游戏机手柄上盖的数控加工编程与仿真
CBR技术在《模具CADCAM》教学中的应用
CBR技术在《模具CAD/C AM》教学中的应用徐其航I,魏协奔彳(1.揭阳职业技术学院机电工程系,广东揭阳522051;2.汕头职业技术学院机电工程系,广东汕头515078)摘要:将CBR技术运用到《模具CAD/CAM》课程教学活动中,采用任务驱动的课堂教学方式,以游戏机手柄上盖为实例,介绍了实例的实施过程,并基于此实例推理学习相关的实例教学过程,结合学院的客观实际情况和教学实践条件,运用CBR技术组织教学活动,课程教学效果好,提高了学生的学习积极性,激发了学生的学习兴趣。
关键词:《模具CAD/CAM));CBR技术;教学改革;教学效果中图分类号:TG76文献标识码:B文章编号:1001-2168(2021)01-0076-04DOI:10.16787/ki.l001-216&dmi.2021.01.018Application of CBR technology in teaching of“die&mould CAD/CAM wXUQi-h曲g\WEIXie-ben?(1.Department of Mechanical and Electrical Engineering,Jieyang Polytechnic,Jieyang, Guangdong522051,China; 2.Department of Mechanical and Electrical Engineering,ShantouPolytechnic,Shantou,Guangdong515078,China)Abstract:The CBR technology teaching method was applied to the teaching activities of"die& mould CAD/CAM"course,and the task-driven classroom teaching method was adopted.Taking the upper cover of the game console handle as an example,the implementation process of the example was introduced,and the relevant teaching process of the example were deduced based on the bined with the objective actual situation and teaching practice conditions of the college,CBR technology was used to organize teaching activities,which had a good teaching effect, improved students^learning enthusiasm and stimulated their interest in learning.Key words:“die&mould CAD/CAM”;CBR technology;teaching reform;teaching effect0引言CAD/CAM技术在制造业中起着至关重要的作用,模具CAD/CAM技能型人才是熟练应用先进的CAD/CAM软件,掌握数控加工实用技术和模具制造专业知识的综合型技能人才。
游戏手柄下盖后模数控编程与加工仿真说明书
游戏手柄下盖后模数控编程与加工仿真说明书11、零件加工工艺分析(1)游戏手柄下盖后模大小:232mm×150mm×69mm。
(2)最大加工深度:26mm。
(3)最小的凹圆角半径:l.005mm。
(4)是否需要电火花加工:需要。
因为如图5-2所示中的3个位置用电脑锣加工是无法完全清除边上的余量。
5—2需要电火花加工(5)加工前是否需要补面:需要。
加IT前需要把4个破面补上,否则半精加工或精加工时没有加工孔表面上的余量。
(6)需要使用的加工方法:型腔镜铣开粗、型腔铣二次开粗等高轮廓钝半精加工等高轮廓镜精加工、固定轴区域轮廓钝半精加工、固定车山区域轮廓就精加工和固定轴清根。
22、毛坯和刀具的选用游戏手柄下盖模编程总的过程分为前的补面、开粗、二次开粗、半精加工、精加工和清角。
1. 编程前的补面(1)进入建模界面。
按Ctrl+M组合键进入建模界面。
(2)使用曲线通过组:进行补面。
在【曲面】工具条中单击【通过曲线组】:弹出【曲线组】对话框,接着选择如图5-4所示的“曲线l”并单击鼠标中键,然后选择“曲线2”并单击鼠标中键。
5-4使用曲线组功能补面(3)使用【通过曲线组1】功能进行补面。
参考步骤(2)继续补另一边的破面。
(4)进入模具设计界面选择【开始】【所有应用模块】【注塑模向导】工具,弹出注塑模向导工具条。
在注塑模向导】工具条中单击模具工具按钮,弹出模具工具工具条。
34(5)使用沿边界1功能进行补面。
在模具工具工具条中单击边界1按钮,弹出开始对话框。
在开始对话框中取消选中“按面的颜色”选框, 然后通过“接受”和“下一路径”的方式选择封闭的边界,图5-5所示。
图5-5使用沿边界功能补面使用沿边界功能进行补面。
参考步骤(5)继续补另外3个破孔,结果如图5-6。
