梅钢电镀锡薄钢板后处理工艺
常用表面处理工艺流程

常用表面处理工艺流程常用表面处理工艺流程(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→除锈→│→纯化→干燥└碱性镀锌(2)钢铁件常温发黑工艺流程┌浸脱水防锈油││烘干除油→除锈→常温发黑→│浸肥皂液——→浸锭子油或机油││└浸封闭剂(3)钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→亲水→预粗化(PC≥50%)→粗化→中和→整面→活化→解胶→化学沉镍→镀焦铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镀封镀铬→(5)PCB电镀工艺流程除油→粗化→预浸→活化→解胶→化学沉铜→镀铜→酸性除油→微蚀→镀低应力镍→镀亮镍→镀金→干燥(6)钢铁件多层电镀工艺流程除油→除锈→镀氰化铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镍封→镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→除蜡→热浸除油→电解除油→酸蚀→非它电镀2、非打磨件→热浸除油→电解除油→酸蚀→其它电镀(8)锌合金件镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀→镀碱铜→镀酸铜或焦磷酸铜→其它电镀铝及其合金镀前处理工艺流程)9(除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→浸酸→二次沉新→镀碱铜或镍→其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→干燥→喷沫或喷粉→烘干或粗化→成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→染色→封闭→干燥→成品(10)铁件镀铬工艺流程:除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→预镀碱铜→酸性光亮铜(选择)→光亮镍→镀铬或其它除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→半光亮镍→高硫镍→光亮镍→镍封(选择)→镀铬(11)锌合金镀铬工艺流程除蜡→热浸除油→阴极电解除油→浸酸→碱性光亮铜→焦磷酸铜(选择性)光亮镍→酸性光亮铜(选择性)→→镀铬)电叻架及染色工艺流程(12预→2-3次)前处理或电镀→纯水洗(次)2-3→纯水洗(电叻架→回收浸→→成品→烘干有机溶剂除油不锈钢镀光亮镍工艺流程:→闪镀镍阴极电解活化水洗→→→化学除油→→钝化水洗→水洗活化→→镀光亮镍→水洗→验收。
前处理和后处理简介
前处理和后处理简介第一章金属表面前处理知识一、工件涂漆前表面处理的重要性工件在加工、运输、存放等过程中,表面往往带有氧化皮、铁锈制模残留的型砂、焊渣尘土以及油和其他污物。
