圆锥滚子轴承筐形保持架的设计改进与提高
圆锥滚子轴承保持架兜孔形状及压坡面素线改进设计
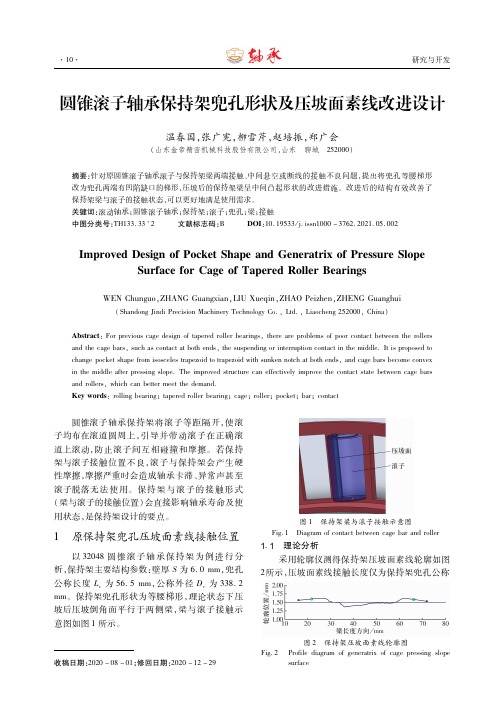
圆锥滚子轴承保持架兜孔形状及压坡面素线改进设计温春国,张广宪,柳雪芹,赵培振,郑广会(山东金帝精密机械科技股份有限公司,山东 聊城 252000)摘要:针对原圆锥滚子轴承滚子与保持架梁两端接触、中间悬空或断线的接触不良问题,提出将兜孔等腰梯形改为兜孔两端有凹陷缺口的梯形,压坡后的保持架梁呈中间凸起形状的改进措施。
改进后的结构有效改善了保持架梁与滚子的接触状态,可以更好地满足使用需求。
关键词:滚动轴承;圆锥滚子轴承;保持架;滚子;兜孔;梁;接触中图分类号:TH133.33+2 文献标志码:B DOI:10.19533/j.issn1000-3762.2021.05.002ImprovedDesignofPocketShapeandGeneratrixofPressureSlopeSurfaceforCageofTaperedRollerBearingsWENChunguo,ZHANGGuangxian,LIUXueqin,ZHAOPeizhen,ZHENGGuanghui(ShandongJindiPrecisionMachineryTechnologyCo.,Ltd.,Liaocheng252000,China)Abstract:Forpreviouscagedesignoftaperedrollerbearings,thereareproblemsofpoorcontactbetweentherollersandthecagebars,suchascontactatbothends,thesuspendingorinterruptioncontactinthemiddle.Itisproposedtochangepocketshapefromisoscelestrapezoidtotrapezoidwithsunkennotchatbothends,andcagebarsbecomeconvexinthemiddleafterpressingslope.Theimprovedstructurecaneffectivelyimprovethecontactstatebetweencagebarsandrollers,whichcanbettermeetthedemand.Keywords:rollingbearing;taperedrollerbearing;cage;roller;pocket;bar;contact 圆锥滚子轴承保持架将滚子等距隔开,使滚子均布在滚道圆周上,引导并带动滚子在正确滚道上滚动,防止滚子间互相碰撞和摩擦。
筐形保持架压坡凸模加工夹具的改进

图 4 改进前 的夹具
经过对夹具在加工工件过程中产生问题的原 因进 行 深 入 分 析 ,在 结 构上 进 行 了改 进 ( 图 5 如
所 示 )。
改 进 后 的夹 具 采 用V形 导轨 及 十 字 交叉 滚 子 调 整结 构 。通 过 调 整丝 杆对 工 件位 置 进行 微 调 ,
罔 1 筐型保持器产 品示意 图
B. B A. A i B l A
A
2 压坡 凸模在保 持架兜孔加 工 中的
作 用
当圆锥滚子轴承筐形保持架 ( 见图 1 兜孔冲压 ) 完成后 ,其边缘上留有毛刺 。压坡凸模 ( 冈 2 见 )的 作用就是先将保持架放到压坡凸模上,再利用压力机 压保持架,通过压坡凸模的剪切作用将毛刺剪掉, 使 保持架兜孔边缘光滑, 完成兜孑压坡工序, L 工作过程
从而满 足工件加工尺寸精度 的需求 ,取消了调整 垫 片结 构 。为 了保证 调 整丝 杠 的运 动 距离 ,改进 后 的夹 具 在调 整 丝杆 后 端设 置 了刻 度 盘 和调 整手 柄 ,来 保 证 工件 的 纵 向进 给量 。采 用 十字 交叉 滚 子结构 ,可以将夹具间隙调整为负间隙 ,消除了 径 向运动间隙所造成 的废品。采用硬定位 ,消除 了顶丝拧紧后垫片变形不均造成头部磨削后形成 锥度产生 的废 品,废 品率几乎为零 。改进后的夹 具 ,不仅保证 了工件 的加工精度 ,稳定了产品质 量 ,大 大缩 短 了调 整 时间 ,生 产效 率 提 高三倍 以
圆锥滚子轴承框型保持架标准