2. 开粗(1)进入编程界面。
按Ctrl+Alt+M 组合键,弹出【加工环境】对话框,如图5-8所示。
选择mill contour 的方式,然5后单击【初始化】按钮进入程主界面。
数控自动编程和仿真
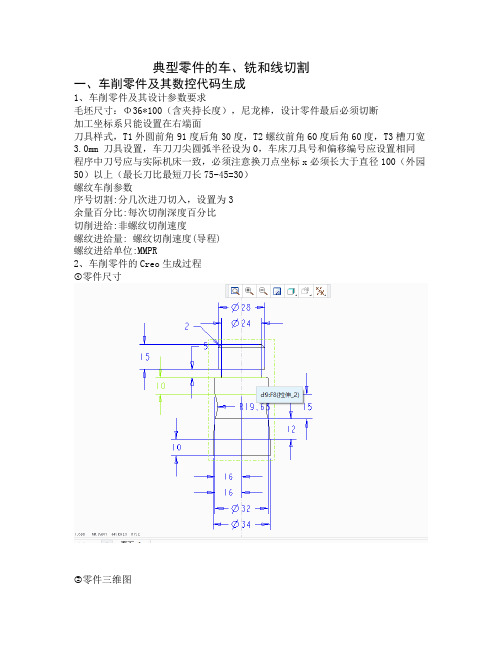
典型零件的车、铣和线切割一、车削零件及其数控代码生成1、车削零件及其设计参数要求毛坯尺寸:Φ36*100(含夹持长度),尼龙棒,设计零件最后必须切断加工坐标系只能设置在右端面刀具样式,T1外圆前角91度后角30度,T2螺纹前角60度后角60度,T3槽刀宽3.0mm 刀具设置,车刀刀尖圆弧半径设为0,车床刀具号和偏移编号应设置相同程序中刀号应与实际机床一致,必须注意换刀点坐标x必须长大于直径100(外园50)以上(最长刀比最短刀长75-45=30)螺纹车削参数序号切割:分几次进刀切入,设置为3余量百分比:每次切削深度百分比切削进给:非螺纹切削速度螺纹进给量: 螺纹切削速度(导程)螺纹进给单位:MMPR2、车削零件的Creo生成过程①零件尺寸②零件三维图Creo车削操作过程A、工作环境设定放置自动工件基准设定退刀面设置刀具设定粗加工参数设定粗加工轮廓退刀点设定参数设定精加工轮廓退刀点设定刀具参数设定参数设定槽车削轮廓退刀点设定刀具设定参考设置先将统一改为常规,继而参数设定退刀点设定选择槽切削,刀具T3,参数如图切削轮廓退刀点设定保存CL文件,选择OP010,点文件,完成完成输出后,对CL文件进行后处理。
点选op010.ncl文件,打开选择UNCL01.p18,出现输入学号后四位0117,点击Enter。
得到名为0117的记事本。
记事本内容如下:%:0117N10 G00 X100.0 Z50.0N15 T0101N20 S817 M03N25 G00 X92.334 Z32.848N30 X42.138 Z-2.0N35 G98N40 G01 X-5.962 F300.0N45 G00 X38.2 Z2.263N50 G01 X34.0 F300.0N55 Z-71.0N60 X38.2N65 G00 Z2.263N70 G01 X32.0 F300.0N75 Z-47.0N80 X34.0 Z-59.0N85 X36.2N90 G00 Z2.263N95 G01 X30.0 F300.0N100 Z-19.5N105 X32.0 Z-22.0N110 X34.2N115 G00 Z2.263N120 G01 X28.0 F300.0N125 Z-17.0N130 X30.0 Z-19.5N135 X32.2N140 G00 X34.2N145 Z-32.0N150 G01 X32.0 F300.0N155 G02 X30.512 Z-34.145 F300.0 R19.65 N160 G01 Z-44.855N165 G02 X32.0 Z-47.0 F300.0 R19.65N170 G01 X34.2N175 G00 Z-34.145N180 G01 X30.512 F300.0N185 G02 X29.024 Z-39.5 F300.0 R19.65 N190 X30.512 Z-44.855 F300.0 R19.65N195 G01 X29.53 Z-42.641N200 G02 X32.0 Z-47.0 F300.0 R19.65N205 G01 X34.0 Z-59.0N210 Z-71.0N215 X40.2N220 G00 X92.334 Z32.848N225 X28.0 Z1.461N230 G01 Z-17.0 F300.0N235 X32.0 Z-22.0N240 Z-32.0N245 G02 Z-47.0 F300.0 R19.65N250 G01 X34.0 Z-59.0N255 Z-70.0N260 G00 X92.334 Z32.848N265 T0303N270 S817N275 X79.884 Z-21.0N280 G01 X59.884 F100.0N285 X24.0N290 X59.884N295 G00 Z-22.0N300 G01 X24.0 F100.0N305 X59.884N310 G00 Z-20.0N315 G01 X24.0 F100.0N320 X59.884N325 G00 X92.334 Z32.848N330 T0202N335 S817N340 X48.0 Z3.36N345 G01 X28.1 F80.0N350 G00 X27.0N355 G32 Z-19.948 F1.5N360 G00 X28.1N365 Z3.36N370 X26.0N375 G32 Z-19.948 F1.5N380 G00 X28.1N385 Z3.36N390 X25.0N395 G32 Z-19.948 F1.5N400 G00 X28.1N405 Z3.36N410 X25.0N415 G32 Z-19.948 F1.5N420 G00 X28.1N425 Z3.36N430 X48.0N435 X92.334 Z32.848N440 T0303N445 S817N450 X79.636 Z-72.0N455 G01 X59.636 F100.0N460 X0.0N465 