操作。
2 范围 本标准适用于质量管理系统、营运管理系统常温运营中心、
营运管理系统质量管理部。 3 文件换版说明
本文件替换了2010年7月10日生效的Q/MN-YN/JS21.4.1-2 - 2010 - ( 13 ) - 0 《 利 乐 巴 杀 标 准 操 作 规 程 》 和 编 号 为 Q/MN-YN/JS21.4.1-2-2010-(6)-0《巴杀供料标准操作规 程》进行了整合,对巴杀的操作规程重新进行了整合。原文件自 本文件生效之日起作废。 4 操作规程启 Nhomakorabea前 检查
停机,则按 按钮,再按 ,机器将恢复到原来运行状态;
利乐TBA19操作手册

无菌系统
示烁器灌
灯,发装 消
呈按出机 固程信干 定序号燥
毒 机
光向的结 上指束 按示后 钮灯,
发 出 信
,开向 该始消
号
指闪毒
无菌系统
OK
按 备示制消
只灯面毒
钮 可 以 开 机 。
欠呈板机 东固上灌 风定消装 啦光毒结 !,机束
此发后 时回,
消 毒 机 发 回
是信灌 万号装 事的机
信 号
具指控
通风结束
停
机
短停 安全停机 紧急停机 生产结束停机
无菌系统
在生产过程中机 器会立即停下来:
安全停机
1.双氧水槽中双氧水
立即排出;
2.产品阀{A阀}关闭, 有产品在灌注系统残 余;
3.夹爪和终折立即停 止
4.LS喷嘴离开生产位 置
5.吸气阀动作,减小 LS喷嘴热空气的流量
空气压力,折翼密封 空气压力,双氧水发生器
手动润滑 空气压力,无菌空气 机器照明 热水阀 冷却水流量计,右夹爪
标记/符号
温度,预灭菌阀温度 温度,气刀 温度,--LS/LS封管 温度,胶带拼接
生产设定值OK 清洗蒸汽挡板空间 电源,LS胶带密封
电源,LH横封
空气压力,挤压滚轮 温度,空气过热器
温度,水槽 温度,双氧水 维修开关 温度,蒸汽 电源,RH横封
TMCC
5~6
进 缸器产
入 开开品
正包始始阀
常实动工打
生 产 状
包 时 ,
作 , 滑
作 , 设
TS
开 ,
填 充
态 。
滑 槽 收 回 ,
槽 排 出
计 校 正 气
利乐uht操作手册中文版update

OM操作手册利乐UHT无菌饮料设备警告:在这个设备上或附近工作前阅读和依据所有安全防范措施。
通过阅读这个手册和设备上标明安全标示中的所有安全措施。
未遵守所有安全措施可能导致死亡或者严重受伤。
目录1.简介2.安全措施3.总的描述4.工艺说明5.控制面板6.报警7.开机准备8操作9.停机10.维护和清洗1.简介设备已订购的利乐设备服务制造商统一认证文件操作手册(OM)设计修改更多的复印件设备这个利乐设备有规划的利用这个单元是有规划的利用,根据技术数据中这一特别说明(参考技术手册)和相关文件。
如果设备作为其他任何用途,利乐公司将不承担任何受伤和损伤的责任。
服务在操作这一单元时如果遇到问题,和最近的利乐服务站联系。
制造商这一利乐设备由利乐乳品和饮料公司制造Ruben rausings gata(利乐公司的地址)SE-221 86LUND瑞典统一认证所有单元拥有铭牌说明:—统一认证—数据唯一对应的设备关于这一特别单元联系利乐前有这一信息获得1 机器型号;2 绘图规格;3 机器系列号;4 设计者;5 制造商;6 设计温度(℃);7 注册实体;8 制造年份;9 流体类别;10 设计压力(bar)文件操作手册(OM)操作手册的用途是提供操作者如何操作这一机器的信息。
利乐提醒你,仔细研读,和所有上面,确信那些将操作这一单元的人获得它的可用性。
因此,重要的是你:—在设备使用期间妥善保护手册—传递这一手册给任何接下来的拥有者或者设备使用者。
利乐将不承担由拥有者错误的按照这一手册指导使用导致的设备任何损害的责任。
设计修改这一文件给出的这一信息根据设备设计和制造确定此时它由利乐机器制造商分发。
更多复印件附加的复印件可以从最近的利乐服务站定制。
当定制技术发行件时,总是引用文件号,复印在相关文件的最前封面上。
2.安全措施阅读安全措施所有人操作,服务,调整或者这一机器或者设备上或者附近工作必须仔细研读和依据这一手册内所有安全指导和机器或者设备本身警告标示。
利乐Flex10杀菌机培训

若均质机故障动作
A动作,如果均质机 故障则B动作
Index
Step 56 WAIT FOR MET