圆锥滚子轴承框型保持架的标准与创新发展圆锥滚子轴承作为重要的机械基础部件,在各类机械设备中承载着重要角色。
而框型保持架则是保证轴承性能稳定性的关键组件之一。
本文旨在对圆锥滚子轴承框型保持架标准进行深入分析,从材质选择到生产工艺,再到性能测试和实际应用,全面探讨保持架标准的重要性及其对行业的推动作用。
一、框型保持架标准概述(1)标准的制定背景探讨圆锥滚子轴承框型保持架标准制定的历史背景、目的以及其在保障产品质量和性能稳定性方面的重要性。
(2)标准的基本要求详细说明当前标准中对框型保持架的基本技术要求,包括材质的选择、尺寸的精度、耐腐蚀性能等方面。
二、标准下的框型保持架材质与设计(1)材质的选择与处理针对不同工作条件下对框型保持架的需求,分析不同材料的特性,如合金钢、不锈钢等,及其表面处理工艺对性能的影响。
(2)设计要点分析讨论在遵循标准要求下,如何进行框型保持架设计以提高其承载能力和工作寿命,包括轮廓设计、强化处理等方面。
三、生产工艺与质量控制(1)精密加工技术分析在生产过程中如何通过精密加工技术,如数控机床、精磨工艺等手段,确保框型保持架满足标准的尺寸和形状精度。
(2)质量控制体系结合标准要求,建立和优化生产质量控制体系,从原材料检验到成品测试的全过程控制,保障框型保持架产品的一致性和可靠性。
通过上述分析,本文旨在强调圆锥滚子轴承框型保持架标准在产业链中的核心地位和影响力,并进一步讨论如何通过技术革新不断完善和升级这些标准,推动整个轴承行业的进步与发展。
接下来的内容将详细解析框型保持架性能测试与评价机制,并结合案例分析标准如何在实际应用中得到有效执行和持续优化。
框型保持架性能的测试与评价机制是确保圆锥滚子轴承质量的关键环节。
这一机制涉及多个方面,包括测试准确性、测试方法的科学性和评价标准的合理性等。
本部分将详细探讨性能测试的各项标准,并分析这些测试标准在保证轴承整体性能中的作用。
一、性能测试的基本流程在进行性能测试之前,首先需要明确测试的类型和目的。
圆锥滚子轴承保持架紧缩问题改进

圆锥滚子轴承保持架紧缩问题改进崔明广;刘凡;刘志英【期刊名称】《金属加工:冷加工》【年(卷),期】2010(000)001【总页数】2页(P60-61)【作者】崔明广;刘凡;刘志英【作者单位】西北轴承股份有限公司,宁夏银川,750021;西北轴承股份有限公司,宁夏银川,750021;西北轴承股份有限公司,宁夏银川,750021【正文语种】中文1.现状分析圆锥滚子轴承在装配过程中对保持架进行紧缩是一个重要的环节。
传统的紧缩方法是将滚子装入保持架后,再将内圈小端面沿滚子母线方向压入,这样就使得滚子、保持架、内圈组成为轴承的内组件,然后将轴承内组件放入下紧缩模内,再将放入轴承内组件的紧缩模放到压力机工作台上,对保持架进行紧缩。
完成紧缩后的内组件经常与下紧缩模挤在一起,不易脱离,必须用工具敲打或者在工作案上撞击下紧缩模的方法使之分开。
这种方法不仅存在安全隐患,生产效率低,而且容易造成保持架变形,生产出来的轴承也容易出现碰伤、旋转精度降低等质量问题。
在使用的过程中,会使轴承的寿命紧缩装置结构简图明显缩短。
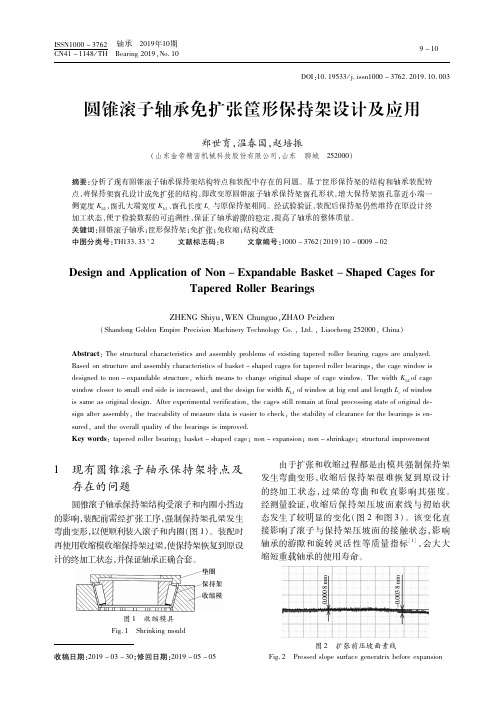
图1为改进前圆锥滚子轴承紧缩装置的工作原理图。
图1 改进前圆锥滚子轴承紧缩装置1.限位开关 2.油压机3.上紧缩模 4.下紧缩模2.改进过程这里介绍一种对圆锥滚子轴承组件中保持架进行紧缩的改进装置,能够很好地解决上述问题。
图2为改进后该装置结构简图。
顶料杆11由顶料气缸12带动,做上下往复运动,以便将紧缩后的轴承内组件顶出下紧缩模1。
在下紧缩模上开有等距的圆弧状凹槽,以便在保持架被紧缩时滚子能进入正确的位置。
正位爪2前部装有向下翘曲的弹性薄片,在其直径位置对称安装两片爪,该爪的外接圆直径小于要紧缩圆锥滚子轴承的内径,其结构形式如图3所示。
图4 需正位轴承内组件与下紧缩模1.下紧缩模 2.保持架3.滚子 4.内圈改进后的轴承紧缩结构的工作过程如下所述,刚开始滚子与下紧缩模缺口的状态(见图4)没有吻合,这时轴由正位气缸带动作向下的运动,并由电动机带动作旋转运动,正位爪前部的两片爪先进入轴承内径。
圆锥滚子轴承筐形保持架的设计改进

