颗粒分装生产记录
批生产记录、批包装记录管理规程
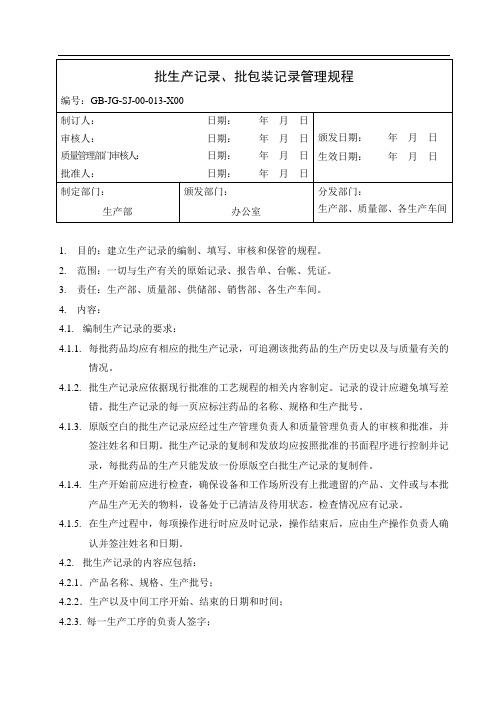
1.目的:建立生产记录的编制、填写、审核和保管的规程。
2.范围:一切与生产有关的原始记录、报告单、台帐、凭证。
3.责任:生产部、质量部、供储部、销售部、各生产车间。
4.内容:4.1.编制生产记录的要求:4.1.1.每批药品均应有相应的批生产记录,可追溯该批药品的生产历史以及与质量有关的情况。
4.1.2.批生产记录应依据现行批准的工艺规程的相关内容制定。
记录的设计应避免填写差错。
批生产记录的每一页应标注药品的名称、规格和生产批号。
4.1.3.原版空白的批生产记录应经过生产管理负责人和质量管理负责人的审核和批准,并签注姓名和日期。
批生产记录的复制和发放均应按照批准的书面程序进行控制并记录,每批药品的生产只能发放一份原版空白批生产记录的复制件。
4.1.4.生产开始前应进行检查,确保设备和工作场所没有上批遗留的产品、文件或与本批产品生产无关的物料,设备处于已清洁及待用状态。
检查情况应有记录。
4.1.5.在生产过程中,每项操作进行时应及时记录,操作结束后,应由生产操作负责人确认并签注姓名和日期。
4.2.批生产记录的内容应包括:4.2.1.产品名称、规格、生产批号;4.2.2.生产以及中间工序开始、结束的日期和时间;4.2.3. 每一生产工序的负责人签字;4.2.4.生产步骤操作人员的签名,必要时,还应有操作(如称量)复核人员的签名;4.2.5.每一原辅料的批号以及实际称量的数量(包括投入的,回收或返工处理产品的批号及数量)4.2.6.所有相关生产操作或活动、工艺参数及控制范围,以及所用主要生产设备的编号;4.2.7.中间控制和所得的结果的记录以及操作人员的签名;4.2.8.不同生产工序的产量及必要的物料平衡计算;4.2.9特殊问题的记录,包括对偏离生产工艺规程的偏差情况的详细说明或调查报告,并经签字批准。
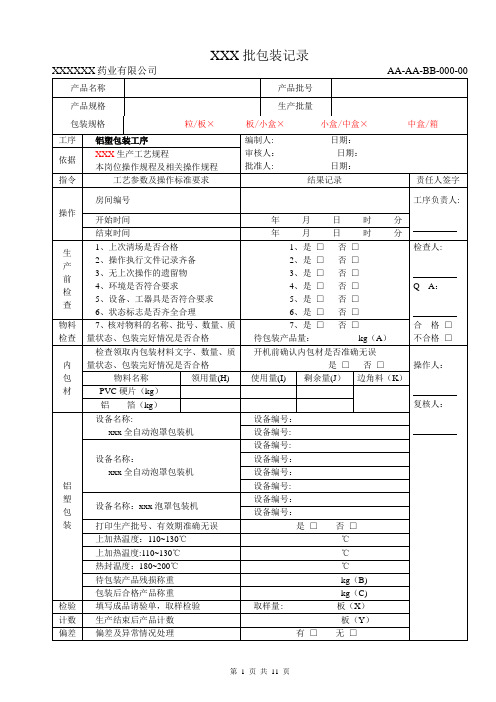
4.3.编制批包装记录的要求:4.3.1.每批产品或每批产品中部分产品的包装,都应有相应的批包装记录,可追溯该批药品的包装操作以及与质量有关的情况。
004颗粒分装岗位标准操作规程

天天乐药业GMP文件目的:建立颗粒分装岗位的标准操作规程。
范围:本规程适用于颗粒剂车间颗粒分装岗位。
职责:操作人员、工艺员、QA现场监控员。
内容:1 生产前准备1.1操作人员必须对管理文件、工艺卫生、设备状况等进行检查,并使之符合生产要求。
检查内容如下:1.1.1检查所生产品种的主配单、岗位SOP、设备操作规程等生产管理文件和空白生产记录必须齐全。
1.1.2房间温度、湿度是否符合规定要求。
检查操作间清洁卫生,必须符合清场要求并有清场合格证(在有效期内)。
1.1.3对所使用的设备进行严格检查,须悬挂“已清洁”状态牌。
1.1.4对所需计量器具进行检查,必须有检定合格证且在有效期内。
1.1.5检查工具、容器必须清洁。
1.1.6对设备、工具、容器直接接触药品部位进行消毒。
1.2操作人员根据车间工艺员签发的装量通知单按《车间领料、回料、使用标准操作规程》(PM-SOP(TY)-005-01从中间站领取颗粒,并按品种规格领取内包材。
复核待分装颗粒、内包装材料的品名、批号、规格、数量与包装指令是否一致,有否合格报告单。
1.3经QA现场监控员检查上述项目合格,方可开始生产。
生产房间上注明所生产品名批号等信息标志。
2操作过程及注意事项:2.1操作流程图2.2设备装配2.2.1检查模具(含字模、装量模具)的规格,应与批包装指令的要求一致并完好。
2.2.2按自动颗粒分装机标准操作规程的规定装配好颗粒分装机各部件,连接好供电管线后,进行设备空载运行1~2分钟,确认设备正常。
2.3分装2.3.1 按要求将内包装材料安装到位后,按批包装指令的要求设定封合温度、分装速度,开机运行数转,观察包装袋的封切质量,应切口平整、边缘平齐、封口平整及牢固,批号印字清晰无误。
2.3.2用洁净专用的勺子将颗粒加到料斗中。
