视觉自动对位系统的应用共30页
机器视觉智能运用实例
机器视觉智能运用实例
1.人脸识别:机器视觉技术可以用于人脸识别,例如在安全系
统中识别访客或确定员工的身份。
2.物体检测:机器视觉可以帮助检测和识别各种不同类型的物体,例如在自动驾驶汽车中识别道路上的车辆、行人等。
3.图像分类:机器视觉可以对图像进行分类,例如将图像识别
为汽车、动物、建筑物等不同类型。
4.图像分割:机器视觉可以将图像分成不同的区域,例如在医
学图像中将器官分割出来以便做进一步的分析。
5.目标跟踪:机器视觉可以用来追踪目标的运动,例如在体育
比赛中追踪球员的位置。
6.增强现实:机器视觉可以与增强现实技术结合使用,例如在
手机应用中实现虚拟物体的叠加。
7.医学诊断:机器视觉可以用于医学影像的分析,例如在X射线或MRI图像中检测异常。
8.工业自动化:机器视觉可以用于自动化生产线上的控制和检测,例如检查产品的质量和一致性。
9.智能监控:机器视觉可以用于监控系统,例如检测危险行为、异常事件等。
10.辅助无障碍:机器视觉可以帮助盲人或视力受损的人感知周围环境,例如通过摄像头实时转换图像为音频描述。
视觉自动对位系统讲义
视觉自动对位系统讲义工程部:郑茂强2010/01讲义要点一.视觉自动对位系统构成二.视觉自动对位系统选型三.视觉自动对位系统应用视觉自动对位通过CCD将图像采集到图像对位处理系统,再通过图像对位处理软件,算出偏移位置和角度,再传送给外部运动制器,进行位置纠正.对位前对位后视觉自动对位流程:运动平台已经能正常运行,CCD安装并正常成像根本平台类型(XYQ,UVW…),设置平台参数,做模板,对位精度等自学习(Calibration),算出平台与CCD之间的关系.拍目标拍对像对位,自动算出偏移距离和角度(脉冲数)根据对位得出的偏移脉冲值控制平台运动相机与镜头FV -aligne r XPe/P 3-800UNT(显示器)(PLC)(FV-Aligner ENG)(对位主机)运动控制器(运动控制平台)滚动球/鼠标/键盘(触摸屏人机界面)光源,棱镜(FV-Aligner UNT 直接控制驱动器)对位主机:目前公司代理的对位系统有:松下:A210(手动对位)PV310(自动对位)(详细资料见:松下选型手册P26-P27)FAST:带轴卡-FV2300-ENG 不带轴卡-FV2300-UNT (旧型为FV1100)FV-AlignerII(对位软件)FV1100FV2300PV310A210松下对位系统:摄像机A摄像机B操作手柄PV310算出两台摄像机所拍摄的对位标记的补正量使用UVW方式/XYθ方式的平台,进行对位位置控制精度在1μm以上(需要高精度移动平台)松下对位软件:使用高精度平台,位置控制PLC进行全自动对位.适应在线生产或生产线自动化程度比较高的场合. [操作说明]松下对位软件:[松下对位介绍.ppt]FAST对位系统:FV-1100FV-2300FV-aligner系列是一款多功能,高精度的定位型图像处理装置。
进行定位时,在相机读取的图像信息的基础上,自动计算出定位所需的XYθ移动量,然后通过控制一个三轴平台(或者四轴平台)的移动,实现对工件进行XYθ校正,从而达到精确对位的目的。
视觉自动对准系统的设计
IC成型、分离和自动排管作为芯片封装的后工序,可以完成芯片封装后的成型、芯片分离和芯片排列入管。
成型、分离和自动排管系统的性能决定了生产IC的速度及产品质量等指标。
目前国内大多数芯片封装企业的成型、分离和自动排管系统的功能单一,速度一般在40一60次,min,噪声大、速度慢、精度也不高。
本设计采取光机电一体化技术及凸轮带动冲头传料片机构同步冲压机台设计方案,电脑控制CCD图像识别装置通过取像、找参考点、图像分析几个步骤来对产品方向性、引脚数及外型进行检测判断,设备具有噪声低、精度高、可靠性高、速度快等优点,芯片、封装、系统协同优化。