2 墨 ! = 垒 Be承n 00 No. 2 Z 轴a g2 1年 1期 i t 201 0, 1
8 —9
圆锥 滚 子轴 承 筐 形 保 持 架 的设 计改 进
县 鹏 宇
( 甘肃海林 中科科技股份有限公司 技术 中心, 甘肃 天水 7 11) 40 8
要求 , 因此 , 需要对 筐形 保持 架 的设 计进 行改进 。
对 于有些 结 构 的 圆锥 滚 子 轴 承 只控 制 D 尺
寸 就可 以满 足 安 装 要 求 , 是 在 有些 情 况 下 必 须 但
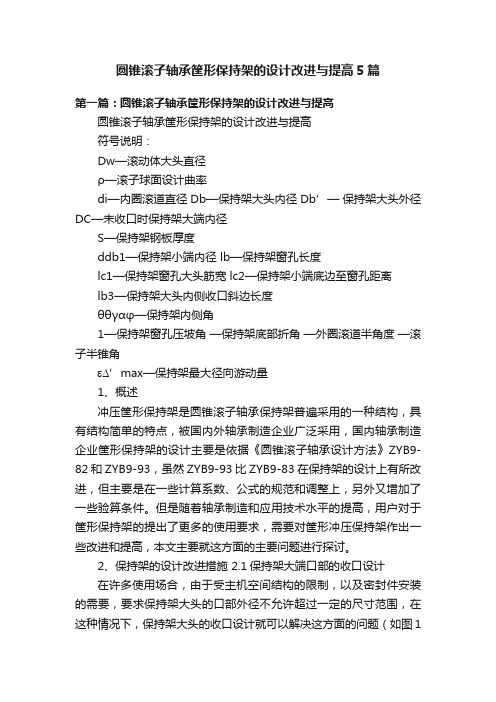
1 大 端 口部 收 口设 计
在许多使用场合 , 由于 受 主 机 空 间 的 限 制 以 及 密封件 安 装 的需 要 , 求 保 持 架 大 端 的 口部 外 要 径 不允许 超 过 一 定 的尺 寸 范 围 。在 这 种 情 况 下 ,
Z— —保 持架 窗孔 大端筋 宽
z—— 保 持架小 端底 边至 窗孔距 离 。 :
S —— 保持 架钢板 厚度
— —
图 1 轴承 保 持 架 收 口后 装 配 图
外 滚道 半锥 角
—
—
保 持架底 部折 角
— —
口部外 侧 , 成 该 口部 钢 板 厚 度 大 于 正 常 板 厚 。 造 口部厚 度 的 变 化 与 材 料 的延 伸 性 能 有关 , 据 经 根
可对 保持 架大 端进行 收 口设 计 ( 1 。 图 )
控 制保 持架 收 口后 大端 外径 尺寸 D
D b d + ( +f + } s 2 3 =db 2 Z 1 2 b l i 0+ . S 3 n ) () 2
在 z B _9 Y 9 _3设 计 方 法 中给 出 了验 算 保 持 架 外侧 与外 滚道 问最小 间 隙 i 的计算公 式 :
圆锥滚子轴承保持架的名称和设技

圆锥滚子轴承保持架的名称和设计改进符号说明:w D —滚动体大头直径ρ—滚子球面设计曲率i d —内圈滚道直径b D —保持架大头内径b D ’— 保持架大头外径C D —未收口时保持架大端内径S —保持架钢板厚度1db d —保持架小端内径b l —保持架窗孔长度1c l —保持架窗孔大头筋宽2c l —保持架小端底边至窗孔距离3b l —保持架大头内侧收口斜边长度θ—保持架内侧角θ1—保持架窗孔压坡角γ—保持架底部折角α—外圈滚道半角度φ—滚子半锥角’Δεmax —保持架最大径向游动量1、概述冲压筐形保持架是圆锥滚子轴承保持架普遍采用的一种结构,具有结构简单的特点,被国内外轴承制造企业广泛采用,国内轴承制造企业筐形保持架的设计主要是依据《圆锥滚子轴承设计方法》ZYB9-82和ZYB9-93,虽然ZYB9-93比ZYB9-83在保持架的设计上有所改进,但主要是在一些计算系数、公式的规范和调整上,另外又增加了一些验算条件。
但是随着轴承制造和应用技术水平的提高,用户对于筐形保持架的提出了更多的使用要求,需要对筐形冲压保持架作出一些改进和提高,本文主要就这方面的主要问题进行探讨。
2、保持架的设计改进措施2.1保持架大端口部的收口设计在许多使用场合,由于受主机空间结构的限制,以及密封件安装的需要,要求保持架大头的口部外径不允许超过一定的尺寸范围,在这种情况下,保持架大头的收口设计就可以解决这方面的问题(如图1所示)。
一般情况下,保持架钢板在冲压成形时,由于塑性变形的作用,余出的材料一般都堆积在了保持架大头口部外侧,造成钢板口部厚度要大于正常板厚,而且口部厚度的变化一般与材料的延伸性能有关,根据经验,一般增加的厚度为板厚的15%左右,即口部的厚度为1.15倍的板厚。
同时由于钢板材料延伸性能的差异,还会在保持架大头口部形成褶皱,因此在保持架下料时,可以根据材料的延伸性能适当调整料片的尺寸,以保证成型后保持架大头筋宽度尺寸符合设计要求。
圆锥滚子轴承筐形保持架压靠模的改进设计

(.er gR 1B ai &D ne,VI abnBer gC . t. ri10 3 ,hn ;. pr n f u lyMa ae n, ri n Cetr A C H ri ai o, d, bn 0 6C ia2Deat t ai n gmetHabn n L Ha 5 me o Q t
3 保持 架产 生压伤 的原 因 压 靠模 的结构及 工作原理
收稿日 期: 0 1 12. 21 0—4 —
作者简介 :蒙延芬 ( 93 )女 , 16一 , 高级工程师.
压靠模各部尺寸设计相 当关键 ,尤其下模设
哈
尔
滨
轴
承
பைடு நூலகம்
第3 2卷
计至关重要 。因为它 的作用是使保持架收缩到扩 进 行 收缩 时 ,经 常 出现 保 持架 压 伤和梁 塌 腰 的现 张前 的尺寸 ( 即产品 图尺寸 ),下模 的设计尺 象 ,压伤部位一般在保持架梁的下部。经过分析 寸决定着保持架收缩后 的尺寸 ,图2 为保持架产 D = c 1 . ) M D +( —1 S 5 不是定值 ,造成了D 尺寸设计 品图。其 中:D ’、D ’、 、 、 , 、 的不够准确。若下模的设计尺寸存在问题或保持 是保持架的产品图尺 架扩张量过大 ,都将产生保持架压伤现象 ,将直 寸 。下模设计依据的是保持架产品图尺寸 。图3 接影响轴承的产品质量 。首先一定要控制保持架 为压靠模的下模 。其 中 :D 、D 、。 、 M M、D ( M 的扩 张量 ,扩 张 量 的大 小应 该执 行 QHZ — 4 9 / 13 — 0 6 l d 、 、 h 、L 、HM DM、 n , c 、 M M M M 、 o 、 _ 模 工厂标 准 。 是下 尺寸。
铁路货车车辆滚动轴承运用中的故障分析及改进措施