按批包装指令的要求,调整分装装量。
2.3.2.1试运行1~2分钟,随机连续取6袋,于天平上分别称取各袋净重,各袋净重均应在合格范围内,否则应调整至合格。
中药制剂固体制剂车间批包装记录模版【范本模板】
件数:件
移交人:
接收人:
清
场
1、清除生产中产生的废弃物
2、清洁生产所用设备
3、清洁称量衡器、容器具
4、清洁生产区域
5、收集整理生产文件
6、贴挂状态标志,并经QA确认
1、是□否□
2、是□否□
3、是□否□
4、是□否□
5、是□否□
6、是□否□
清场人:
QA:
合格□
不合格□
开始时间
日时分
结束时间
日时分
留样量
残损量
剩余量
说明书(张)
小 盒(个)
大 箱(个)
枕包膜(kg)
BOPP包装膜(kg)
标
签
物
料
平
衡
物料平衡=(使用量+残损量+剩余量+批记录留样量)/领用量×100%要求限度:100%
说明书物料平衡= ×100% =%
限度:100%合 格 □ 不合格 □
小盒物料平衡= ×100% = %
限度:100%合 格 □ 不合格 □
小盒物料平衡= ×100% = %
限度:100%合 格 □ 不合格 □
中盒物料平衡= ×100% =%
限度:100%合 格 □ 不合格 □
成
品
收
率
取样、留样总量:板(袋)(A)
成品板(袋)数:板(袋)(B)
领用板(袋)数:板(袋)(C)
A+B
收率= ×100%= × 100%=%
C
收率≥99。5%合 格 □ 不合格 □
工序负责人:
开始时间
年月日时分
结束时间
年月日时分
生
产
前
检
查
固体制剂生产记录表单大全

PA-04-009-00PF-04-029-00整粒生产记录在产物品标签在产物品标签PF-04-022-00一般生产区清场记录年月试产品销毁记录试产品销毁记录试产品销毁记录TF-00-007-00片剂工艺查证记录PF-04-025-00批物料平衡表PF-03-01-00批生产计划指令单批包装记录附件1、印有批号的标签样张;2、印有批号的小盒、中盒样张;3、使用说明书样张;4、产品合格证样张。
粘贴处:批包装记录附件5、印有批号的标签样张;6、印有批号的小盒、中盒样张;7、使用说明书样张;8、产品合格证样张。
粘贴处:批包装记录附件9、印有批号的标签样张;10、印有批号的小盒、中盒样张;11、使用说明书样张;12、产品合格证样张。
粘贴处:PF-04-028-00 模具筛网使用记录表颗粒剂工艺查证记录日期:年月胶囊剂工艺查证记录工艺指令(一)日期:工艺指令(二)日期:工艺指令(三)日期:PA-04-008-00 工衣清洁记录PF-04-009-00 高效包衣生产记录PA-04-010-00 车间包装材料退库记录咖啡店创业计划书第一部分:背景在中国,人们越来越爱喝咖啡。
随之而来的咖啡文化充满生活的每个时刻。
无论在家里、还是在办公室或各种社交场合,人们都在品着咖啡。
咖啡逐渐与时尚、现代生活联系在一齐。
遍布各地的咖啡屋成为人们交谈、听音乐、休息的好地方,咖啡丰富着我们的生活,也缩短了你我之间的距离,咖啡逐渐发展为一种文化。
随着咖啡这一有着悠久历史饮品的广为人知,咖啡正在被越来越多的中国人所理解。
第二部分:项目介绍第三部分:创业优势目前大学校园的这片市场还是空白,竞争压力小。
而且前期投资也不是很高,此刻国家鼓励大学生毕业后自主创业,有一系列的优惠政策以及贷款支持。
再者大学生往往对未来充满期望,他们有着年轻的血液、蓬勃的朝气,以及初生牛犊不怕虎的精神,而这些都是一个创业者就应具备的素质。
大学生在学校里学到了很多理论性的东西,有着较高层次的技术优势,现代大学生有创新精神,有对传统观念和传统行业挑战的信心和欲望,而这种创新精神也往往造就了大学生创业的动力源泉,成为成功创业的精神基础。
感冒清热颗粒批生产指令及记录

生产车间:制剂车间1. 工艺操作:执行感冒清热颗粒工艺规程SOP-SC-4003-02。
2. 限额物料:按批领用量领取本批所需物料。
指令下达人:批准人:日期:年月日6. 干燥:将湿颗粒放入沸腾制粒机中烘干,操作执行《制粒岗位标准操作规程》SOP–SC-1002-02。