X79.636N470 G00 X92.334 Z32.848N475 M05N480 M30%二、铣削零件及其数控代码生成1、铣削零件及其设计参数要求铣床毛坯:Φ80*30(25mm可加工深度),铝材加工坐标系只能设置在园心,z向上,x向右推荐使用的刀具直径为6,8,10铣床一把刀具对应一个夹具偏移参数G54-G59键刀直径10 G54球刀直径10 G55键刀直径8 G56球刀直径8 G57键刀直径6 G58球刀直径6 G59螺旋下刀:编辑参数,-斜向角度:10,螺旋直径:10 ,扫描类型:类型螺纹2、铣削零件的Creo生成过程①零件尺寸②零件三维图Creo铣削操作过程A、工作环境设定放置自动工件基准设定设置退刀面刀具设置参数设定第一步铣削的体积块如图保持各参数不变,进行第二个体积块铣削刀具设置T2参数设置曲面选取,多个选取时Ctrl+左键选取。
数控加工自动化编程与仿真加工应用

3. 数控箱体类零件加工程序的自动编程试验
(1)试验准备 首先建立了加工零件的3D 模型,并建立相应的毛坯模型。根据加工实际情 况,建立了相应的夹具、刀具的数据模型。完成 对T H6563与Y C M-H500A数控卧式加工中心的后
图 3
处理程序的编制与修改。 (2)试验过程 第一阶段试验:使用UG软件 的加工模块,调用加工零件、毛坯、夹具以及相 关刀具的各项数据与3D模型。创建铣面、镗孔、 钻孔等加工操作(见图6),并结合生产实际将所 需加工参数赋予各操作步骤。
图
6
根据生成的加工操作,完成仿真加工(见图 7),检查加工情况,检查过切、过剩、碰撞情况 等。根据仿真结果对加工参数进行调整,对调整 后加工操作进行二次仿真。
图 4
根据生成的加工操作,完成仿真加工(见图 5),检查加工情况,检查过切、过剩、碰撞情况 等。根据仿真结果对加工参数进行调整,对调整后 加工操作进行二次仿真。
24
2013年 第6期
冷加工
T 专题技术
完成加工仿真后,通过后处理程序 (J1V M C40M B数控铣床后处理程序),生成加 工程序。通过DNC传输软件CIMCO NCbaseClient V5,将加工程序传送至J1VMC40MB数控铣床。
opical Technology
图 7
完成加工仿真后,通过后处理程序处理程序),生成加工程
冷加工
2013年 第6期
25
T 专题技术
opical Technology
序,对加工程序进行符合我工厂实际情况的修改 后,通过DNC传输软件CIMCO NCbaseClient V5, 将加工程序传送至加工设备。 第二阶段试验:使用U G软件的加工模块,调 用加工零件、毛坯、夹具以及相关刀具的各项数 据与3D模型。创建铣面、镗孔、钻孔等加工操作 (见图8),并结合生产实际将所需加工参数赋予 各操作步骤。
数控加工工艺、编程与仿真模块(正式版)

数控实习——数控加工工艺、编程及仿真模块加工图1所示零件,毛坯为0 50mm棒料,材料为45钢,单件生产。
未注圆角R2,未注倒角1 X45°。
图1 零件图项目一加工工艺设计一、分析零件图样该零件为轴类零件。
主要加工面包括:外圆柱面、外圆锥面、外圆弧(凸弧、凹弧)、外沟槽、外螺纹、内圆面、内沟槽、内螺纹、倒角等。
其中多个尺寸有较高的尺寸精度和表面质量,无形位公差要求。
二、工艺设计1 、加工方案的确定根据零件的加工要求,各表面的加工方案确定为:粗车T精车2、装夹方案的确定此零件需经过二次装夹才能完成。
第一次采用三爪自定心卡盘装夹棒料左端完成;第二次用三爪自定心卡盘装夹0 36±0.02 外圆(包铜皮或用软爪,避免夹伤),完成各部分加工,注意找正。
3、加工工艺的确定加工工序卡见表1。
表1 数控加工工序卡加工刀具卡见表2、表3。
项目二加工程序的编制一、FANUC手工编程1、工件坐标系的建立以工件右端面与轴线的交点为编程原点建立工件坐标系。
2、编制程序程序见表4。
X28GOO X100Z1OO M05T0200T0303M03 S600G00 X30 Z5G01 X28G92 X23.2 Z-18 F2X22.6X22X21.6X21.4G00 X100Z100 M05T0300M30%% 程序名O2011(Left) 切槽刀刀宽B=3mm#1=3 选择1号刀1号刀补#2=38-40*TAN[5] 启动主轴#3=38+2*TAN[5] 快进至进刀点T0101 快进至G73复合循环起点M03 S800 G73循环粗加工外轮廓G00 X55 Z5 建立刀尖圆弧半径补偿G01 X52 Z2 F0.2 G70循环精加工外轮廓G73 U8 R4 X向退刀,取消刀尖圆弧半径补偿G73 P1 Q2 U0.6 W0.1 Z向快速退刀至换刀点,主轴停N1 G42 G00 X30 取消1号刀刀补G01 Z0 选择2号刀2号刀补X#2 R2 工进至G71复合循环起点N2 X#3 Z-21 G71循环粗加工内轮廓G70 P1 Q2 F0.1 S1000 G70循环精加工内轮廓G40 G00 X100 Z向退刀Z200 M05 X向快速退刀至换刀点,主轴停T0100 取消2号刀刀补T0202 选择3号刀3号刀补M03 S600 取消3号刀刀补G00 X55 Z5 选择4号刀4号刀补G01 X15 Z2 F0.2 取消4号刀刀补G71 U1 R1 程序结束G71 P3 Q4 U-0.6 W0.1 