铁路货车车辆滚动轴承运用中的故障分析及改进措施摘要:随着我国运输方式的快速变化,铁路货车的更换速度也越来越快,这就对车辆维修后的效果和要达到的零部件提出了更高的要求。
滚动轴承作为铁路车辆的重要部件,将直接危及铁路交通的安全。
铁路货车普遍采用无轴箱双列圆锥滚子轴承,因此铁路货车转向架的侧架与轮组采用鞍座连接。
滚动轴承结构相对较轻,装配维修过程相对方便,因此在铁路货车上得到了广泛的应用。
然而,滚动轴承在使用中存在许多故障,影响车辆的正常运行。
本文对铁路货车滚动轴承常见故障及对策进行了探讨。
关键词:铁路货车;车辆滚动;轴承;故障分析;改进措施一、概况1、车辆由滑动轴承发展到滚动轴承,不但大大增加了铁路运输的社会效益也同样增加了铁路经济效益,同时增大了铁路运输过程中的安全性。
车辆装有滚动轴承之后,不仅列车的牵引重量有明显提高,列车行驶中的速度也会有所提高。
轴承的发展也决定了燃轴事故的发生几率大幅度的降低。
作为机车车辆工作人员,研究滚动轴承故障产生的原因及危害尤为重要。
总结和概括滚动轴承在使用中出现的问题,要从车辆的检修以及日常维护入手。
从根源上控制机车车辆滚动轴承事故的发生,以确保机车车辆能够安全运行。
确保铁路货车在实际生产以及运用中的安全性,提升铁路货车车辆的运输效益以保证铁路运输的正常秩序。
目前,我国铁路货车正在向重载以及提速方面发展,且呈壮大趋势。
因此,铁路运输的安全问题在运输中所占比重日趋增大。
通过本人在日常工作中所遇到的铁路货车运输问题,以及铁路货车故障多发的原因和部位,进行分析和总结。
结合多年工作中的实际操作经验,给出和铁路货车实际情况相符合的预防措施,以及检修、检查方法,并给出有效的解决措施。
2、滚动轴承的特点为运行中产生的功率消耗极小,产生的摩擦阻力也不大,机械效率高,易起动等。
还具有尺寸标准化,具有互换性,便于安装拆卸,维修方便等优点。
滚动轴承的重量极轻,内部结构紧凑,轴向尺寸不大。
精度高,转速高,磨损小,使用寿命长。
大型圆锥滚子轴承保持架单压坡模具的改进

图 1 改承 固定套
保持架
第 33 卷 凸模 凹模
模板 支撑板
图 2 改前凹模结构
上,在压力机的作用下,凸模将保持架梁压入凹 模凹槽内,把保持架梁两侧压出斜坡,大筐形保 持架(Φ 220mm)的料厚度在4mm以上,孔长在 45 mm以上 ,其 压坡 深 度在 2.5 mm以上 ,压 坡 模具 需承受的压力大,而凹模座的结构与机床下磁台 面接触面为U字形,模座的支撑部位和凹模在凹 模座上的装配部位呈弓 背状,使得模具的受力 点相对于支撑点的力臂长,在压力作用下,压力 点相对于支撑点产生力矩,因此,模具产生倾斜 抖动,稳定性不好,造成保持架窗孔大端和小端 压坡一端轻一端重。另一方面,为在凸模座上固 定凹模,设计了一个螺丝通孔,使得凹模强度降 低,压坡时,沿着凹模凹槽和螺孔断裂。虽然凹 模安装了护套,但凹模断裂为两体,使得凹模凹 槽尺寸在压力加工情况下发生变化,造成同批保 持架压坡时梁两侧轻重不同,游隙值发生变化。 要解决这些问题,必须从模具结构着手,对其加 以改进。
摘 要:通 过对大型圆锥滚子轴承 保持架(直径大于220mm)单压 坡模具的改进,增强了 强度,消除了凹模 易裂和模具结构的缺欠,提高了模具可靠性,大大地延长了模具的使用寿命,稳定了产品质量。 关键词:圆锥滚子轴承保持架;单压坡;模具;强度;可靠性 中图分类号:TH133.33+2,TG76 文献标识码:B 文章编码:1672- 4582(2012)01- 0021- 02
Improvement of single pressing slope mold of large tapered roller bearing cage
Deng Xuewen, Wang Xin
( Retainer Manufacturing Sub-company, Harbin Bearing Parts Co., Ltd., Harbin 150036, China)
筐形保持架成形及切底模具的改进

长期 以来 我公 司在 生 产筐 形保 持 架 中 , 形 、 成 切底 一 直分 两 道 工 序 完 成 , 切 底 工序 中工 件 重 在
切 底压 力为 F =krb . , s r 7 d直 径 , mm; 丁为 材 料 抗 剪 强 度 ,
l 一卸料板 ;一成形凹模 ; 2 3 一保 持架 ;一成形凸模 ;一下料 凹模 4 5
图 1 成 形 模 具
总压 力为
F=F + 。 F
完 全可 以满 足生 产需要 。
图 2 切 底模 具
经过 反 复试 验 , 用 组合 模 具 一次 完 成 成 形 采 和 切底 两 道 工 序 。 改 进 后 的 组 合 模 具 如 图 3所 示, 其原 理 为 : 在原 成形 凸模 上直 接加 工 出切 底 凹 模, 原成 形 凹模采 用组合 模具 , 增加 切底功 能 。
2 适应 性 分 析
为 了保 证 生产 安全 , 必要 进行 压 力计 算 , 有 以
新定 位误 差 大 , 量 不 稳 定 , 品率 高 ; 质 废 生产 成 本 高、 效率低 , 有必要进行改进。
l 模 具 的改 进
改 进前成 形 和 切底 各 一套 模 具 , 主要 工作 其 部 分如 图 1和 图 2所示 。
() 3
以 325筐形 保持 架为 例进行 计 算 , 中 k= 21 其
1 3; l=1 . D =1 7. s=2. 6 . db 01 9, 5 4, 5, b=4 0, 6 db=
大筐形保持架车边工序夹具的改进