7. 完工清场:开始时间:结束时间:感冒清热颗粒制剂批生产记录二、感冒清热颗粒混合工序批生产记录1. 工前准备2. 整粒:用快速整粒机整粒,操作执行《制粒岗位标准操作规程》SOP–SC-1002-02。
3. 总混:用三维运动混合机混匀,操作执行《制粒岗位标准操作规程》SOP–SC-1002-02。
注:半成品检验报告单附后4. 完工清场:开始时间:结束时间:感冒清热颗粒批包装指令1. 工艺操作执行感冒清热颗粒工艺规程SOP-SC-4003-02。
2. 工作标准指令下达人:批准人:日期:年月日感冒清热颗粒制剂批包装记录颗粒分装装量抽检称量记录产品名称:批号:设备名称:全自动颗粒包装机设备编号:SC0710190 每15分钟抽检一次感冒清热颗粒制剂批包装记录二、感冒清热颗粒外包装工序批包装记录1. 工前准备2. 包装材料领取及喷码记录2.1根据批包装指令,领取相应的包装材料。
2.2在小盒及外箱上喷上批号、有效期至,操作执行《外包装岗位标准操作规程》SOP–SC-1008-02。
3. 装小盒:将数好的药品﹑说明书装入小盒中,执行《外包装岗位标准操作规程》。
4. 装箱:按规定将小盒、合格证装入纸箱,执行《外包装岗位标准操作规程》。
5. 打包:按规定,将包装完毕纸箱打包,执行《外包装岗位标准操作规程》。
工序负责人:日期:年月日6.销毁:本批报废销毁包装材料,操作执行《标签及类标签物管理规程》SMP-WL-1016-02。
成品记录表感冒清热颗粒批包装指令1. 工艺操作执行感冒清热颗粒工艺规程SOP-SC-4003-02。
2. 工作标准指令下达人:批准人:日期:年月日感冒清热颗粒制剂批包装记录颗粒分装装量抽检称量记录产品名称:批号:设备名称:全自动颗粒包装机设备编号:SC0710190 每15分钟抽检一次感冒清热颗粒制剂批包装记录二、感冒清热颗粒外包装工序批包装记录1. 工前准备2. 包装材料领取及喷码记录2.1根据批包装指令,领取相应的包装材料。
026-00片剂、颗粒剂、胶囊剂内包装岗位SOP

片剂、颗粒剂、胶囊剂内包装岗位SOP1目的明确片剂、颗粒剂、胶囊剂内包装岗位的标准操作程序和要求,规范生产操作。
2范围本标准适用于片剂、颗粒剂、胶囊剂内包装岗位标准操作。
3责任人操作人员、车间主任、QA。
4内容4.1生产前的检查和准备4.1.1操作人员按《人员进出生产区S0P)>进入。
4.12操作者检查片剂、颗粒剂、胶囊剂内包装岗位操作间应有现场QA发放的上品种、上批次、上规格的“清场合格证”副本。
并按《清场管理规程》中清场要求和标准确认清场符合要求。
4.1.3与本品种、木批次生产无关的物料、物品、文件、工用具不得出现在操作间。
4.1.4与本品种、本批次生产相关的物品、工用具、容器、辅助用具应按本操作间定置管理图中要求摆放,并不得有多余量出现。
4.15生产操作空白记录、生产状态卡、记录用笔等应齐全悬挂在操作间规定处。
4.16检查合格后由现场QA在片剂、颗粒剂、胶囊剂内包装岗位生产记录中“生产前检查栏”内签名,方可开始生产。
4.2操作过程4.2 .1领料操作人凭产品检验报告书从中间站领取本批产品的合格片子、颗粒或胶囊粒,凭《批包装指令》开具《领料单》,经车间主任、QA审核后到库房领取包装材料,领料时应注意核对品名、批号数量等应无误。
4.3 .2内包装4.2.3.1片剂、胶囊剂的内包装赋码批号打印及二维码的赋码:按《批号打印及二维码申请、赋码及扫码操作SOP》在包装材料指定位置打印批号、生产日期、有效期至、二维码等内容。
要求字迹清晰、无误打、漏打,所赋的二维码识别率不得低于98%。
瓶装片剂、胶囊剂贴签:将已打印好批号和二维码的瓶贴逐一贴于塑料瓶上,要求上下适中,左右端正,无卷边、翘角。
包装:取各品种相应规格的洁净的数片器或数粒板,按《数片器及数粒板使用及维护保养SOP》进行操作,将取得的片剂、胶囊剂按《批包装指令》规定的包装规格和包装形式进行逐级包装,并进行二维码的逐级关联。
封口瓶装片剂、胶囊剂:将内盖、外盖先后放于塑料瓶口上,然后旋紧外盖,并用封口机将其进行密封。