F0.1N3 G00 X28G01 X22 Z-1Z-20X20Z-30N4X15G70 P3 Q4 F0.1 S1000G00 Z200X100 M05T0200T0303M03 S600G00 X55 Z5G01 X19 Z2Z-20X26 F0.08X19Z-[#1+16]X26 F0.08X19Z2G00 Z200X100 M05T0300T0404M03 S600G00 X55 Z5G01 X20G92 X22.4 Z-18 F2X22.8X23.2X23.6X23.8X24G00 Z200X100 M05T0400M30%二、Mastercam自动编程1、Mastercam零件图纸的绘制图2 Mastercam中绘制的零件图2、自动生成FANUC后处理程序(部分)%00000(PROGRAM NAME - T201006)(DATE=DD-MM-YY - 22-11-11 TIME=HH:MM - 22:24)数控工艺员\2010\T201006.MCX-5)数控工艺员\T201006.NC)(MATERIAL - IRON MM - CAST - DUCTILE - AUSTENSITIC - 160BHN) G21(TOOL - 1 OFFSET - 1)(OD ROUGH RIGHT - 80 DEG. INSERT - CNMG 12 04 08)G0 T0101G18G97 S350 M03G0 G54 X52. Z5.X52.262Z2.108G99 G1 X-1.6 F.2G0 Z2.608X52.262Z1.254G1 X-1.6G0 Z1.754X52.262Z.4G1 X-1.6G0 Z.9Z0.G1 X-1.6G0 Z.5X52.Z5.G28 U0. V0. W0. M05T0100M01(TOOL - 2 OFFSET - 2) (CENTER DRILL - 6. DIA.) G0 T0202G18G97 S557 M03G0 G54 X0. Z5.Z2.G1 Z-4. F.32G0 Z5.G28 U0. V0. W0. M05T0200M01(TOOL - 3 OFFSET - 3)(DRILL 20. DIA.)G0 T0303G18G97 S175 M03G0 G54 X0. Z5.Z2.G1 Z-36. F.32G0 Z5.G28 U0. V0. W0. M05T0300M01M01(TOOL - 8 OFFSET - 8)(OD THREAD RIGHT - MEDIUM INSERT - R166.0G-16MM01-150) G0 T0808 G18G97 S640 M03G0 G54 X28. Z5.G76 P010000 QO. RO.G76X21.4 Z-18. P13000 Q5144 R0. E2.X100.Z100.G28 U0. V0. W0. M05M30%项目三加工仿真、斯沃仿真结果仿真加工后的零件见图3所示。
游戏手柄注塑模具的设计、加工分析和型腔模具加工
编号淮安信息职业技术学院毕业论文题目游戏手柄注塑模具的设计、加工分析和型腔模具加工学生姓名学号系部*****系专业数控技术班级指导教师顾问教师二〇一二年六月摘要摘要本文主要介绍了数控技术的发展和UG软件的特点,并应用UG软件完成了游戏手柄外壳注模的三维造型和模具型腔的数控加工等。
由此我们首先对游戏手柄注模模具的结构特征和工艺进行了仔细的分析,然后确定了一套合理的加工方案,加工方案要求简单、合理,操作方便,并能保证零件的加工质量。
通过对游戏手柄注模外壳的加工工艺分析之后,将会选用铣床来进行加工完成,缩短加工时间、提高加工质量,取得较好的效益等。
数控铣床的编程可以使用手动与自动两种方式,由于本论文使用的是UG软件的自动编程,所以我选择的后者。
关键词:游戏手柄注模注模造型设计数控加工 UG自动编程目录目录摘要 (I)目录............................................................ I II 第一章绪论.. (1)1.1数控知识简介 (1)1.2本课题研究的背景 (1)1.3本课题研究的内容 (1)1.4本论文所做的工作 (1)第二章游戏手柄的注塑模具的造型设计 (2)2.1游戏手柄上壳注模模型的分析 (2)2.2游戏手柄外壳注模设计 (2)2.2.1 游戏手柄上壳的模具造型设计 (2)2.2.2游戏手柄下壳的注模造型设计 (7)2.3按键的造型设计 (8)2.3.1左键的造型 (8)2.3.2中键的造型 (10)2.3.3按键A的造型 (11)2.3.4按键B.C.D的造型 (12)2.3.5手柄按键注模分模 (13)第三章游戏手柄型腔模具数控加工工艺分析 (15)3.1游戏手柄上壳下模的外形设计 (15)3.2游戏手柄上壳下模的型腔模具的数控加工工艺分析与设计 (15)3.2.1游戏手柄上壳下模型腔模具的外形分析 (15)3.2.2游戏手柄上壳型腔模具加工零件毛坯的确定 (15)3.2.3确定加工顺序 (15)3.2.4刀具选择 (16)3.2.5主轴切削用量的选用 (17)3.2.6数控铣床的选用 (18)3.2.7夹具的选用 (18)3.2.8加工工艺路线的制定 (19)3.2.9机械加工工艺卡片 (19)第四章模具型腔加工 (22)4.1游戏手柄型腔模具上壳上模加工 (22)4.1.1粗加工 (22)目录4.1.2半精加工 (25)4.1.3精加工 (28)4.1.4仿真加工 (30)4.1.5进行比较 (31)4.2游戏手柄上壳下模型腔模具加工 (32)4.2.1一次粗加工 (32)4.2.2二次粗加工 (35)4.2.3轮廓半精加工 (35)4.2.4平面精加工 (37)4.2.5竖直面精加工 (39)4.2.6圆弧面精加工 (39)4.2.7清根 (39)4.2.8按键部分精加工 (40)4.2.9仿真加工 (40)4.2.10比较 (41)4.2.11按键部分加工说明 (42)4.3游戏手柄下壳上模型腔模具加工 (42)4.4游戏手柄下壳下模型腔模具加工 (43)4.5游戏手柄按键模具加工 (44)第五章总结与展望 (45)5.1本文总结 (45)5.2将来展望 (45)致谢 (46)参考文献 (47)第一章绪论第一章绪论1.1 数控知识简介数控技术是数字控制(NC,Numerical Control)技术的简称,它是一种用数字化的信息(数字、字母和符号)对某一工作过程进行可编程的自动控制技术。
球头手柄件的模拟数控加工的设计
绪论毕业设计是学生毕业前的最后学习阶段,是学习深化与升华的重要过程;是学生学习、研究与实践成果的全面总结;是学生综合素质与工程实践能力培养效果的全面检验;是学生毕业资格认证的重要依据。
在学完了机械制造工艺与装备课程后,对机械加工工艺过程、数控加工工艺和夹具结构进一步了解的练习性的教学环节。
在设计中,应综合运用数控加工刀具和数控工艺,编程, 数控加工进给路线设计的知识来分析与解决工程问题! 并在日趋进步的机械行业,数控已经成为一个必不可少的工具,数控机床也无处不在,它涉及方方面面很多的知识,因此从事这方面工作的人必须了解那些复杂的零件的数控加工工艺,因为它是基础,它在对零件的加工有着举足轻重的作用通过毕业设计,使学生达到以下目的:学会查阅有关资料,初步掌握编制机械加工工艺规程的方法,能较好的编制数控加工工艺;对于一般的加工内容能直接手动编制加工程序;能利用三维软件进行一般零件的造型,并能灵活运用软件自动生成加工程序;掌握设计机床专用夹具的基本原理的方法,能根据加工要求设计出相应的夹具。
提高结构设计能力. 机械加工工艺过程分析所示零件为轴类零件,结构形状复杂,是适合数控车削加工的一种典型零件。
下面就该零件的工艺分析过程进行分析。
图1图2图32.1 零件图样分析1.结构分析该图零件由圆柱面,圆弧面,螺纹表面构成。
2.精度分析零件一:采用φ35×80的毛坯,外圆φ30粗加工后留0.2的余量, 外圆φ16的粗车后留0.25的余量, SR14的圆弧粗加工后留0.2的余量.零件二:采用φ40×100的毛坯,外圆φ38粗加工后留0.3的余量, φ30的内孔粗车后留0.25的余量, φ28的内孔镗后留0.3的余量.4.结构工艺性分析零件一:先夹紧φ35的毛坯面车φ30的圆柱面,再车M20X1.5的圆柱面,切φ17的槽,加工M20X1.5外螺纹,再切断.掉头夹紧铜皮包裹M20X1.5的螺纹端,车SR14的球和φ16圆柱面。
数控加工工艺与编程仿真
数控加工工艺与编程仿真随着科技的不断发展,在制造业中,数控加工成为了一种重要的加工方式。
而数控加工工艺与编程仿真则是数控加工中不可忽视的一环。
本文将对数控加工工艺与编程仿真进行详细介绍。
一、数控加工的意义数控加工即在数控加工机床上通过编制程序,将加工数据翻译成指令,实现对工件自动加工的过程。
数控加工的意义在于它能大大提高工件加工精度和加工质量,并且能大大降低加工难度和人工成本。
相比于人工加工,数控加工能够保证每一次的加工操作都是精准的,从而大大提高了加工的一致性与准确性。
而且,由于数控加工取代了人的手工操作,加工效率也非常高。
因此,数控加工可以帮助制造业企业提高工作效率,降低成本,从而更好地竞争市场。
二、数控加工工艺的几个要素(1) CNC加工机床的选择数控加工需要的CNC 加工机床必须可以满足零件的精度要求和加工工艺的要求。
因此,在选择CNC 加工机床之前需要充分考虑加工工件的尺寸、形状、孔径、精度、数量等因素。
(2) 软件编程软件编程是数控加工的核心。
在软件编程中,通过CAD/CAM 软件对产品的模型和加工路径进行设计和生成。
编程人员在计算机上编写程序,然后将程序上传到CNC 加工机床控制器中,使得零部件可以按照预先设定的加工路径自动进行加工。
(3) 夹具的选择加工过程中需要用到夹具,选择好的夹具可以有效地帮助定位以及固定零件。
因此,夹具的选取也非常关键。
必须根据零件的形状、尺寸等特征,设计和选择合适夹具。
(4) 加工刀具的选择CNC 加工中使用的刀具种类繁多,如立铣刀、球刀、车刀等。
在选择刀具时,必须考虑零件的材质、形状、精度和表面质量等因素。
三、数控编程仿真在数控加工中,编程犯错误非常容易发生。
这些错误可能会导致零件加工失败,并产生极大的浪费。
而编程仿真则可以有效地避免这种风险。
编程仿真是一种基于CAD/CAM 技术的虚拟制造技术,可以在计算机上进行零件的仿真加工过程,验证CNC 加工程序的正确性和返工率。
传统手柄工件在数控机床上加工的计算与编程
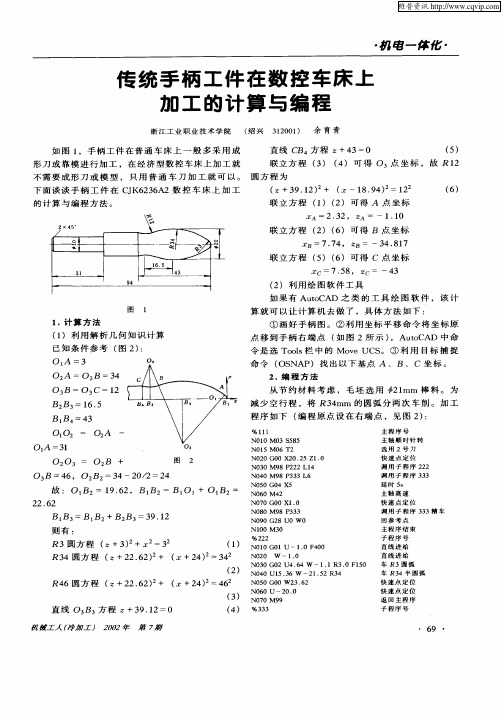
1 计 算 方 法 .