第31卷第4期2010年12月哈尔滨轴承J O U R N A L O F H A R B I N B E A R I N GV01.31N o.4D ec.20l0大筐形保持架车边工序夹具的改进张成芝1,于伟萍2(1.哈尔滨轴承集团公司质量管理部,黑龙江哈尔滨150036;2.哈尔滨轴承集团公司保持器制造分公司,黑龙江哈尔滨150036)摘要:通过对大筐形保持架车边工序夹具进行改进,使其扩大了加工范围,定位准确,加工尺寸稳定。
满足了大型产品的加工要求,保证了产品质量。
关键词:大筐形保持架;车边;夹具;模具;夹盘中图分类号:T G751.1文献标识码:B文章编号:1672-4852(2010)1M-0019—02I m pr ove m ent on f i xt ur e use d i n t uI I l i l l g edge pr oces s of bi g basket8l】哪)ed cageZhaf l g,chengzhi1,Y u W ei pi ng2(1.D epar t m ent of Q ual i ty M a na gem ent。
H ar bi n B ear i n g G r oup C or por at i on,H ar bi n150036,C h i na;2.R et ai ner M anu f act ur i ng Sub—C o m p any,H ar bi n B ear i n g G r oup C or por at i on,H ar bi n150036,C hi na)触,由蛾B y i m pr ovi ng f i xtur e us e d i n t ur n i ng edge pr oc ess of bi g ba ske t s ha ped cage,i t s pr oces si ng r ange W i l t8w i den w i t h acc ur a t e posi t i oni ng a nd hi sh s tabil i ty i n w or ki ng di m e nsi ons.A s a r esul t,t he pr oces si n g dem ands of t ar se scal e pr oduct s w e r e m et and t he qual i t y w as guar ant eed.k"睫d幽i g ba ske t s ha ped cage;t l m洫s edge;f i xt ur e;m oul d;chuc k1前言筐形保持架应用于圆锥滚子轴承。
圆锥滚子轴承免扩张筐形保持架设计及应用
圆锥滚子轴承免扩张筐形保持架设计及应用
Abstract:Thestructuralcharacteristicsandassemblyproblemsofexistingtaperedrollerbearingcagesareanalyzed. Basedonstructureandassemblycharacteristicsofbasket-shapedcagesfortaperedrollerbearings,thecagewindowis designedtonon-expandablestructure,whichmeanstochangeoriginalshapeofcagewindow.ThewidthKb2ofcage windowclosertosmallendsideisincreased,andthedesignforwidthKb1ofwindowatbigendandlengthLcofwindow issameasoriginaldesign.Afterexperimentalverification,thecagesstillremainatfinalprocessingstateoforiginalde signafterassembly,thetraceabilityofmeasuredataiseasiertocheck,thestabilityofclearanceforthebearingsisen sured,andtheoverallqualityofthebearingsisimproved. Keywords:taperedrollerbearing;basket-shapedcage;non-expansion;non-shrinkage;structuralimprovement
圆锥滚子轴承框型保持架标准

圆锥滚子轴承框型保持架标准英文回答:The standard for the frame of a tapered roller bearing cage is an essential aspect to consider in the design and manufacturing process. It ensures the proper functioning and durability of the bearing assembly. There are several factors that need to be taken into account when determining the standard for the frame.Firstly, the material used for the frame should have sufficient strength and durability to withstand the operating conditions of the bearing. Commonly used materials include steel alloys, cast iron, and aluminum alloys. The choice of material depends on factors such as load capacity, operating temperature, and corrosion resistance requirements.Secondly, the design of the frame should provide proper support and guidance for the rollers. It should ensure thatthe rollers are evenly spaced and aligned to minimizefriction and wear. The frame should also allow for easy assembly and disassembly of the bearing components.Thirdly, the dimensions of the frame should be compatible with the dimensions of the bearing components. This includes the inner and outer raceways, the rollers,and the cage. The frame should provide enough clearance for the rollers to rotate freely without any interference.Additionally, the frame should be designed to minimize weight and maximize space utilization. This is importantfor applications where weight and size are critical factors, such as automotive and aerospace industries. The frame should also be designed to facilitate lubrication andcooling of the bearing assembly.Furthermore, the standard for the frame should comply with industry regulations and standards. This ensures that the bearing assembly meets the required quality and performance standards. International organizations such as ISO and ANSI provide guidelines and standards for bearingdesign and manufacturing.In summary, the standard for the frame of a tapered roller bearing cage is determined by factors such as material selection, design considerations, dimensional compatibility, weight and space optimization, and compliance with industry standards. The frame plays a crucial role in ensuring the proper functioning and longevity of the bearing assembly.中文回答:圆锥滚子轴承框型保持架的标准是设计和制造过程中必须考虑的重要因素。
圆锥滚子轴承框型保持架标准