片剂、胶囊、颗粒剂生产记录

片剂制剂批生产指令制定人:制定日期:审核人:审核日期:批准人:批准日期:颁发部门:生效日期:分发部门:生产部、质控部、物控部、生产车间品名批号批量规格完成时间月日时至月日时生产地点固体制剂车间环境要求30万级洁净区物料设备名称代码名称单位数量□槽型混合机□摇摆制粒机□热风循环干燥箱□V型混合机□ZP-33冲压片机质量要求工时定额相关文件编号文件名()工艺规程片剂剂制剂批生产记录生产过程执行情况车间主任:年月日质量情况QA:年月日()颗粒剂制剂批生产指令制定人:制定日期:审核人:审核日期:批准人:批准日期:颁发部门:生效日期:分发部门:生产部、质控部、物控部、生产车间品名批号批量规格完成时间月日时至月日时生产地点固体制剂车间环境要求30万级洁净区物料设备名称代码名称单位数量□槽型混合机□摇摆制粒机□热风循环干燥箱□V型混合机□SB-80颗粒包装机质量要求工时定额相关文件编号文件名()工艺规程()颗粒剂制剂批生产记录生产过程执行情况车间主任:年月日质量情况QA:年月日()胶囊剂制剂批生产指令制定人:制定日期:审核人:审核日期:批准人:批准日期:颁发部门:生效日期:分发部门:生产部、质控部、物控部、生产车间品名批号批量规格完成时间月日时至月日时生产地点固体制剂车间环境要求30万级洁净区物料设备名称代码名称单位数量□槽型混合机□摇摆制粒机□热风循环干燥箱□V型混合机□VH-800型胶囊填充机□JMJ-Ⅱ胶囊抛光机□铝塑泡罩包装机质量要求工时定额相关文件编号文件名()工艺规程()胶囊剂制剂批生产记录生产过程执行情况车间主任:年月日质量情况QA:年月日SC-GJ-01302片剂批生产记录目录目录一.批生产指令 (1)二.物料流转表 (2)三.批生产记录目录 (3)四.批生产记录汇总表·································4五.称量岗位记录 (5)六.称量岗位清场记录 (6)七.混合岗位记录 (7)八.混合岗位清场记录 (8)九.制粒岗位记录 (9)十.制粒岗位清场记录 (10)十一.总混合岗位记录 (11)十二.总混合岗位清场记录 (12)十三.压片岗位记录 (13)十四.压片岗位清场记录 (14)十五.片剂分装岗位记录 (15)十六.片剂分装岗位清场记录 (16)十七.批包装生产记录 (17)批生产记录汇总表工艺员: 车间主任: 生产部:产品名称 产品批号制剂规格生产日期生产批量生 产 过 程称量原辅料名称批号 数量 混合总投料量 kg kg 合格颗粒量 kgkg 得率 % kg 物料平衡 % kg 压片 总投料量 kg kg 片子总重量 kg kg 得率 %kg 物料平衡 % 制粒 干燥总投料量kg 片 剂 分 装 投料量 万片 干颗粒重量 kg 半成品 万片 得率 % 得率 % 物料平衡%物料平衡%制剂总得率 偏差分析生产记录审核标准审核结果填写及时,自己清楚,内容真实、数据完整,并有操作人及复合人签名批生产记录整洁,无任意撕毁和任意涂改现象;更改时在更改处签名,并使原数据仍可辨认。
004颗粒分装岗位标准操作规程
天天乐药业GMP文件目的:建立颗粒分装岗位的标准操作规程。
范围:本规程适用于颗粒剂车间颗粒分装岗位。
职责:操作人员、工艺员、QA现场监控员。
内容:1 生产前准备1.1操作人员必须对管理文件、工艺卫生、设备状况等进行检查,并使之符合生产要求。
检查内容如下:1.1.1检查所生产品种的主配单、岗位SOP、设备操作规程等生产管理文件和空白生产记录必须齐全。
1.1.2房间温度、湿度是否符合规定要求。
检查操作间清洁卫生,必须符合清场要求并有清场合格证(在有效期内)。
1.1.3对所使用的设备进行严格检查,须悬挂“已清洁”状态牌。
1.1.4对所需计量器具进行检查,必须有检定合格证且在有效期内。
1.1.5检查工具、容器必须清洁。
1.1.6对设备、工具、容器直接接触药品部位进行消毒。
1.2操作人员根据车间工艺员签发的装量通知单按《车间领料、回料、使用标准操作规程》(PM-SOP(TY)-005-01从中间站领取颗粒,并按品种规格领取内包材。