( )利 用 解 析 几 何 知 识 计 算 1 已知条件参考 ( 2 : 图 )
Ul A 3 0 2 = O 2 = 34 A B 0 3 = 0 3C = 1 B 2 B 2 3= 1 5 B 6. B l 4= 43 B Ol 2 = 0 0l A 31 O2 A — — 0z
XC = 7 . 58. Z = 一 43 C
( ) 利 用 绘 图 软 件 工 具 2 如 果 有 Auo A 之 类 的 工 具 绘 图 软 件 , 该 计 tC D
图 1
算 就 可 以 让 计 算 机 去 做 了 ,具 体 方 法 如下 : ① 画 好 手 柄 图 。 ② 利 用 坐 标 平 移 命 令 将 坐 标 原 点 移 到 手 柄右 端 点 ( 图 2所 示 ) 如 ,Auo AD 中命 tC
维普资讯
・
扔 鲁 一
・
传 统 手 柄 工 件 在 数 控 车 床 上 加 工 的 计 算 与 编 程
浙江工业职业技术学 院 ( 绍兴 32 0 ) 余 育 青 10 1
如图 1 ,手 柄 工 件 在 普 通 车 床 上 一 般 多 采 用 成 形 刀 或 靠 模 进 行 加 工 ,在 经 济 型 数 控 车 床 上 加 工 就 下 面 谈 谈 手 柄 工 件 在 C K6 3 A2数 控 车 床 上 加 工 J 26 的计 算 与 编程 方 法 。
02 3 = O
O2 B
+
图
2
快 速 点 定 位 调用 子程 序 2 2 2
调用子 程序 33 3 延时 5 s
数控加工仿真系统操作说明
数控加工仿真系统操作说明数控加工仿真系统是通过计算机仿真技术实现的一种虚拟加工装备,不同于实际生产环境下的数控机床,它可以在没有物料、没有真实加工设备的情况下,模拟真实的数控加工过程。
本文将介绍数控加工仿真系统的操作方式,以及其相关功能。
一、系统启动与登录打开数控加工仿真系统的应用程序后,会弹出系统启动界面。
通过鼠标点击“启动”按钮,即可进入登录界面。
输入正确的用户名和密码,点击“登录”按钮,即可成功登录数控加工仿真系统。
二、用户界面布局登录成功后,用户将进入系统主界面。
主界面分为三个主要部分,包括菜单栏、工具栏和主工作区。
2.工具栏:位于菜单栏的下方,包含了系统的常用工具按钮,如新建、打开、保存、保存为、复制、粘贴、剪切等。
用户可以通过工具栏直接进行相关操作。
3.主工作区:位于主界面的中央部分,是用户进行数控加工仿真操作的主要区域。
用户可以在该区域进行CAD绘图、加工路径规划和仿真等操作。
三、CAD绘图操作1.新建零件模型:用户可以通过菜单栏中的“文件”选项,选择“新建”来创建一个新的零件模型。
在弹出的对话框中输入模型的名称和尺寸参数,确认后,即可创建一个新的零件模型。
3. 导入外部文件:数控加工仿真系统还支持导入外部文件,如AutoCAD文件、SolidWorks文件等。
通过选择菜单栏中的“文件”选项,选择“打开”命令,即可导入外部文件。
四、加工路径规划加工路径规划是数控加工仿真系统的核心功能之一,它通过对零件模型进行分析,自动生成最佳的加工路径。
1.创建刀具路径:用户可以选择菜单栏中的“加工路径规划”选项,选择“创建刀具路径”命令,即可对当前选中的零件模型进行刀具路径规划。
3.优化刀具路径:数控加工仿真系统还提供了优化刀具路径的功能,可以根据加工效率和加工质量要求,自动优化生成刀具路径。
五、加工仿真与调试加工仿真是数控加工仿真系统的另一个重要功能,它通过模拟数控加工过程,帮助用户预先检查加工方案的合理性和可行性,避免因误操作而导致的损失。
数控自动编程及加工过程仿真

在医疗器械制造中,数控自动编程和加工过程仿真可用于制造高精 度、高质量的医疗器械零件,如牙科器械、手术器械等。
电子元件制造
在电子元件制造中,数控自动编程和加工过程仿真可用于制造各种 电子元件,如电路板、连接器等。
05
数控自动编程与加工过程仿 真发展趋势
智能化发展
智能化算法应用
利用人工智能和机器学习技术,实现加工过程的智能优化和控制,提高加工精度和效率。
数控自动编程及加工过程仿 真
目录
• 数控自动编程概述 • 数控自动编程技术 • 加工过程仿真技术 • 数控自动编程与加工过程仿真应
用 • 数
数控自动编程的定义与特点
定义
数控自动编程是指利用计算机辅助软 件,将加工工艺和加工参数转换为数 控机床可识别的代码,实现自动化加 工的过程。
应用领域拓展
从传统的切削加工扩展到铣削、磨削、电火花加工等多种加工方式。
智能化发展
通过与人工智能技术结合,实现加工参数的自适应调整和优化。
04
数控自动编程与加工过程仿 真应用
航空航天领域应用
飞机零部件制造
数控自动编程和加工过程仿真在航空航天领域主要用于飞机零部件的制造,如机翼、机 身和发动机部件等。
特点
自动化程度高、加工精度高、加工效 率高、可实现复杂零件的加工。
数控自动编程的重要性
01
提高加工效率和精 度
数控自动编程能够大大提高加工 效率和加工精度,减少人为误差 和操作时间。
02
降低成本