圆锥滚子轴承框型保持架标准圆锥滚子轴承是一种常用的滚动轴承,其在机械设备中起着非常重要的作用。
为了提高圆锥滚子轴承的使用寿命和性能,圆锥滚子轴承框型保持架设计至关重要。
保持架的设计质量和选用合适的材料对于轴承的使用寿命和性能有着至关重要的影响。
下面主要介绍圆锥滚子轴承框型保持架的标准。
1. 标准型号圆锥滚子轴承框型保持架的标准型号应符合国家相关标准或行业标准。
常见的标准型号包括GB/T 12760-2019《滚动轴承外圈尺寸系列、大倾角圆锥滚子轴承》、GB/T 12761-2016《滚动轴承内圈尺寸系列、大倾角圆锥滚子轴承》等。
这些标准规定了轴承的结构、尺寸、公差、材料等要求,设计时应参照这些标准进行。
2. 材料选择圆锥滚子轴承框型保持架的材料选择应符合国际通用的标准,如GB/T 3077-2015《合金结构钢技术条件》、GB/T 702-2008《重量不大于5kg铸铁零件允许错用铁素体不锈钢》等。
常用的保持架材料有钢、铝合金、铜合金等。
钢材具有较好的强度和硬度,适用于一般工况下的使用;铝合金轻便,适用于要求重量轻的场合;铜合金耐腐蚀性好,适用于恶劣环境下的使用。
3. 结构设计圆锥滚子轴承框型保持架的结构设计应考虑到承受轴承载荷的能力、安装方便性、整体刚度等因素,做到结构合理、坚固耐用。
一般来说,保持架的设计应具有以下特点:(1)平面尺寸合理,与轴承外圈、内圈配合良好;(2)表面光滑平整,减少与滚子之间的摩擦;(3)有足够强度和刚度,能够承受轴向和径向载荷;(4)安装方便,能够提高装拆效率;(5)轻量化设计,减轻整机重量。
4. 制造工艺圆锥滚子轴承框型保持架的制造工艺应符合国家相关的标准要求。
常用的制造工艺包括锻造、铸造、焊接、加工等。
在生产过程中,需要掌握好工艺参数,确保保持架的质量和性能。
总之,圆锥滚子轴承框型保持架的设计应符合相关标准要求,选用合适的材料,结构设计合理,制造工艺过硬。
只有这样,才能确保圆锥滚子轴承在运行过程中获得良好的性能,提高设备的使用寿命和效率。
筐形保持架车边质量的分析及压紧装置的设计

口 口 口 口
£=
一
c=] .
2 筐形保持架车削形状对精度 的影响
普 通 车床 的加 工方 法 ,是 被 加工 产 品做 旋 转
H~
角
运动 , 刀具切人进给 , 使产品表面达到尺寸及精度
的要求 。筐形保 持架 的加 工 也是 如此 , 图 1 见 。 图 1 中分为 ab C 品 的三 种切 削形 状 : ,、产 a为 尖 角大 外径 , b为 4 。角 大 外 径 , 圆弧 形 角 的 5 C为
型的, 再冲窗 口。 而大端面的形状是根据产品设计
及使 用要 求 , 由车 加工 来完 成 。
车加工的走刀量、支承胎具在工件的旋转与 车刀工作 中承载的转扭 、 冲击力对筐形架的大端
维普资讯
・
4 0・
哈
尔
滨
轴
承
第2 9卷
面外 表 面质 量有 很 大 的影 响。 所 以 , 走 刀 量 的 对
Ai a f g Z a g ui oe , h n j Xi n Xi
(o iis e t , ri aigG o pC roai , ri 5 0 6 C ia L gs c C ne Habn t r Ber ru op rt n Ha n10 3 , hn ) n o b
艾 晓峰 , 张秀吉
( 哈尔滨轴承集 团公司 物流 中心 , 黑龙 江 哈尔滨 10 3) 506
摘
要: 对筐形保 持架的端 面加工质量作 了详尽 的阐述 , 并提 出 了提高车边工序质量的基本要求。
文献标识码 : B 文章 编 号 :624 5 (0 80 .0 90 17 .8 220 )20 3 .2
圆锥滚子轴承筐形保持架的设计改进与提高5篇
圆锥滚子轴承筐形保持架的设计改进与提高5篇第一篇:圆锥滚子轴承筐形保持架的设计改进与提高圆锥滚子轴承筐形保持架的设计改进与提高符号说明:Dw—滚动体大头直径ρ—滚子球面设计曲率di—内圈滚道直径 Db—保持架大头内径Db’—保持架大头外径DC—未收口时保持架大端内径S—保持架钢板厚度ddb1—保持架小端内径 lb—保持架窗孔长度lc1—保持架窗孔大头筋宽 lc2—保持架小端底边至窗孔距离lb3—保持架大头内侧收口斜边长度θθγαφ—保持架内侧角1—保持架窗孔压坡角—保持架底部折角—外圈滚道半角度—滚子半锥角’max—保持架最大径向游动量1、概述冲压筐形保持架是圆锥滚子轴承保持架普遍采用的一种结构,具有结构简单的特点,被国内外轴承制造企业广泛采用,国内轴承制造企业筐形保持架的设计主要是依据《圆锥滚子轴承设计方法》ZYB9-82和ZYB9-93,虽然ZYB9-93比ZYB9-83在保持架的设计上有所改进,但主要是在一些计算系数、公式的规范和调整上,另外又增加了一些验算条件。
但是随着轴承制造和应用技术水平的提高,用户对于筐形保持架的提出了更多的使用要求,需要对筐形冲压保持架作出一些改进和提高,本文主要就这方面的主要问题进行探讨。
2、保持架的设计改进措施 2.1保持架大端口部的收口设计在许多使用场合,由于受主机空间结构的限制,以及密封件安装的需要,要求保持架大头的口部外径不允许超过一定的尺寸范围,在这种情况下,保持架大头的收口设计就可以解决这方面的问题(如图1所示)。
一般情况下,保持架钢板在冲压成形时,由于塑性变形的作用,余出的材料一般都堆积在了保持架大头口部外侧,造成钢板口部厚度要大于正常板厚,而且口部厚度的变化一般与材料的延伸性能有关,根据经验,一般增加的厚度为板厚的15%左右,即口部的厚度为1.15倍的板厚。
同时由于钢板材料延伸性能的差异,还会在保持架大头口部形成褶皱,因此在保持架下料时,可以根据材料的延伸性能适当调整料片的尺寸,以保证成型后保持架大头筋宽度尺寸符合设计要求。
圆锥滚子轴承框型保持架标准