复核待分装颗粒、内包装材料的品名、批号、规格、数量与包装指令是否一致,有否合格报告单。
1.3经QA现场监控员检查上述项目合格,方可开始生产。
生产房间上注明所生产品名批号等信息标志。
2操作过程及注意事项:2.1操作流程图2.2设备装配2.2.1检查模具(含字模、装量模具)的规格,应与批包装指令的要求一致并完好。
2.2.2按自动颗粒分装机标准操作规程的规定装配好颗粒分装机各部件,连接好供电管线后,进行设备空载运行1~2分钟,确认设备正常。
2.3分装2.3.1 按要求将内包装材料安装到位后,按批包装指令的要求设定封合温度、分装速度,开机运行数转,观察包装袋的封切质量,应切口平整、边缘平齐、封口平整及牢固,批号印字清晰无误。
2.3.2用洁净专用的勺子将颗粒加到料斗中。
按批包装指令的要求,调整分装装量。
2.3.2.1试运行1~2分钟,随机连续取6袋,于天平上分别称取各袋净重,各袋净重均应在合格范围内,否则应调整至合格。
颗粒剂内分装岗位标准操作规程
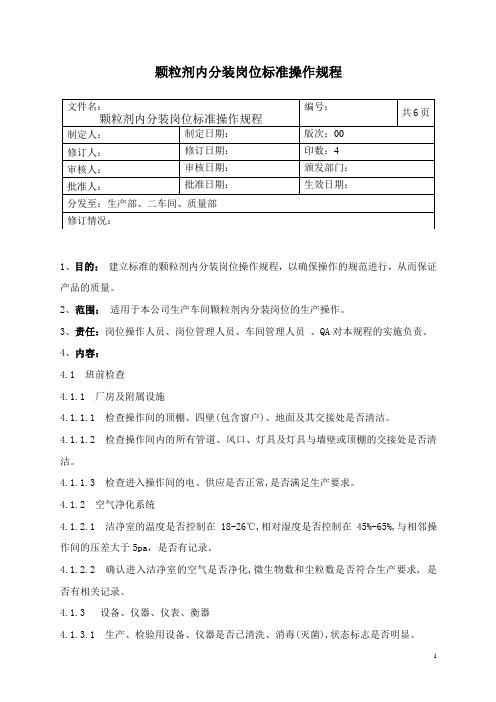
颗粒剂内分装岗位标准操作规程1、目的:建立标准的颗粒剂内分装岗位操作规程,以确保操作的规范进行,从而保证产品的质量。
2、范围:适用于本公司生产车间颗粒剂内分装岗位的生产操作。
3、责任:岗位操作人员、岗位管理人员、车间管理人员、QA对本规程的实施负责。
4、内容:4.1 班前检查4.1.1 厂房及附属设施4.1.1.1 检查操作间的顶棚、四壁(包含窗户)、地面及其交接处是否清洁。
4.1.1.2 检查操作间内的所有管道、风口、灯具及灯具与墙壁或顶棚的交接处是否清洁。
4.1.1.3 检查进入操作间的电、供应是否正常,是否满足生产要求。
4.1.2 空气净化系统4.1.2.1 洁净室的温度是否控制在18-26℃,相对湿度是否控制在45%-65%,与相邻操作间的压差大于5pa,是否有记录。
4.1.2.2 确认进入洁净室的空气是否净化,微生物数和尘粒数是否符合生产要求, 是否有相关记录。
4.1.3 设备、仪器、仪表、衡器4.1.3.1 生产、检验用设备、仪器是否已清洗、消毒(灭菌),状态标志是否明显。
4.1.3.2 生产用仪器、仪表其适用范围和精密度是否符合生产要求,是否有状态标志,是否定置放置, 性能是否良好,并符合生产要求,处于待生产状态。
4.1.4 物料4.1.4.1 生产过程所需内分装的中间产品,是否有合格证或明显的标签标示可用。
4.1.5 文件4.1.5.1 生产用现行标准文件(颗粒剂内分装岗位标准操作规程)是否齐全。
4.1.5.2 上次记录或凭证是否填写完整;本次生产用记录和凭证是否准备齐全。
4.1.5.3 有质量部QA核发的清场合格证,说明生产环境及室内的物品均符合生产要求。
4.2 生产前准备工作4.2.1 岗位操作人员到达现场后,应先检查上一班次的清场情况,是否有清场合格证,并检查是否在有效期内,如超过有效期,则按本岗位“清场岗位操作规程”,进行清场。
4.2.2 操作工(至少2人),要详细阅读产品生产指令和产品生产记录的有关指令。
批生产记录
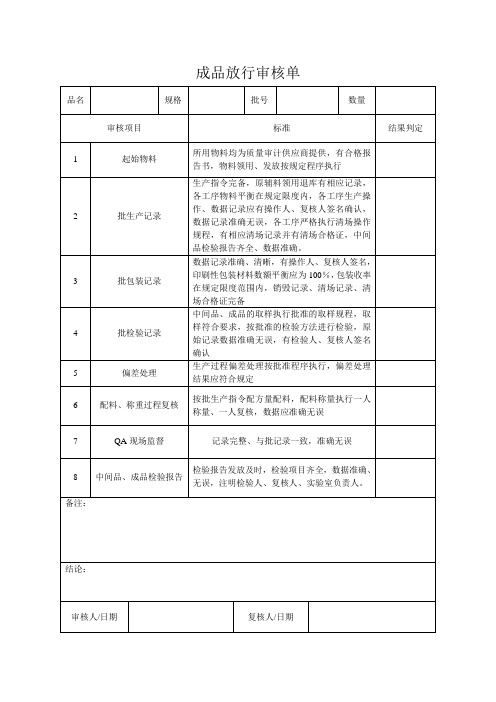
成品放行审核单
成品批评价报告
颗粒分装指令
片剂压片指令
胶囊填充指令
清场合格证
审核人及日期:
清场工作记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂批生产记录
片剂外包装岗位批生产记录
成品检验报告书
微生物限度检验报告书
片剂批生产记录
片剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
颗粒剂批生产记录
贵细、精、毒监督投料记录
片剂批生产记录。
粉剂、预混剂、散剂批生产记录-02

粉剂/散剂/预混剂生产记录目录干燥岗位生产操作记录文件编码:R-PM-104-02注:符合的在“□”打“√”。
复核人: QA:清洁清场操作及检查记录文件编码:R-HM-012-02粉筛岗位生产记录文件编码:R-PM-105-02 温度:℃相对湿度: %注:符合的在“□”打“√”。