要使深层能牢固地附着在工件的表面上,在涂装前就必须对工件表面进行清理,否则,不仅影响涂层与基体金属的结合力和抗腐蚀性能,而且还会使基体金属在即使有涂层防护下也能继续腐蚀,使涂层剥落,影响工件的机械性能和使用寿命。
因此工件涂漆前的表面处理是获得质量优良的防护层,延长产品使用寿命的重要保证和措施。
二、为提供良好的工件表面,涂漆前对工件表面的处理有以下几点:1.无油污及水分2.无锈迹及氧化物3.无粘附性杂质4.无酸碱等残留物5.工件表面有一定的粗糙度三、常用的表面处理方法有:1.手工处理:如刮刀、钢丝刷或砂轮等。
用手工可以除去工件表面的锈迹和氧化皮,但手工处理劳动强度大,生产效率低,质量差,清理不彻底。
2.化学处理:主要是利用酸性或碱性溶液与工件表面的氧化物及油污发生化学反应,使其溶解在酸性或碱性的溶液中,以达到去除工件表面锈迹氧化皮及油污的目的。
化学处理适应于对薄板件清理,但缺点是:若时间控制不当,即使加缓蚀剂,也能使钢材产生过蚀现象。
对于较复杂的结构件和有孔的零件,经酸性溶液酸洗后,浸入缝隙或孔穴中的余酸难以彻底清除,若处理不当,将成为工件以后腐蚀的隐患,且化学物易挥发,成本高,处理后的化学排放工作难度大,若处理不当,将对环境造成严重的污染。
随着人们环保意识的提高,此种处理方法正被机械处理法取代。
3.机械处理法:主要包括抛丸法和喷丸法。
①抛丸法清理是利用离心力将弹丸加速,抛射至工件进行除锈清理的方法。
但抛丸灵活性差,受场地限制,清理工件时有些盲目性,在工件内表面易产生清理不到的死角。
设备结构复杂,易损件多,特别是叶片等零件磨损快,维修工时多,费用高,一次性投入大。
②喷丸又分为喷丸和喷砂。
用喷丸进行表面处理,打击力大,清理效果明显。
电镀锌耐指纹钢板工艺流程

电镀锌耐指纹钢板工艺流程
电镀锌耐指纹钢板工艺流程主要包括以下几个步骤:
准备阶段:在电镀锌作业线上,首先需要对钢板进行预处理,包括清洁、脱脂等步骤,以确保钢板表面干净无杂质,能够顺利地进行电镀锌处理。
电镀锌处理:在准备好的钢板上进行电镀锌处理,即在电场的作用下,锌从锌盐溶液中连续沉积到预先准备好的材料上,从而在表面形成一层锌层。
镀层分为纯锌镀层和锌镍合金镀层。
钝化处理:在电镀锌之后,需要对钢板进行钝化处理。
钝化处理可以在镀锌钢板表面形成一层含有Cr3+和Cr6+的双氧化态致密具有自修复效应且耐蚀性优良的钝化膜层。
涂覆耐指纹膜:在钝化处理之后,需要涂覆一层耐指纹膜。
这层膜可以有效隔绝环境介质中的氧和水分,从而赋予耐指纹钢板良好的耐蚀性。
后处理阶段:最后进行一些后处理工作,包括检查、包装等步骤,以确保产品符合质量要求并能够安全地运输和存储。
梅钢产品手册

其他用途
电子方面 工程方面 建筑方面
电极、电缆带、电磁屏幕罩壳等 汽车滤油器、汽车空滤、垫片等 气体流量计内部件、热交换器、厨具、货架等
6
(3) 宝钢产品应用实绩
三片饮料罐 代表用户有王老吉、红牛、娃哈 哈等品牌的包装。
食品罐(三片罐和二片罐) 宝钢镀锡板已广泛应用于食品 包装的各个领域,包括水果罐 头、肉类罐头、鱼罐头、蔬菜罐 头等。代表用户有黄罐、梅林、 古龙等。