圆锥滚子轴承框型保持架标准的综合分析圆锥滚子轴承因其独特的设计和优异的性能在各类机械中发挥着重要作用。
在圆锥滚子轴承中,保持架是保证其正确运行的关键组件之一,其标准化生产尤为重要。
本文旨在对圆锥滚子轴承框型保持架标准进行多角度分析,涵盖其设计、材料、制造过程及应用等方面。
一、框型保持架的功能与设计标准(1)保持架的功能框型保持架是圆锥滚子轴承的重要组成部分,其作用是维持滚子的等间隔排列,确保轴承运行的稳定性和可靠性。
此外,它还负责吸收轴向载荷并在轴承受载时维持正确的滚动体间隙。
(2)设计标准要求圆锥滚子轴承保持架的设计必须满足精确度和强度的要求,以保证轴承在各种工作条件下都能正常工作。
这包括了保持架几何尺寸的精确,角度误差的控制,以及滚子孔的位置精度等。
二、保持架的材料选择和加工标准(1)材料选择保持架的材料选择对于其性能起着至关重要的作用。
通常使用的材料包括高强度工程塑料、碳钢和不锈钢等,它们可以在不同的工作环境中提供良好的耐磨性和耐腐蚀性。
(2)加工标准为确保保持架的质量,其加工必须符合一系列标准化的工艺流程。
精密的机加工工艺、热处理过程以及表面处理等都是保障其在轴承中稳定性能的关键。
通过上述综合分析可知,圆锥滚子轴承框型保持架在轴承的正常运行中扮演着举足轻重的角色。
材料选择、设计精准度以及工艺流程都是保持架质量的关键要素。
在下一部分中,我们将深入讨论保持架的制造工艺、质量控制以及在实际应用中的表现。
继材料选择及设计标准的深入探讨之后,本部分将着重于框型保持架的制造工艺、质量控制措施以及如何确保其在应用中的高性能。
一、框型保持架的制造工艺(1)切削加工在保持架的制造过程中,切削加工是赋予其精确尺寸和形状的重要步骤。
高精度的数控机床和专用刀具在这一过程中扮演了关键角色,确保了加工精度和效率。
(2)热处理为了提高保持架的硬度和耐磨性,热处理工艺必不可少。
通过精确控制加热和冷却的过程,可以显著提升保持架的性能和使用寿命。
轴承滚子引导方式保持架的设计要点