复核人: QA:粉筛岗位生产记录文件编码:R-PM-105-02 温度:℃相对湿度: %注:符合的在“□”打“√”。
复核人: QA:清洁清场操作及检查记录文件编码:R-HM-012-02称量配料记录文件编码:R-PM-106-02 温度:℃相对湿度: %注:符合的“□”内打“√”复核人: QA:清洁清场操作及检查记录文件编码:R-HM-012-02混合岗位生产记录文件编码:R-PM-107-02 温度:℃相对湿度: %注:符合的在“□”打“√” 复核人: QA:清洁清场操作及检查记录文件编码:R-HM-012-02打码岗位生产记录文件编码:R-PM-110-026打印批号、有效期和生产日期二维码信息7.印有批号的包装材料放于规定地方,做好标志名称理论产量实际产量损耗数剩余数有无偏差□有□无限度为100% 实际为符合限度□ 不符合限度□打码机运行情况正常□ 异常□ 异常情况下对质量的影响及处理措施:操作人:复核人:备注QA:分装岗位生产记录文件编码:R-PM-108-02 温度:℃相对湿度:%产品名称规格批号待分装量理论产量生产日期操作前现场检查情况执行的标准文件物料现场检查确认设备、岗位SOP文件□中间产品品名、批号核对□清洁、清场合格标志□检查人清洁、清场SOP文件□数量核对□设备试运行良好□各种记录表格□合格报告单□计量、器具符合要求□QA其他有关文件□包装完好□其它□操作记录工艺条件理论装量平均装量≥装量范围分装起止时间~装量自查记录(每20分钟一次,每次5袋)包次时间装量1 2 3 4 5 平均装量密封性检查人复核人□□□□□内包材料领用记录包材名称领用数上批余量使用数损耗数剩余数物料平衡领用人复核人物料领料量分装包数分装总量总平均装量本批剩余量损耗量其它注:符合的在“□”打“√”。
颗粒剂制备的实验报告(共4篇)

颗粒剂制备的实验报告(共4篇)一、概述颗粒剂可分为:可溶性颗粒剂、混悬性颗粒剂、泡腾性颗粒剂。
颗粒剂与散剂相比具有以下特点:①飞散性、附着性、团聚性、吸湿性等均较少;②多种成分混合后用黏合剂制成颗粒,可防止成分的离析;③贮存、运输方便。
④必要时对颗粒进行包衣,根据包衣材料的性质可使颗粒具有防潮性、缓释性或肠溶性。
二、颗粒剂的制备混合前操作与散剂完全相同,制粒是颗粒剂的标志性单元操作。
目前主要用湿法制粒。
制备颗粒的具体操作步骤如下:1.制软材:颗粒剂中常用的辅料有稀释剂、黏合剂,有时加入崩解剂。
常用稀释剂有:淀粉、蔗糖、乳糖、糊精等。
常用黏合剂有:淀粉浆、纤维素衍生物等。
2.制粒:通常采用传统的挤出制粒法制备湿颗粒。
3.干燥:制得的湿颗粒应立即干燥,防止结块或受压变形。
常用的干燥方法有厢式干燥法、流化床干燥法等。
4.整粒与分级:将干燥后的颗粒通过筛分法进行整粒和分级,一方面使结块、粘连的颗粒散开,另一方面获得均匀颗粒。
5.质量检测与分剂量:将制得的颗粒进行含量检查与粒度测定等,按剂量装入适宜袋中。
三、颗粒剂的质量检查颗粒剂的质量检查,除主药含量、外观外,还规定了粒度、干燥失重、水分、溶化性以及重量差异等检查项目。
1.粒度:不能通过一号筛与能通过五号筛的颗粒总和不得超过供试量的15%。
2.水分:按照水分测定法测定,除另有规定外,不得过6.0%。
3.干燥失重:除另有规定外,按照干燥失重测定法测定,在105℃干燥至恒重,含糖颗粒在80℃减压干燥,减失重量不得超过2.0%。
4.溶化性:可溶性颗粒,取供试品10g,加热水200ml,搅拌5分钟,不含药材原粉的可溶性颗粒应全部溶化,可有轻微浑浊,不得有异物。
混悬颗粒或已规定检查溶出或释放度的颗粒剂,可不进行溶化性检查。
5.装量差异:单剂量包装的颗粒剂,装量差异限度应符合规定。
凡按规定检查含量均匀度的颗粒剂,一般不再进行装量差异的检查。
篇二:实验材料:大清叶板蓝根连翘拳参试剂、试剂盒:纯化水乙醇蔗糖粉糊精仪器、耗材:烧杯玻璃棒天平旋蒸仪圆底烧瓶桑皮纸实验步骤:一、准备1. 原辅料的处理: 根据药材的有效成分不同,可采用不同的溶剂和方法进行提取,一般多用煎煮法提取有效成分,用等量乙醇精制时放置的时间、回收乙醇后放置的时间可根据实验安排情况,适当延长,以沉淀*,上清液易于分离为宜。