Activated if PSL in water circuit 如果热水压力低,则动作V66
若均质机故障动作
V76动作
若均质机故障动作
A动作,如果均质机 故障则B动作
低流量B动作,当从 低流量到高流量切 换时A动作设定时间
Index
V74B动作
Step 27 PRODUCTION
Activated if PSL in water circuit 如果热水压力低,则动作V66
V75动作,V76停止 动作
若均质机故障动作
若均质机故障动作
A动作,如果均质机 故障则B动作
低流量B动作,当从 低流量到高流量切 换时A动作设定时间
Index
V74B动作
Step 21 PREP 。PROD
Activated if PSL in water circuit 如果热水压力低,则动作V66
V13.2,V14动作
若均质机故障动作
A动作,如果均质机 故障则B动作
Step 5 HEATING
如果选择脱气罐动作
若均质机故障动作
A动作,如果均质机 故障则B动作
Activated if PSL in water circuit 如果热水压力低,则动作V66
V20,V75动作
当T71<70度或达 到设定时间
Index
V74A动作
Step 6 STERILIZING
如果选择动作
Activated if PSL in water circuit 如果热水压力低,则动作V66
利乐UHT操作方法(可打印修改)
利乐UHT操作方法一、升温升温前拆开均质机缓冲管、UHT保温管检查管内壁是否干净;关闭V26/V27(冰水阀),设备正常情况下升温时自动关闭;可以不用调节。
手动关闭V63(消冷阀);手动调V62(热水流量调节阀)流量6800升/小时(6000—8000);走水时检查管接是否漏;放蒸汽冷凝水(自动)。
在主页面按(IO键),在选择(升温键)在选择(确认键),程序自动进入预杀菌流程(1步—17步为自动程序)。
升温时按键,把界面切换可以看到TI01(均质温度)、TC44(杀菌温度)、TSL42(持热管温度)、TI06(灌装温度)、TSL71(回流温度)温度读数。
消毒(升温)目的:是使产品流程中的无菌部分在加工生产前消毒,流程中无菌部分包括保持管和冷却器以及其后直到包装机器或无菌罐间的管子和设备.消毒(升温)原理:用循环热水在一定压力作用下流经产品流程30分钟进行消毒。
由控制阀V74维持所需的压力。
消毒期间,流程中无菌部分的温度保持在预先设定的消毒温度,消毒之后,装置按流程图经几步冷却至加工生产温度,而保持管的温度仍然为消毒温度。
具体步骤为:第1步开阀:(5秒倒计时)产品平衡缸和产品管线通过V14及V13.2灌满水;第2步开泵:(10秒倒计时)M2运转给产品管线充水,M9运转给水循环系统;第3步填充:(90秒倒计时);第4步开蒸汽:(25秒倒计时);第5步加热:(10秒倒计时),当TC44、TSL42温度达到133℃TI06、TSL71达到130℃开始倒计时,升到消毒温度大约需要15分钟,然后有10秒倒计时;第6步消毒:(1800秒倒计时);杀菌时TI01在80℃—85℃,可以手动调节V63阀控制(目的:调节V63阀以控制回平衡缸的温度,避免沸腾。
)。
当TI01低于70℃可能会掉程序,高于85℃设备报警,超过100℃平衡缸热水沸腾(开锅);当TI06、TSL71低于130℃设备掉程序回到第5步(消毒期间无菌部分温度保持在消毒温度上,如果保持管后面的TSL42及回流管路中TSL71低于设定值130℃,程序自动回到前一步,定时器自动复位,当重达到设定值时,定时器自动启动)冷却的目的:在加工生产前,使保持管后面的产品管线和回流管冷却至加工生产温度。
TBA19型利乐无菌灌装机杀菌
TBA19型利乐无菌灌装机杀菌TBA19型利乐机用的封闭式灭菌系统,与敞开式灭菌系统比较,封闭式灭菌系统最的特点建立了无菌室,包装材料在无菌室内的双氧水浴槽内灭菌,并不需要润滑剂,从而提高了灭菌操作的安全性,另外,该系统增加了包装材料自动拼接系统,使包装材料速度得到提高,同时提高了,包装容积范围的适应性,实践证明在保证包装材料完全无菌反面,本系统是一种安全有效的方法。
1.包装材料的灭菌是在无菌空气所产生的正压而形成的无菌环境下进行的。