轴承滚子引导方式保持架的设计要点
轴承滚子引导方式保持架的设计是非常重要的,它直接影响到
轴承的使用寿命和性能。
设计保持架时需要考虑以下几个要点:
1. 材料选择,保持架的材料应具有良好的机械性能和耐磨性,
常见的材料包括钢、铝合金和塑料。
根据具体的工作环境和负载条
件选择合适的材料。
2. 结构设计,保持架的结构设计应考虑到轴承滚子的引导方式,以确保滚子在工作时能够得到良好的支撑和引导。
结构设计要考虑
到轴承内部的空间和滚子的尺寸,保持架的结构应尽可能简单、紧凑,同时要保证足够的刚度和稳定性。
3. 润滑方式,保持架设计时需要考虑到轴承的润滑方式,确保
润滑油或脂能够有效地覆盖滚子和保持架的接触表面,以减小摩擦
和磨损,延长轴承的使用寿命。
4. 装配和维护,保持架设计应考虑到装配和维护的便捷性,保
持架的结构要能够方便拆卸和安装,以便进行清洁、润滑和更换。
5. 耐腐蚀性,如果轴承工作环境具有腐蚀性,保持架的设计要
考虑到耐腐蚀的要求,选择适合的材料或者进行表面处理以增强耐
腐蚀性能。
综上所述,轴承滚子引导方式保持架的设计要点包括材料选择、结构设计、润滑方式、装配和维护以及耐腐蚀性,只有综合考虑这
些因素,才能设计出性能优良、使用寿命长的保持架。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆锥滚子轴承筐形保持架的设计改进与提高
符号说明:
w D —滚动体大头直径
ρ—滚子球面设计曲率
i d —内圈滚道直径 b D —保持架大头内径 b D ’— 保持架大头外径 C D —未收口时保持架大端内径
S —保持架钢板厚度
1db d —保持架小端内径 b l —保持架窗孔长度
1c l —保持架窗孔大头筋宽 2c l —保持架小端底边至窗孔距离
3b l —保持架大头内侧收口斜边长度
θ—保持架内侧角
θ1—保持架窗孔压坡角 γ—保持架底部折角 α—外圈滚道半角度 φ
—滚子半锥角
’∆εmax —保持架最大径向游动量
1、概述
冲压筐形保持架是圆锥滚子轴承保持架普遍采用的一种结构,具有结构简单的特点,被国内外轴承制造企业广泛采用,国内轴承制造企业筐形保持架的设计主要是依据《圆锥滚子轴承设计方法》ZYB9-82和ZYB9-93,虽然ZYB9-93比ZYB9-83在保持架的设计上有所改进,但主要是在一些计算系数、公式的规范和调整上,另外又增加了一些验算条件。
但是随着轴承制造和应用技术水平的提高,用户对于筐形保持架的提出了更多的使用要求,需要对筐形冲压保持架作出一些改进和提高,本文主要就这方面的主要问题进行探讨。
2、保持架的设计改进措施
2.1保持架大端口部的收口设计
在许多使用场合,由于受主机空间结构的限制,以及密封件安装的需要,要求保持架大头的口部外径不允许超过一定的尺寸范围,在这种情况下,保持架大头的收口设计就可以解决这方面的问题(如图1所示)。
一般情况下,保持架钢板在冲压成形时,由于塑性变形的作用,余出的材料一般都堆积在了保持架大头口部外侧,造成钢板口部厚度要大于正常板厚,而且口部厚度的变化一般与材料的延伸性能有关,根据经验,一般增加的厚度为板厚的15%左右,即口部的厚度为1.15倍的板厚。
同时由于钢板材料延伸性能的差异,还会在保持架大头口部形成褶皱,因此在保持架下料时,可以根据材料的延伸性能适当调整料片的尺寸,以保证成型后保持架大头筋宽度尺寸符合设计要求。
图1 轴承保持架收口后装配图
在进行收口设计时,保持架收口后的大头内径尺寸b D 按照下式计算:
b D =1db d +2(2
c l +b l +3b l )×Sin θ (1)
对于有些结构的圆锥滚子轴承只控制b D 尺寸就可以满足安装要求,但是在有些情况下必须控制大头外径尺寸b D ’,保持架收口后的大头口部外径尺寸b D ’可按照下公式计算:
b D ’=1db d +2(2
c l +b l +3b l )×Sin θ+2.3S (2)
图2 筐形保持架收口后图
在ZYB9-93设计方法中给出了验算保持架外侧与外滚道间最小间隙的计算公式,最小间隙min 3 ε计算公式如下(公式中的有关保持架尺寸见图1和图2)
: min 3 ε=(w D -S)×cos (α-φ)+0.5(C D -i d )+1c l ×Sin θ-’∆εmax (3)
在公式式3基础上,可以根据保持架收口后的结构,推导出收口保持架外侧与轴承外滚道之间的最小间隙min 3 ε’,计算公式如下:
min 3 ε’=0.5{w D /Sin φ×Sin α+2[0.5min 3 ε×tg(α-φ)+ 3b l ×Cos θ]×tg α-b D ’}
(4)
保持架收口设计的优点在于可以增加保持架口部的强度,减少内组件收套装配时保持架梁的变形;特别是对于大锥角产品可以减小保持架在收套后的径向游动量,防止过度收套后梁的变形,提高内组件的旋转灵活性,降低旋转噪声;对于特轻系列产品可以防止保持架与外圈滚道的靠套,通常在一些小型号上较易发生靠套问题,问题严重的话,有可能会使保持架外径与外滚道产生磨擦,导致保持架的隔离作用丧失,使保持架撕裂,将滚子卡死。
我们根据公式3和4对特轻32000系列和大锥角31300系列的间隙做了一个计算比较,数据见下表:
型号 收口前最小间隙min 3 ε
收口后间隙最小min 3 ε’
保持架板厚S
32004 0.35 0.68 1.0 32005 0.50 0.60 1.2 32006 0.47 0.76 1.2 32007 0.57 0.89 1.2 32008 0.90 1.19 1.2 32009 1.0 1.4 1.2 32010 0.88 1.2 1.5 32011 1.0 1.4 1.5 32012 1.0 1.4 1.5 32013
1.0
1.36
1.5
32015 1.34 1.76 1.5
32016 1.0 1.4 2.0
31305 0.94 1.3 1.2
31306 1.07 1.48 1.5
30307 1.46 1.87 1.5
31308 1.1 1.49 2.0
31309 1.46 1.85 2.0
31310 1.43 1.78 2.5
31311 1.81 2.11 2.5
通过数据对比可以看出,保持架收口后,其外径与外滚道之间的间隙有了明显的增加,减小了保持架靠套的可能性,与此同时,还可以看出保持架钢板厚度的选取合理与否也会影响到二者之间的间隙。
需要注意的是,在进行收口设计时,要特别注意保持架大头内侧斜边长度的取值,该数值的合理与否会直接影响到到保持架梁在大头收口处的质量(部位示意见图3),若该尺寸偏小,会造成收口时在保持架外侧梁和大头筋连接处产生变形,即梁的大头外侧与大头筋外侧面上的过渡圆弧产生在梁上,理想的过渡圆弧应该是避过梁后,从大头筋的外侧底部开始,
l一般取到1.0mm即可,但是对于2.0mm 对于板厚在2.0mm以下的钢板,内侧斜边的长度
3b
以上的板,可以取为1.5~2mm之间,也可根据材料的延伸性能适当的取长一些。
图3 筐形保持架收口结构图
2.2保持架底部的折角设计
随着保持架冲压技术的提高,许多国内外圆锥轴承保持架底部已普遍采用折角设计和加工,但是折角的角度值目前还没有一个统一的设计标准,我们根据冲压钢板的性能,一般将折角γ设计在10°~20°之间,经过多年的实践,证明这一设计是切实可行的。
折角设计的优点在于不但可以增加保持架的整体刚性,而且通过折角设计后,一方面可以防止内组件收套时保持架底部的凸起变形,降低了保持架与轴承外圈大端面的突出量(突
出量这一指标现在已被许多主机配套企业作为一项技术指标严格控制);另一方面还可增大保持架内孔与内圈小挡边之间的间隙,防止他们之间的靠套。
2.3保持架窗口的压坡设计
在保持架的设计加工中,窗口的压坡设计也是一个非常重要的环节,因为压坡面的深浅决定着保持架梁的宽窄,同时还直接影响到保持架的旋转灵活性。
在多年的设计实践中我们一般按照设计方法将压坡角θ1(见图2)取为20°和22°30′,如果在设计中经过验算,保持架梁宽小于许用梁宽要求,可以将压坡角适当的加大,可以调整到25°,但是加大后会导致保持架窗孔变小,使保持架外移,这样又会减小保持架与外滚道之间的间隙,因此对于一些比较特殊的圆锥滚子轴承,在设计到这一步时,一定要注意这方面的问题,必须保证梁宽和最小间隙的合理配合。
如果这设计验算中,出现保持架外侧与外滚道之间间隙偏小,也可适当的将压坡角度调小,可以调到18°。
3、结束语
冲压保持架经过上述设计后,不但强度有所增加,而且在保持架的旋转灵活性也有了大幅度的提高,满足了用户的要求,目前这些改进措施已被我公司全面采用,使圆锥滚子轴承的质量有了大幅度的提高。
参考文献:
《ZYB9-87 滚动轴承设计主导文件圆锥滚子轴承设计方法》,洛阳轴承研究所
《ZYB9-93 滚动轴承设计主导文件圆锥滚子轴承设计方法》,洛阳轴承研究所。