分装生产合同协议书

分装生产合同协议书甲方(委托方):名称:______________________法定代表人:________________地址:____________________联系方式:________________乙方(受托方):名称:______________________法定代表人:________________地址:____________________联系方式:________________一、合作背景与目的。
咱甲乙双方啊,就像两个有缘的小伙伴,因为分装生产这件事儿凑到一块儿啦。
甲方有产品需要分装,乙方呢,有这个分装的能力和资源。
咱们都怀着美好的期待,想要通过这次合作,实现互利共赢呢。
二、产品分装相关事宜。
1. 产品信息。
甲方委托乙方分装的产品是啥呢?甲方得明明白白告诉乙方哦。
包括产品的名称(________________)、规格(________________)、质量标准(________________)等详细的信息。
这就好比是咱们做菜,得先知道是做啥菜,用啥食材,啥样算做好了,对吧?2. 分装要求。
乙方呀,要按照甲方提出的分装要求来操作。
比如说分装的包装形式(是瓶装、袋装还是其他的呢,这里得写清楚,像________________),每一份的分装量(精确到多少克或者多少毫升之类的,就写________________),还有标签的粘贴或者印刷要求(上面都写啥内容,字体大小、颜色啥的,如果有特殊要求也要告诉乙方,例如________________)。
这些要求可都是很重要的,就像给宝宝穿衣服,怎么穿得好看又合适,得按要求来。
三、生产计划与交付。
1. 生产计划。
甲方得提前和乙方商量好生产计划。
啥时候开始分装(具体日期________________),大概要分多少量(总共预计分装的数量是________________),这些都得确定下来。
这样乙方就能合理安排自己的工作啦,就像我们出门旅游要先规划好行程一样。
最全药品颗粒剂批生产记录表格(全套)

编号:
XXXX药业有限公司
XXXX颗粒批生产记录品名:
规格:
包装规格:
生产日期:
产品批号:
有效期至:
投料总数:
成品数量:
整理人:
整理日期:
审核人:
XXXX药业有限公司
中药材净选、水洗、干燥生产记录
文件编号:XXXXXX(01)-03
XXXX药业有限公司
岗位清场记录
编号:5
XXXX药业有限公司
XXXX药业有限公司岗位清场记录
XXXX药业有限公司
浓缩岗位生产记录文件编号:(01)-07
XXXX药业有限公司岗位清场记录
XXXX药业有限公司粉碎岗位生产记录
XXXX药业有限公司岗位清场记录
XXXX药业有限公司
称量记录
XXXX药业有限公司岗位清场记录
XXXX药业有限公司配料、混合、制粒记录
XXXX药业有限公司干燥岗位生产记录
XXXX药业有限公司岗位清场记录
XXXX药业有限公司内包装(分装)记录
XXXX药业有限公司岗位清场记录
XXXX药业有限公司
外包装岗位操作记录文件编号:(01)-25
XXXX药业有限公司岗位清场记录。
022颗粒剂分装岗位标准操作规程

目的:建立制剂车间颗粒剂分装岗位标准操作规程,使该岗位的操作标准化、规范化。
范围:制剂车间颗粒剂分装岗位。
责任人:工序班长、操作人员、QA员。
操作步骤:1生产准备1.1生产操作人员按照《进出三十万级洁净区人员更衣标准操作规程》(TG-Q75-062)进行更衣,进入生产操作间。
1.2工序班长经一次更衣后,提前10分钟至车间办公室接收车间主任下发的生产指令及批生产记录,并根据指令填写生产状态标志,将批生产指令及批生产记录下发给操作人员。
1.3由工序班长组织操作人员对该岗位进行全面检查:有前次生产清场合格证(副本),并在有效期内;设备有“完好”标志和“已清洁”标志;计量器具有“计量合格证”,并在有效期内;称量天平已调零;检查完毕后,由工序班长填写“生产前准备记录”,并在“工序负责人”项签字。