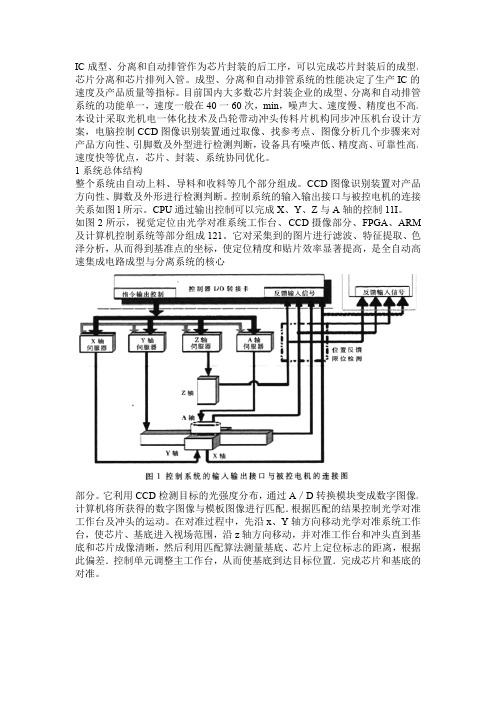
1系统总体结构整个系统由自动上料、导料和收料等几个部分组成。
CCD图像识别装置对产品方向性、脚数及外形进行检测判断。
控制系统的输入输出接口与被控电机的连接关系如图l所示。
CPU通过输出控制可以完成X、Y、Z与A轴的控制11I。
如图2所示,视觉定位由光学对准系统工作台、CCD摄像部分、FPGA、ARM 及计算机控制系统等部分组成121。
它对采集到的图片进行滤波、特征提取、色泽分析,从而得到基准点的坐标,使定位精度和贴片效率显著提高,是全自动高速集成电路成型与分离系统的核心部分。
它利用CCD检测目标的光强度分布,通过A/D转换模块变成数字图像。
计算机将所获得的数字图像与模板图像进行匹配.根据匹配的结果控制光学对准工作台及冲头的运动。
在对准过程中,先沿x、Y轴方向移动光学对准系统工作台,使芯片、基底进入视场范围,沿z轴方向移动,并对准工作台和冲头直到基底和芯片成像清晰,然后利用匹配算法测量基底、芯片上定位标志的距离,根据此偏差.控制单元调整主工作台,从而使基底到达目标位置.完成芯片和基底的对准。
系统采用了一种数字相机模块,该模块采用130万像素摄像头,该摄像头的传感器是ov9650芯片。
摄像头通过SCCB(Serial Camera Control Bus)总线进行控制。
SCCB是双向、两线总线.具有总线仲裁机制。
视觉自动对位系统的讲义.
02 13VBiblioteka P CUW
B
2.1 曝光機
紫外线灯
相 机
模板
平台
-流 程-
1.移动玻璃面板至平台
2.检出模板上的标志 3.自动定位 4.确认最终精度
5.用紫外线灯进行露光
6.排出玻璃面板
2.2 玻璃贴合机
玻璃面板Ⅱ
平台 相机
-流 程-
控制头
1.将玻璃面板Ⅱ上的标志移动到相 机视野内
2.检出并登录目标位置
二.视觉自动对位系统选型
对位用CCD相机 ① COG对位系统中因拍照视野范围约为3mm,所以用普通的30万像素
相机即可。 ② 相机拍照IC及玻璃进属于静止状态下拍照,通常用普通隔行扫描相
机即可。如: 松下:ANM832(包含相机电缆线)
Sentech:STC-E43A或STC-E42A (没有包含相机电缆线12W02)
二.视觉自动对位系统选型
目前常见对位平台:
XYθ平台 Xθ+Y平台
UVW平台
X
Y
1
2
Y 1
X 2
4軸平台
二.视觉自动对位系统选型
COG对位光学系统标准配置(参考表) 注:实际情况会有变化
名称
型号
1 远心镜头
MM6-ST65D
2 左侧视棱镜
MML-PSV16L
3 右侧视棱镜
MML-PSV16R
4 高亮度点光源
MLEK-A080W1LR MLEK-A080W2LR MLEK-A230W1LR MLEK-A230W2LR
MLEP-A035W1LR MLEP-A035W1LRD MLEP-A035W3LR MLEP-A035W3LRD
视觉对位系统在全自动FOG邦定机中的应用
c i r c u i t ) 的机械 连接和 电气连 接是 L C M生产过 程 的核
心工 艺之一 。把液 晶玻 璃L CD ̄ D 柔性 线路 F P C 连 接
统对位 的方案 。视觉对位 系统是一套集软硬件为一体 的图像处 理系统 ,分析采集到 的图像 , 自动计算对 象物体 位置到 目标 物体位置所需要的 、Y、 0 移动量 ,调节工作 台的伺 服电机 ,使 F P C 和玻璃准确对位 。 关键词 :F O G;预压 ;视觉对位 ;对位精度 中图 分类号:T N2 0 5 文献标识码 :A 文章编 :I O 0 1 — 3 4 7 4( 2 0 1 7 )0 2 — 0 1 0 7 — 0 4
1 全 自动 F OG 邦定机及工艺