DC51D+AZ DX51D+AZ G2+AZ
DC52D+AZ DX52D+AZ G3+AZ
S300GD+AZ S300GD+AZ G300+AZ
EN 10326:2004 EN 10327:2004 DX51D+AZ DX52D+AZ –
S350GD+AZ S350GD+AZ G350+AZ S350GD+AZ
4
(2) 产品用途与选用 产品主要用于家电制造行业、日用及办公用品等,例如:电冰箱、冰柜、空调机、洗衣机、彩电、音像产品、计算 机等。另外还用于搪瓷制品、管材型材制品、压力容器制品的主要基板材料。
普冷产品具体牌号与用途
材料类别 一般用 冲压级
白色家电专用钢
(1) 产品用途与选用
建筑业 民用和工业用建筑的屋顶、外墙、彩涂基板、车库门、栅栏、百叶窗等
家电业 洗衣机、冰箱、电视机、空调、烤箱、通风系统外覆盖件、防爆带钢、太 阳能热水器、电器部件等
汽车工业 汽车消音器、尾气管和催化转换器的防热罩、汽车车体底部零件、高速公 路标志牌等
工业仪表 电控柜、工业冷冻柜、自动售货机等
梅钢电镀锡薄钢板后处理工艺
生产实践梅钢电镀锡薄钢板后处理工艺尚元艳 张爱华(梅山钢铁公司冷轧厂 南京 210039) 摘 要:主要介绍梅钢2009年将要投产的1420mm 电镀锡机组的后处理软熔、钝化工艺。
梅钢电镀锡机组后处理段采用联合软熔和阴极钝化工艺,并且在钝化冲洗段设计了两个冲洗槽,体现了此条机组设计的先进性与合理性。
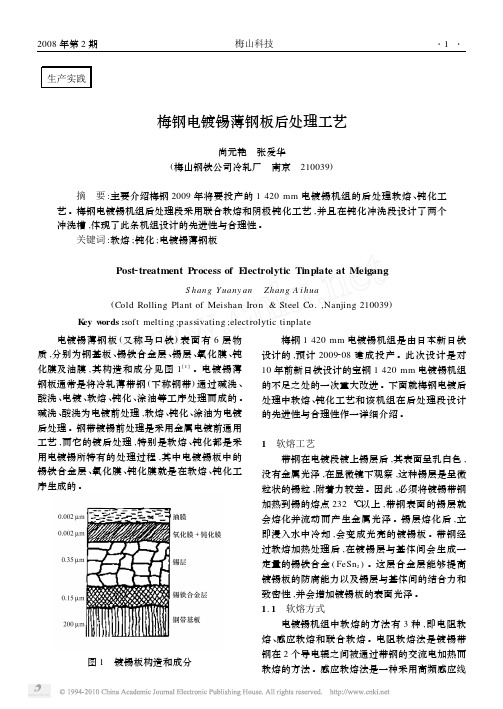
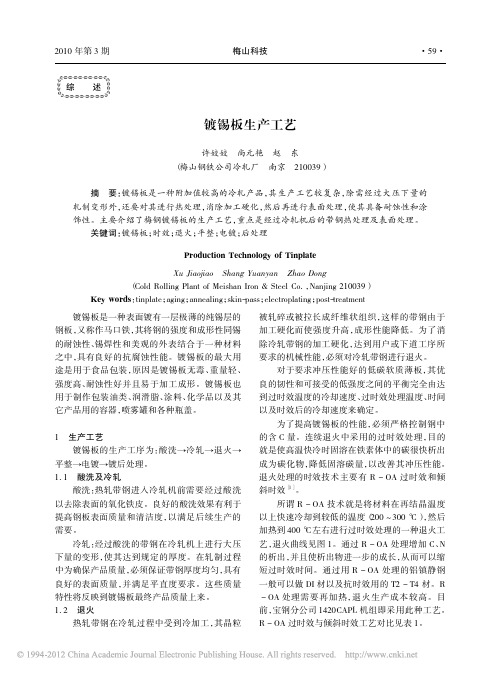
关键词:软熔;钝化;电镀锡薄钢板Post 2treatment Process of Electrolytic Tinplate at MeigangS hang Yuany an Zhang A i hua(Cold Rolling Plant of Meishan Iron &Steel Co.,Nanjing 210039) K ey w ords :soft melting ;passivating ;elect rolytic tinplate 电镀锡薄钢板(又称马口铁)表面有6质,分别为钢基板、锡铁合金层、锡层、氧化膜、钝化膜及油膜,其构造和成分见图1[1]。
电镀锡薄钢板通常是将冷轧薄带钢(下称钢带)通过碱洗、酸洗、电镀、软熔、钝化、涂油等工序处理而成的。
碱洗、酸洗为电镀前处理,软熔、钝化、涂油为电镀后处理。
钢带镀锡前处理是采用金属电镀前通用工艺,而它的镀后处理,特别是软熔、钝化都是采用电镀锡所特有的处理过程,其中电镀锡板中的锡铁合金层、氧化膜、钝化膜就是在软熔、钝化工序生成的。
图1 镀锡板构造和成分 梅钢1420mm 电镀锡机组是由日本新日铁设计的,预计2009208建成投产。
此次设计是对10年前新日铁设计的宝钢1420mm 电镀锡机组的不足之处的一次重大改进。
下面就梅钢电镀后处理中软熔、钝化工艺和该机组在后处理段设计的先进性与合理性作一详细介绍。