另外灌装机中用于进行灌装的无菌区域是很小的,并且只有少量的移动部件,从而保证设备具有更好的完整性,灭菌时,包装材料由一系列轴轮引导和传送上升到纵封贴条器,纵封贴条经加热黏合到包装纸纵边一侧,随后进入双氧水浴槽,菌后的包装材料在无菌室内形成纸管,为保证无菌室不受外界污染,在工作中无菌室一直通有保持正压的无菌空气。
2.无菌室是有不锈钢制成封闭空间,其内装有双氧水浴槽,挤压轴轮,无菌空气喷射器(气刀)导向轮等部件,灭菌是通过双氧水合无菌热空气联合实现的,首先将空气加热到380度以上,然后又体积35%的液态双氧水喷入无菌室内瞬时蒸发,无菌空气和双氧水的混合气体进入无菌室,造成了封闭式无菌环境。
凝结于无菌室内表面的双氧水,一部分流回双氧水槽内,一部分被无菌空气干燥,从而完成了无菌室灭菌的过程。
3.为保证包装材料的灭菌效果,通过加热器保持双氧水槽内的双氧水的温度在70-78%范围之内,包装材料在双氧水中侵泡的时间有包装速度和双氧水液面高度决定的,实际生产中,其侵泡时间为7S左右,双氧水的体积分数以般保持在25-35%,在这种温度,浓度,时间的条件下,对嗜热脂肪孢杆菌的灭菌效果值达到5-7.4.经过双氧水浴槽的包装材料由一对挤压力为(270-330)kpa的挤压轴轮,除去残留的双氧水,再有无菌空气喷射器(气刀)喷出压力位25-35kpa,温度为125度左右的无菌空气将其表面干燥,这样,既保证了残留在包装材料表面上的双氧水含量降低到最低,同时提高了灭菌效果,包装纸再向下经导轮,成形环等部件后形成纸管,最后到达灌装和横封区域。
利乐灭菌机操作手册 GEA灭菌机操作手册 作业指导书

010线灭菌机操作手册一、准备工作检查点:1、检查有无泄漏,检查所有连接是否紧密;2、检查平衡缸盖子是否盖好;3、检查配方是否符合所生产的产品;4、检查水、电、压缩气是否打开;5、检查持热管连接是否正确;6、检查灭菌是否清洗,如果没有清洗,请先清洗设备二、清洗每次生产之前,必须先对设备进行清洗,注:两个碱洗,一次酸碱洗,48个小时一个周期清洗步骤:1、选择碱、酸,碱-美普,酸-浩丽,将酸碱拉至酸碱泵处,并将酸碱记号,准备清洗,注:千万不要连接错误;2、在操作页面选择碱洗、酸洗或酸碱洗3、开始清洗:101步-开阀,105步-冲水、水顶气,106步水冲,111步加减,注意看碱是否加入,程序设定量,112步碱循环,1200s,看清洗温度是否在80℃以上,QT76是否在70以上,在碱循环结束时测碱浓度并通知品控员测,做好记录,115步,排空平衡缸,117步冲水,146步冲水,将减冲洗干净,150步排空平衡缸,151步加酸,加酸时注意看温度70℃以上,QT76是否在70以上,在酸循环结束时测酸浓度,做好记录,155步排空平衡缸,197步冲洗,将酸冲洗干净,在倒计时要结束时测一下是否有残留,198步降温,199步准备停机。
三、升温1、检查操作菜单中是否有清洗记录,如果没有先清洗2、把缓冲棒放水,升温前必须将缓冲棒放水。
3、选择配方,选择生产品种所需要的配方4、开始升温,在操作板面选择升温按钮,开始升温5、升温步骤:0步停止不动,2步排空平衡缸,3步水冲,管道内充水,水将气顶出,4步升温(开环升温,温度升至95℃以上),5步闭环升温(温度≥105℃以下),7步杀菌,1800s,8步冷却(闭环冷却,温度降至95℃以下),9步冷却,开环冷却,10步冷却第二阶段,11步冷却第三阶段,12步稳定,生产所需温度20s,17步无菌水循环注:1、升温时检查管道是否有泄漏,2、升温时注意TE8、TE26、TE44、TE45、TE303、TE307是否达到105℃以上,并做好记录3、升温前缓冲棒是否放水四、生产1、生产前准备:a、检查配料是否准备好料液,b、通知灌装机准备生产,c、无菌罐是否准备好接受产品,b、检查休眠程序是否未运行2、生产:a、通知配料发信号,准备生产,b、放在操作页面中选择生产按钮开始生产3、生产步骤:22步配料(给配料发信号以准备好进料),25步排空平衡缸,26步料顶水排地,27步料顶水回收,29步生产注意:1、生产过程中主要杀菌温度≥105℃2、生产过程中主要均质机压力180—200bar3、生产过程中注意CO2压力≥80bar4、生产过程中注意冰水压力≥4bar五、生产结束1、生产结束配料发出信号,进入水顶料,灭菌机自动停止生产,进入43步水顶料到无菌罐,44步水顶料回收,45步水冲,17步无菌水循环2、灭菌机进入无菌水循环状态下,选择操作页面中的降温按钮,开始降温3、降温结束后,在操作页面中选择清洗按钮开始清洗注意:1、生产过程中注意每小时做一次记录2、每隔一小时检查管道是否有泄漏3、生产过程中注意CO2压力和冰水压力4、生产过程中注意每隔一小时测料液折光5、生产过程中注意经常询问品控CO2添加量是否够6、生产过程中及时与配料沟通7、生产过程中出现的故障及时找维修工,并通知配料与灌装协调是否停止生产。