F OG设 备 总体 由L CD自动 上料 、F P C自动 上 料 、定 位 、A CF( An i s o t r o p i c Co n d u c t i v e F i l m) 预 贴 、 自动对 位 、预 压 、主 压 和 自动 下料 等 部件 组 成 , 自动完 成从 上料 到 邦定后 下料 的动作 ,主要 r f ] A c F 邦定 、预压邦定和主压邦定三部分组成 。 ACF 邦 定是 将ACF 导 电膜 通 过一 定的 温度 、压 力贴 附在液 晶玻 璃的I T O( I n d i u m— T i n Ox i d e )端子
m o v e m e n t d a t a o f X 、’ , 、0 f r o m o b j e c t p o s i t i o n t o t a r g e t p o s i t i o n , r e g u l a t e s e r v o m o t o r o f wo r k i n g t a b l e ,
松下电工自动对位视觉系统使用手册
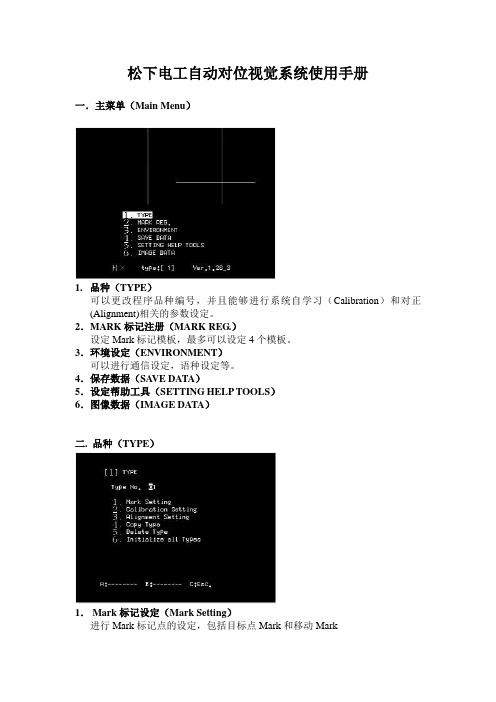
松下电工自动对位视觉系统使用手册一.主菜单(Main Menu)1.品种(TYPE)可以更改程序品种编号,并且能够进行系统自学习(Calibration)和对正(Alignment)相关的参数设定。
2.MARK标记注册(MARK REG.)设定Mark标记模板,最多可以设定4个模板。
3.环境设定(ENVIRONMENT)可以进行通信设定,语种设定等。
4.保存数据(SA VE DATA)5.设定帮助工具(SETTING HELP TOOLS)6.图像数据(IMAGE DATA)二. 品种(TYPE)1.Mark标记设定(Mark Setting)进行Mark标记点的设定,包括目标点Mark和移动Mark2.自学习设定(Calibration Setting)进行自学习过程的指定参数的设定。
3.自动对位设定(Alignment Setting)进行自动对位过程的指定参数的设定。
4.复制品种(Copy Type)5.删除品种(Delete Type)6.初始化所有品种(Initialize all Types)可以恢复本体到出厂时的设置,所有设定的参数和图像将全部丢失。
[1] Mark标记设定(Mark Setting)1.目标Mark点的指定(An applicable mark)A 摄像机(A Camera)对应3号Mark模板B 摄像机(B Camera)对应4号Mark模板2.移动Mark点的指定(Movement mark)A 摄像机(A Camera)对应1号Mark模板B 摄像机(B Camera)对应2号Mark模板3.自动对位的方式选择(Position Setting)对位到固定的屏幕中心点(Screen center fixation)对位到检测到的位置点(A position markdetection)[2] 自学习设定(Calibration Setting)1.自学习的移动量(The amount of movement)可以对X,Y,θ的指定移动距离和角度分别进行设定,距离的单位是mm, 角度的单位是度。
视觉定位系统在玻璃划线机中的应用

位系统 ( 由刀头x、 工作 台Y、 0调整控制 ) 实现 , 可进行准确划线 , 并 化信号 ; 图像系统对这些 信号 进行各种运算来抽取 目标 的特 征 , 进 可完 成任意 间距 的多刀划 线。 而根据 判别的结果来 控制现场的设备 动作 。
手动玻璃划线机 采用手工粗定位, 工人操作过程中容易误操 在 作, 并且对位 时间长 , 效率 降低 , 影响划线精度 。 本文将介绍一种在 22硬 件 基 本 构造 . 从硬件上来分 , 整体有主机 、 轨迹球 、 平台、 外部控 制器 、 照相机 C D相机 视野 范围内 , C 通过 自动捕捉MA RK标来识别 图像 , 行精 几个部分 , 进 其控 制过程 如 图所示 : 确划线 , 划线精 度可达到 ±0 0 mm的视 觉定位系统 。 .5