数控自动编程能够降低人力成本 和材料成本,减少加工过程中的 浪费。
03
促进制造业转型升 级
数控自动编程是制造业转型升级 的重要手段,能够提升企业的核 心竞争力。
基于PowerMILL 10.0游戏机手柄前模的数控加工

的专业数控加工 编程软件 。它能针对复杂形状零件 , 如 模具等 的加 工提 出丰 富的刀具路径加工策略 。 具有刀路 算法先进智 能 、 计算速度快 、 刀路安全可靠等优点。
1 P o we r MI L L 1 0 . 0曲面 )  ̄ u - r 特 性
基于 P o w e r M I L L 1 0 . 0 游戏机手柄前模的数控加工
林 斌
5 1 5 0 0 0 ) ( 广 东省粤 东高级技 工学校 , 广 东汕头
摘
要: 针对复杂曲面零件形状不规 则、 不易加工等问题 , 以曲面加工 中非常典型的游戏机手柄前模零件加 工为例 , 以P o we r Ml L L 1 0 . 0 D OI : 1 0 . 1 6 6 2 1  ̄ . c n k i . i s s n l O 0 1 — 0 5 9 9 . 2 0 1 7 . 0 4 . 3 9
快进给率 , 一 次 切 削 能 达 到 尺 寸要 求 。 2 游 戏机 手 柄 前 模 的数 控 加 工
图 1 游戏机手柄前模
钢, 预硬至 HB 2 9 0 — 3 3 0 , 毛坯尺寸为 1 9 5 mm ̄ 1 6 5 mm x 6 7 m m。 加工时使用 Y T 1 5的硬质合金刀具。 2 . 2 加工难点与加工策略
系统为加工平台, 分析零件特点 , 针 对加工难点给 出策略 , 规划加工工艺, 得到 良好的加工效果。 关键词 : P o w e r MI L L 1 0 . 0 ; 数控 加工 ; 数控编程
中图分类号 : T H1 6 4
0 前 言
文献标识码 : B 表 1 P o w e r MI L L粗 加 工 和 精 加 工 功 能选 项
游戏机手柄模具的数控加工

游戏机手柄模具的数控加工
赵军;艾兴;TanCherHwee
【期刊名称】《电加工与模具》
【年(卷),期】2003(000)003
【摘要】介绍了采用Pro/E软件编制游戏机手柄数控加工程序的过程,分析了模具的加工工艺,尤其是自由曲面的高速精加工策略,并探讨了Pro/E软件提供的各种制造几何形状在数控加工编程中的应用.
【总页数】3页(P57-59)
【作者】赵军;艾兴;TanCherHwee
【作者单位】山东大学机械工程学院,山东济南,250061;山东大学机械工程学院,山东济南,250061;新加坡理工学院机械与制造工程系,新加坡
【正文语种】中文
【中图分类】TG76
【相关文献】
1.基于PowerMILL 10.0游戏机手柄前模的数控加工 [J], 林斌
2.基于MoldFlow的游戏机手柄上壳注射工艺及模具设计 [J], 胡邓平;姜炳春;张维合;唐联耀;张静秋
3.游戏机手柄上盖的数控加工编程与仿真 [J], 徐其航;林若波;龚占杰;林德雄
4.打造移动游戏机——手机手柄导购 [J], ALONG
5.游戏机手柄热流道立式注塑4层叠层注塑模设计 [J], 郑子军; 肖国华; 沈忠良; 杨少增
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
有着 强大 的 实体建 模 、 曲面建模 、 虚拟装 配 、 工程 绘 图和 制造 加工 等 功能 。 c I MC 0E d i t 是 一 套 可 以 对 数 控 程 序 进 行 数 据 编 辑、 数 据处 理 、 文 件 比较 与三维 刀 具 轨迹 模 拟 、 D NC传 输 的应用 软 件 。该 软件 以其 强大 的功 能 、 低 廉 的价 格 而风 靡 欧美 。利 用 C I MC OE d i t 软 件 的数 据 处 理 功 能 可 以方便 地实 现 对各 轴 数 据 的运 算 , 迅 速 完 成 程 序 平 移、 旋转 、 镜像 以及 主轴 转 速 、 切 削进 给 的动 态 调 整 等 数 控 程序 。其 具 有加 工 范 围显 示 功 能 , 可 自动 计 算 出 程 序 最大 值与 最小 值 的范 围 , 有效 地避 免机 床超 程 、 转 速 进 给超 限 等 。 2 游戏 机手 柄上 盖建 模 游戏 机手 柄 上盖 是 一 个 比较 复 杂 的 零 件 , 在 设 计 过 程 中需 要大 量 的 曲面 造 型 , 而 UG 软 件 具 有 强 大 的 曲面 造型 能力 , 因此我 们 利 用 UG 软 件 的实 体 建模 模 块 进 行游 戏机 手 柄上盖 的设 汁 。对 产 品零 件进 行结 构 和工艺分 析 , 得 到该 零件 的设计效果 图 ] , 如 图 1所示 。 3 游戏 机手 柄上 盖 的数 控加 工
第 4期 ( 总第 1 8 5 期) 2 0 1 4年 O 8月
机 械 工 程 与 自 动 化
M ECHANI CAL ENGI NEE RI NG & AUTOMAT1 0N
NO . 4
Au g.