1.4由QA员确认合格,在“检查人”项签字。
1.5由工序班长根据生产指令取下现场所有标志,给设备换上“正在运行”标志,操作间换上“正在生产”标志。
1.6所需设备、工具:颗粒剂包装机、运输车、不锈钢桶、磅秤。
2操作过程2.1工序班长依据批生产指令填写中间品领料单,标明工序名称、品名、批号、数量、日期,一式二份,交中间站管理员。
2.2中间站管理员、工序班长按领料单逐项核对物料无误,有检验合格证,有合格的检验报告单。
检查物料外包装清洁后,双方在中间品领料单上签字,将颗粒领回。
2.3操作人员至模具贮存室领取指令要求的冲模,操作人员将领回的冲模按照《颗粒包装机使用标准操作规程》(TG-S61-038)进行安装,检查各零部件安装稳妥后,开机预热,设定温度。
按下启动开关,检查运转是否正常,有无杂音,无误后,按下准停按钮,停止运行。
2.4操作人员至内包材贮存室领取包材,并根据生产记录中的操作指令复核包材的型号、颜色、重量、名称、标识无误后,用运输车运至操作室。
2.5操作人员戴好口罩和洁净手套,将颗粒添入加料斗内,使装量达到加料斗的2/3容积。
生产过程中粒重和有效数字控制管理规程

目的:制定生产过程中粒重和有效数字控制的管理规程,使所压素片每片重量、充填胶囊每粒重量和颗粒剂分装每小袋重量的准确性,确保产品服用安全、使用有效、每粒含量的可控性和成品的稳定。
范围:适用于公司所有制剂产品的单粒重控制。
责任者:饮片和成药事业部负责实施,各车间负责执行,质量技术部负责监督。
内容:1 有效数字的控制:1.1 为了有效地控制产品中间数量的准确性,规定对生产过程中记录的数量进行有效数字的合理控制。
1.2 生产记录中有效数字的控制:1.2.1 磅秤的数字控制:对于物料交接过程中磅秤称量的数据,如20.55kg,应保持小数点后两位。
是机械磅秤的其精确度为0.1kg时,小数点后第二位为估计数;是电子磅秤而精确度为0.01kg的,如实记录。
例如:①磅秤读数为20.4kg时,记录数应为20.4kg。
②电子磅秤的读数为5.25kg时,记录数应为5.25kg。
1.2.2 天平的数字控制:用天平称量粒重所读数的数据,是托盘天平的其精确度为0.1g,读数为10.2g时,小数点后第二位数要用估计数记录;用扭力天平称量粒重所读数的数据为5.24g/10粒时,小数点后第三位数要用估计数记录,估计为2的就记录为5.242g/10粒,单粒重理论数为0.5242g。
1.2.3 收率和平衡数据的计算:①粉碎收率的计算:粉碎前物料的重量为180kg ,粉碎后合格物料重量为175.8kg ,则粉碎收率=175.8kg/180kg ×100%==97.67%≌97.7%。
②物料平衡的计算:粉碎前物料的重量为180kg ,粉碎后合格物料重量为175.8kg ,尾料重2.3kg ,则粉碎收率=(175.8+2.3)kg/180kg ×100%=98.94%≌98.9%。
2 单位粒重的控制:2.1 计算片重时的数据:① 颗粒的含量:是单一品种的用A 来表示,如维生素C 片;是复方制剂品种的用 A 和B 来表示,如复方磺胺甲噁唑片,用A 来表示磺胺甲噁唑的颗粒含量,用B 来表示甲氧苄啶的颗粒含量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
时间
操作人
装量
时间
装量
平均装量
包装质量
包装合格品数(袋)
检查人
合格品收率=
合格品数
×100%=
×100%=
理论产量
物料平衡=
实用数量+废损量
×100%=
×100%=
领用数量
偏差情况
检查人
备
注
工艺员:
PF-04-011-00
颗粒分装生产记录
室内温度
相对湿度
生产日期
班次
品名
批号
分装规格理论装量理源自产量操作人员热封温度
清场标志
□符合□不符合
执行颗粒分装标准操作程序
内包材料(Kg)
材料名称
批号
领用量
实用量
结余量
损耗量
操作人
颗粒(Kg)
领用数量
实用量
结余量
废损量
操作人
分装检查记录
机
台
号
时间
操作人
装量
时间