teco sX, whc h o azt ntre lct n T eatet v l t n aj s ewoktbed vsteeetc l c ie s ag tot e h rp Y iht telcl a o gt o a o , h t h a e moi , dut t r al r e h l r a mahn r Y t ih h o i i a i r o sh i ci y r t
XU Ru L - an A Xio f n i I Yu g g M a - e g
( . sac stt o TC, iu n0 0 2 , ia No2ReerhI tue f n i CE Ta a 3 0 4Chn ) y
Abs a f CkI tod e i fviin aine p l ai n gassrb r n r uc saknd o so l g ra pi t c on i ls c ie Th ii uom ai l e e dv nc d c le do ofwae a e vson a t tc ai n g ri as tofa a e o lc n s t r nd s had r e h l y i ab d ’ e b d e ma e yp o esn y tm ,hei a ewhiht eu eg t es t u o ai om p tto sp ee ta r waet c noog s o yS m e d di g r r c sig sse t m g c h s ah r,hea t m tcc u ain i rs n twor e ds kn e
机器视觉应用(共25张PPT)

精度估算:视野宽度x精度估算值 精度精确计算:视野/分辨率
130万
200万
500万
1280x1024 1600x1200 2480x2048
1/1.8“
1/1.8“
2/3“
1/1000
1/1200
1/2000
视野:相机拍摄的范围
举例:
视野:80x60mm
分辨率:1280x1024
精度估算值:1/1000
9.59 6.14 4.53 3.20
1/1.8“
32.78 23.78 18.68 12.01 8.87 6.27
2/3“
42.09 30.81 24.29 15.67 11.58 8.19
工作距离估算 工作距离
工作距离估算=〔视野宽度/2〕/tan〔视场角/2〕
举例: 视野:80x60mm
相机感光芯片:1/1.8“
ViTEX视觉控制器
相机
定位对象
通用机器人
机器人应用介绍
视觉+机器人常见应用
ViTEX视觉控制器
双相机粗+精定位
通过一个相机做大视野的粗定 位,让机器人能够正确的抓取 起物体。通过另一个相机对小 视野的局部特征进行精定位
粗定位相机
检测对象
检测对象 通用机器人
精定位相机
机器人应用介绍
视觉+机器人常见应用
ViTEX视觉控制器
双相机对位贴合
通过两个相机,分别拍摄两个 需要对位的物体,获得两者的 相对坐标。通过标定,把两者 及机器人的坐标系统一到一个 坐标系。机器人修正贴合的位 置对准进行贴合
定位相机1 贴合对象1
定位相机2 贴合对象2 通用机器人
机器人应用介绍
视觉+机器人常见应用
丝印机视觉对位工作原理

丝印机视觉对位工作原理丝印机是一种常用于印刷行业的设备。
其工作原理是利用机械传动和视觉系统实现对丝网和印刷品的对位。
丝印机视觉对位是指通过视觉系统对丝网和印刷品进行检测和调整,使其达到预定的位置和对位要求。
丝印机视觉对位的工作原理主要包括图像采集、图像处理和运动控制三个步骤。
首先是图像采集。