文章编 号 : 1 6 7 2 — 6 4 1 3 ( 2 0 1பைடு நூலகம்4 ) 0 4 - 0 1 8 3 — 0 2
加工 过程 提 供 了数 字化 造 型 和验 证 手 段 , 它是 当今 世 界上 广 泛应 用 的计算 机 辅 助设 计 、 制 造 和分 析 软 件 之
利用 C AD技术生 成 的产 品三 维 造 型包 含 了数控 编 程 所需要 的 完 整 的产 品表 面 几 何 信 息 , C AM 软 件 可 针对 这 些 信 息 进 行 数 控 加 工 刀 位 的 自动 计 算 。因 此, 绝 大多数 的数控 编 程 软件 同时 具备 C AD 功 能 , 是 C AD/ C AM 集 成 化 软 件 , 本 文 采 用 的 UG 软 件 也 是 C AD/ C AM/ C AE集成 化软 件 ] 。
3 . 2 UGCAM 加 工 的 流 程
UGC AM 数 控 编 程 是 利 用 UG 加 工 模 块 进 行 数 控 自动编程 , 一 般 NC编 程 的基 本 过 程 及 内容 如 图 2
所示。
3 . 3 UGCAM 的 数 控 编 程
利 用 UG 加工模 块 , 对 游 戏 机 手 柄 上盖 进 行 数 控 编程 , 包括上 表 面和 下表 面加工 编程 , 数 控编程 结果 如
1 UG 和 CI M CoEd i t
随着 C A D/ C AM 技 术 、 数控加工编程 、 快 速 成 型 技术 等先 进制 造 技术 的不 断发 展 , 产 品零 件 的开 发 与
制造 发生 着 巨大 的变 化 , 传 统 的设 计 方 法 及 数 控 机 床 的手 动 编程加 工 方式 越来 越 不能适 应 现代 化生 产和 集 成化 技术 的需 要 l _ 1 ] 。 UG 是 美 国麦 道 公 司 出 品 的一 个 集 C AD / c AM/ c AE为一体 的三维设 计 软件 , 它 为 用 户 的产 品设 计 及
一
,
图 1 游 戏 机 手 柄 上 盖
、
3 . 1 加 工 工 艺 方 案 的 确 定
数 控加 工 编程 分为 上 表 面 和 下 表 面两 部 分 , 加 工 工 艺 过程 的设计 主要 包括 : 毛坯 件 的选择 ; 加工 区域 的 确定 ; 工艺路 线 的制定 ; 加 工刀 具 的选 择 . 力 Ⅱ 工方 式 、 走 刀 路线 和切 削用 量 的确定 ; 加工 模拟 , 在加 工模 拟 中不 存 在 干 涉现 象 , 才 能生 产 NC加工 代 码 。传 输 NC加 工程 序 至 机 床 , 然 后选 择 夹 具, 确 定 坐 标 系 进 行 加 工 ] 。拟定 的加 工工 艺方 案见 表 1 。
阳 4 7 3 0 0 6 ;3 ’ . 巨 轮股 份 有 限 公 司 ,广 东 揭 东 5 1 5 5 O O )
摘 要 :使 用 UG 软 件 中 的 实体 建 模 模 块 对 游 戏 机 手 柄 上 盖 进 行 三维 实体 建 模 ,运 用 UG 的制 造 加 工 模 块 进 行 数 控 编 程 , 利 用 软 件 系 统 的后 处 理 功 能 生 成 上 盖 的表 面 数 控 加 工 的 N C代码 ,最后利用 c I MC OE d i t 软 件 进 行 程 序 编 辑 、刀 位 轨 迹 三 维模 拟 、DN C传 输 。该 方 法 提 高 了零 件 设 计 、制 造 的速 度 , 降低 了加 工 风 险 。 关 键 词 :游 戏 机 手柄 上 盖 ; 数 控编 程 ;仿 真 中 图 分 类 号 :T P 3 9 1 . 7: T P 3 9 1 . 9 文 献 标 识 码 :B
游 戏 机 手 柄 上 盖 的数 控 加 工编 程 与仿 真
徐 其 航 ,林 若 波 ,龚 占杰 ,林德 雄 。
( 1 . 揭 阳 职 业 技 术 学 院 机 电工 程 系 ,广 东 揭 阳 5 2 2 0 5 1 ;2 . 南 阳 二机 石 油 装 备 集 团 有 限 公 司 , 河 南 南