1 软熔工艺 带钢在电镀段镀上锡层后,其表面呈乳白色,没有金属光泽,在显微镜下观察,这种锡层是呈微粒状的锡粒,附着力较差。
因此,必须将镀锡带钢加热到锡的熔点232℃以上,带钢表面的锡层就会熔化并流动而产生金属光泽。
电镀锡工艺(电化学相关资料)

第六章电镀锡的预处理第一节概述带钢在电镀锡以前的表面状态及洁净程度是获得优良镀锡层的先决条件。
在锈蚀或粘有油污的带钢表面上,就不能获得光亮,结合力良好,耐蚀性能优越的镀层。
生产实践表明,镀层出现脱落、起泡、花斑等缺陷,往往是由于镀锡前的预处理不当造成的。
所以,带钢电镀锡前的预处理是镀锡板生产过程中一个很重要的环节,必须十分重视。
预处理的任务是除去带钢表面上的油污或者其他有机物质,和带钢表面上的氧化物,如铁锈等,使带钢在进行电镀锡前具有一个清洁的无氧化物存在的活化表面。
预处理工艺包括带钢的脱脂和酸洗,以及其附设的刷洗和冲洗等。
脱脂又分化学脱脂和电解脱脂。
要根据带钢表面污垢状况来选择适当的工艺和操作方法。
第二节化学脱脂一、目的化学脱脂又叫化学除油。
在电镀锡生产中习惯称作化学脱脂。
化学脱脂是为生产二次冷轧镀锡板而设置的。
送到镀锡车间的二次冷轧带钢,其表面上残留有较厚的轧制油和轧辊磨损物。
轧制油又常被润滑油和液压油污染。
这些油污必须首先采用化学脱脂和刷洗的方法,然后采用电解脱脂的方法才能除去。
经过化学脱脂和刷洗后,二次冷轧带钢表面上的油污大约能除去90~95%。
生产普通镀锡板时,在其原板上的油污过多的情况下,也可首先经过化学脱脂,再经过电解脱脂。
但一般情况下可以不必经过化学脱脂。
这时,在化学脱脂槽内充以70~85℃的水来保护设备,这样也可以减少后面的电解脱脂工序的热量损耗。
二、设备化学脱脂设备包括一个脱脂槽、沉没辊、托料辊、脱脂液循环系统及其后面的l号刷洗机等。
槽子的结构分为上下两部分。
在槽子上部有一溢流孔,用来控制液面的位置。
槽子下部分的底部有一个供清扫槽内脏物的门,侧面还有一个窥孔窗,用来观察穿带时的带钢情况和检查沉没辊情况。
底部还有液体输入口和排放孔。
槽子下部两侧还设有装卸沉没辊的圆形孔,沉没辊经该孔插入和抽出。
槽子上部和下部都是钢板焊接而成的。
钢板都衬有硬橡胶,槽子内壁有5毫米厚,外部有3毫米厚的硬橡胶,以防止化学液体腐蚀。
镀锡板生产工艺流程及关键工序

镀锡板⽣产⼯艺流程及关键⼯序镀锡板⽣产⼯艺流程及关键⼯序1.⽣产⼯艺流程原板卷开卷切头尾焊接剪边碱洗酸洗电镀锡软熔钝化静电涂油镀层测厚净⾯检查针孔检测剪切卷取镀锡板带卷堆放2.镀锡机组的⽣产过程吊车将原料钢卷吊到镀锡机组的上料台架上,由上料⼩车将带钢尾卷送到开卷机的悬臂卷筒上,然后带钢送到夹送辊,送⼊双层剪切机切头,再送到窄缝焊机进⾏焊接,成为连续带钢卷。
焊后的带钢卷必须经过纠偏装置进⾏对中,再进⼊到圆盘剪剪切,剪后带钢边缘有压⽑刺机压⽑刺。