丝印机上通常会安装一个摄像头或者其他类型的传感器,用于采集丝网和印刷品的图像。
这些图像可以通过数字存储或者实时传输到计算机中进行处理。
图像采集可以通过光电传感器、线阵传感器、CCD传感器等技术来实现。
接下来是图像处理。
在图像采集之后,采集到的图像需要经过预处理和分析处理。
预处理包括图像滤波、灰度化、二值化等操作,目的是去除图像的噪声和干扰,并将图像转化为二值图像或者灰度图像。
分析处理主要是通过图像处理算法对丝网和印刷品的图像进行特征提取和判断。
常用的图像处理算法包括边缘检测、直线检测、圆检测、角点检测等。
通过这些算法可以提取到丝网和印刷品的特征点、轮廓、线条等信息。
最后是运动控制。
根据图像处理的结果,计算机可以通过控制丝印机的运动来实现对丝网和印刷品的调整。
运动控制可以通过伺服电机、步进电机等装置来实现。
根据对位的需求,计算机可以控制丝印机在x、y、z方向上的运动,来实现丝网和印刷品的对位调整。
丝印机视觉对位的优势在于其能够实现高精度和自动化的对位调整。
通过图像处理算法和运动控制系统的配合,丝印机可以实时检测和调整丝网和印刷品的位置,提高印刷品的质量和产能。
同时,丝印机视觉对位还可以减少操作员的劳动强度,提高生产效率,降低生产成本。
总的来说,丝印机视觉对位通过图像采集、图像处理和运动控制三个步骤实现对丝网和印刷品的对位调整。
其工作原理包括图像采集、图像处理和运动控制三个方面,通过这些步骤实现对位调整,提高印刷品的质量和产能。
丝印机视觉对位在印刷行业具有重要的应用价值,可以提高印刷品的准确性和稳定性,同时降低人工操作的错误率和劳动强度。
PCB板CCD视觉对位自动焊接方案

PCB板CCD视觉对位自动焊接方案随着工业自动化的发展,视觉系统在自动化生产过程中发挥着越来越重要的作用。
PCB板CCD视觉对位自动焊接方案就是利用视觉系统来实现PCB板的自动对位以及焊接的过程。
首先,需要利用CCD摄像头对PCB板进行图像采集。
CCD摄像头可以将PCB板上的焊点、线路等信息转化为数字信号,并通过数据线传输给图像处理系统。
其次,需要利用图像处理算法对采集到的图像进行处理。
图像处理算法可以对图像进行滤波、二值化、边缘检测等操作,以提取图像中的目标对象。
然后,需要利用特征提取算法从处理后的图像中提取出PCB板上的焊点和线路等特征。
特征提取算法可以基于灰度值、形状、纹理等特征进行特征提取。
接下来,需要利用模式匹配算法将提取出的特征与预设模式进行匹配,以确定PCB板的位置和方向。
然后,需要进行对位精度校正。
对位精度校正算法可以根据匹配结果计算出需要进行的位置和方向调整,以实现精确的对位。
最后,通过自动焊接设备对PCB板进行焊接。
自动焊接设备可以根据对位精度校正结果,自动调整焊头的位置和方向,并进行焊接操作。
1.提高生产效率:自动化的视觉对位和焊接操作可以大大提高生产效率,减少人工操作的时间和成本。
2.提高焊接质量:利用视觉系统可以实现精确的对位和焊接,避免了由于人工操作不准确而造成的焊接质量问题。
3.提高生产灵活性:CCD视觉系统可以适应不同尺寸和形状的PCB板,并能够快速调整对位和焊接参数,提高生产灵活性。
4.减少人工劳动强度:自动化的视觉对位和焊接操作减少了对人工操作员的依赖,减轻了人工劳动强度。
综上所述,PCB板CCD视觉对位自动焊接方案可以通过利用视觉系统实现对PCB板的自动对位和焊接操作,提高生产效率、焊接质量和生产灵活性,同时减少人工劳动强度。
ccd视觉定位原理
工作原理
CCD自动对位系统,工作原理就是通过专用CCD相机、工业镜头及光源对产品上的特征位置进行拍照取像,通过图像处理机(PC机)采集图像数据进行图像处理,并进行位置运算来判断产品的实际位置,并通过与之前设定的基准位置进行对比算出产品的实际偏移值,通过控制对位平台运动,使得产品运动到之前设定的基准位置上,以达到快速,闭环、高精度对位。