利乐杀菌机操作手册
四、技术参数
控制参数如下:
一、 Flex10超高温瞬时灭菌:137℃±2℃
(1) 进料温度 TI01
5-250C
(2) 预热后温度TC99
70-900C
(3) 脱气后温度 TI02
60-800C
(4) 均质后温度TI03
65-850C
(5)进保温管温度TC44 137-1450C
2003-12-01
七、生产中关键控制
具体内容:
1. 当:TC44小于133度时产品温度TSL42报警,需CIP清洗。
2. 当:生产时间≥8.5小时时也要进行CIP。
3. 当这些异常出现时需要和班长联系,采取相应的措施进行解决,不允许自己下结论。
4. 认真填写杀菌工段运行表,观察参数是否在标参之内,如有异常及时和班长机修联系; 杀菌工需每半小时填写一次。
(2) 检冷却水压力是否到达到0.3Mpa,并作相应的记录。
(320)03-12检-0查1 各个仪表是否到零位,如没有复零位,请找机修检查,必要时更换。
(4) 检查电报导柜里的手动开关是否都在自动位置;紧急停机开关是否被释放,如 没有释放,请向右旋转使按钮释放,均质机电柜蓝色开关是否打开。
(5) 用勾板把保温管打开检查管内壁是否干净及显中性(用PH试纸测管内的水); 水清洗物料泵过滤网。
第十一步到预处理要料,俗称顶管。 第十二步缓慢放冷却水清洗平衡槽。
升温阶段选择与灌装机,管路相符合的生产键位,升温以后灌装机升温。 (2) 进料阶段共7步,共需15分钟,(三台进料)关键操作如下:
第二十四步。检查均质压力及、脱气罐管路是否泄漏。 第二十五步开机前回流奶时打回流罐,注意灌注(压力PI07)避免容量不足。
液态食品的超高温灭菌解决方案

液态食品的超高温灭菌解决方案利乐公司(以下简称“利乐”)对于技术的研发和创新,可以追溯到20世纪60年代。
那时,利乐公司开创了划时代无菌包装技术,并一直延续到现在,这项技术被美国食品技术研究所评定为20世纪食品科学领域最大的创新。
利乐作为液态食品包装领域的领导者之一,一直致力于为客户提供从产品的前处理加工到灌装到最终产品包装的整线解决方案。
利乐在具体的产品生产过程当中,即液态食品无菌生产过程中的一个关键过程工艺——超高温灭菌方面的创新,可以帮助企业提高效率、降低生产成本。
对食品进行无菌加工处理,有些人可能认为是为了给消费者提供触手可及的产品,也有些人觉得是为了满足消费者各种不同口味的需求,还有人说是想扩大产品的分销范围,总而言之都是希望为消费者提供安全可靠的产品。
食品安全是食品行业中最重要的考虑因素,为了获得所需的产品特性,以及所希望的货架期,包装和超高温灭菌在提供产品安全和保证货架期方面扮演着非常重要的角色。
超高温处理是在液态食品加工过程中将最佳的温度时间组合,使产品达到一个无菌的状态,然后输送至灌装机完成无菌包装。
例如产品的原材料中或多或少都会有各种菌类,其中绝大多数可以通过一般的热处理被杀灭。
但是,在这些菌类当中有一种叫做芽孢的菌类十分顽强,特别是耐热芽孢,这时通常就需要采用超高温灭菌方式进行杀灭。
超高温灭菌过程中,首先要保证灭菌效果,但是在产品的受热过程中,往往会产生化学反应,因此既要考虑产品的无菌性,又要尽量避免产品因受热产生的化学变化导致风味或气味方面的改变,从而减少对产品本身的负面影响。
超高温灭菌生产过程主要分为3个步骤。
首先是预杀菌,让生产设备达到无菌的状态。
接下来进行生产运行,产品会源源不断地进入超高温灭菌机,通过加热、灭菌来实现产品无菌的状态;然后输送到灌装机,最后进到包装里面。
生产结束后,需要对灭菌机进行清洗,在一个完整的生产周期中,利乐会采用各种配置,各种方法延长整体生产运行时间,其中包括控制产品的结焦、降低生产能耗、减少产品损失等。