主要应用
CCD自动对位系统是一套专门为FA机器设计的高性能视觉实时定位系统。
该系统可方便的集成到各种FA机器中,快速实现产品的智能化改造,提高产品技术性能及效率,是FA机器自动化升级的理想选择。
CCD光学视觉对位系统全自动丝网印刷机
CCD光学视觉对位系统全自动丝网印刷机摘要:丝网印刷机是一种高精度的印刷设备,能够被用于很多领域。
其中视觉对位系统是丝网印刷机实现高精度印刷的关键环节之一,也是印刷机的重要组成部分。
CCD光电耦合器件具有高精度、高密度图像识别定位功能,是丝网印刷机视觉对位系统的核心器件之一。
本文从视觉对位系统入手,分析并探讨全自动、高精度丝网印刷机中对光学视觉对位系统的应用,希望可以为推动印刷机进一步发展提供一些思路和参考。
关键词:CCD;光学视觉对位系统;丝网印刷机引言:电子产品的多功能、全自动、高精度、小型化、一体化是发展的主要方向。
丝网印刷机应用焊膏印刷工艺,需要更高精度的印刷定位,要求印刷机各个作业程序之间保持协调一致。
CCD光电耦合器件为丝网印刷机的视觉对位系统提供了准确的图像识别定位功能,圆满解决丝网印刷机对印刷定位精度的要求。
1光学视觉对位系统光学视觉对位系统是一种借助计算机软件来模拟人类视觉进行高精度定位的系统,能够有效完成对图像的识别、分析和处理,是以机械来完成人类视觉延伸的现代化科技[1]。
光学视觉对位系统的应用,相当于给计算机赋予了人体视觉的部分功能,为机械智能化奠定了基础。
在光学视觉对位系统中,CCD光电耦合器件是关键要素之一,实现对图像中的目标进行精准定位,与图像处理技术、分析技术共同承担起光学视觉对位系统的高精度功能。
在光学视觉对位系统中(如图1所示),CCD光电耦合器件符合定位印刷机液晶玻璃的十字标靶,与丝网基准标靶进行位置对比,如果十字标靶与基准标靶位置不能重合,则可印刷机电机控制部分可控制运动平台的移动,保证精准对位,保证丝网印刷机的印刷精度。
图1 丝网印刷机光学视觉对位系统(uvw平台支持u方向、v方向、w方向移动;Image Processor图像处理技术系统;Track Ball跟踪球;)2丝网印刷机丝网印刷机被称为万能印刷机,能够在多种承印物料上进行印刷,印刷质量优秀,图像、文字精准。
最新双翌科技视觉对位系统分解教学讲义PPT

深圳市洛河科技有限公司
2021/3/16
支持主流控制接口 • 常用轴控卡 • PLC • MotionNet • HSL • SSCNET
微型控制单元 • 提供丰富的数据 接口,工业微型处 理器,节省空间 • 工业级标准 • 高性能处理内核 • 多种配置方案
12
提纲
为什么需要自动对位系统
双翌自动对位系统介绍
深圳市洛河科技有限公司
2021/3/16
23
谢 谢!
深圳市洛河科技有限公司
2021/3/16
24
小学语文阅读教学 教学设计相关问题的讨论
(一)
天津市小语会 杨志平
一、教学设计最大的困难是什么
1.进行教学设计的前提:有明确而恰当的教 学内容
2.教学设计的最大问题在于:教学内容不明 确
(1)教科书中文本的教学价值大多不明确 (2)课程标准的表述是宏观的
8
特点:相机安装灵活,适应复杂安装环境
支持相机安装方向可不一样
支持相机存在倾斜角度
支持相机有自身旋转角度
支持相机不同视野&工作距离
比較小 比較大 視野不一様
深圳市洛河科技有限公司
2021/3/16
9
特点:对位精度高、速度快
DEMO
项目 双翌
业界
对位 +/- 5um, 好:+/- 5um 精度 亚像素级 差:采用逐次
3.对策:通过文本解读,寻找教学内容
二、文本解读的着眼点在哪里
1.做好文本解读的首要条件是:明确解 读的着眼点 2.依据什么确定着眼点:课程的性质 3.怎样把握语文课程的性质:2011年版 “ 课标”
语文课程的性质
实验稿表述: 语文是最重要的交际工具,是人类文