压⽑刺后的带钢通过张⼒辊再进⼊活套塔,由活套塔储存⼀定的带钢量,带钢从⼊⼝活套塔出来后,由张⼒矫直机对带钢进⾏弯曲和拉伸,以改善带钢板形,然后进⼊电解清洗段,经过电解脱脂冲洗,接着进⾏电解酸洗冲洗,把带钢表⾯氧化物去除,然后再进⼊电镀槽,电镀是将锡条作为阳极作为阳极,带钢作为阴极,通过电流、镀液的作⽤将锡镀到带钢表⾯上,镀层厚度可以⾃动控制。
带钢出镀液回收槽烘⼲后再进⾏软熔,软熔是通过电阻将带钢加热到⾼于锡熔点温度,然后淬⽔冷却,使镀锡板形成光亮的表⾯并改善耐腐蚀性。
机组中还安装有打印机,在带钢表⾯上印上条形码标记。
软熔后的带钢进⼊钝化处理,然后烘⼲、涂油、镀层测厚,再经过张紧辊进⼊出⼝活套塔,带钢出活套塔后,经过镜⾯检查、针孔检查、带钢光电检测,由导向辊、输送平台将带钢送⼊卷取机液压浮动齐边活错边卷取。
卷取后卸道下料台架上,由吊车⾦爱那个镀锌钢卷吊到剪切线中间仓库堆放。
3.镀锡机组的主要特点3.1窄缝焊机在镀锡机组中,可选⽤先进的窄缝焊机、焊缝厚度为焊接前单⽚带钢厚度的130-170%,塔接量为0.8-4.0mm,焊缝强度为带钢本体强度的100%,焊接时间为18s。
带钢镀锡后卷取,焊缝不需要切除。
3.2拉伸矫直机拉伸矫直机位于镀锡机组⼯艺段中,为了保证带钢的镀锡质量,为机组⽣产均匀⼀致的产品提供恒定速度,在张⼒辊的轴承座下装有压⼒传感器,通过传感器来反应张⼒⼤⼩。
电镀锡工艺说明及流程图
电镀锡工艺说明及流程图电镀锡的原料轧制形式有两种:SCR(一次冷轧)和DCR(二次冷轧),钢种均为低碳钢。
一次冷轧是热轧卷经酸轧后的退火卷,二次冷轧是热轧卷经酸轧轧制和退火后,再次进行两机架轧制的卷。
一次冷轧的带钢规格为:带钢厚度:0.18-0.55mm;带钢宽度:700-1250mm。
二次冷轧的带钢规格为:带钢厚度:0.12-0.3mm;带钢宽度:700-1250mm。
电镀锡板是包装行业的主要材料。
电镀锡板被广泛应用于食品罐和饮料罐,化学制品罐,瓶盖和罐盖,而且由于其能百分之百被回收的性质,所以电镀锡板是非常环保的。
根据客户所需的电镀锡板不同类型的产品,电镀锡能提供各种各样的带钢两面锡层的厚度,镀层量范围是:1.0到11.2g/m2每边,这种大范围性的电镀锡板能够适应市场所需。
下面是电镀锡车间的工艺说明:入口段:原料从钢卷库通过吊车吊运到入口1#或2#钢卷存放鞍座,然后再由1#或2#钢卷小车将鞍座上的钢卷运向1#或2#开卷机。
在这运输过程中,钢卷小车上的钢卷经过宽度、高度对中,使钢卷能自动并顺利地插入对应的1#、2#开卷机芯轴,开卷机设有CPC(自动对中控制系统)并保证钢卷中心线始终处于机组中心线位置。
开卷机头部设有转向夹送辊,通过磁力皮带将钢带引向运输皮带上,然后到双层剪。
带钢进入双层剪由人工设定剪切长度和剪切次数后自动剪切。
切下的废带钢通过传送带输送到废料箱。
带钢经过双切剪之后通过一个转向夹送辊到达焊机,焊机的作用是将前后的两卷带钢的带头带尾焊接在一起,使生产连续化。
焊机后面紧接着是月牙剪,月牙剪作用是剪去焊缝处带钢超宽部分,以减少带钢运行时对辊子的损伤。
经过焊接、挖边后的带钢通过1#和2#张力辊送至入口活套。
入口活套分为两个活套塔,每个活套塔的带钢储存量为468米。
入口活套用于贮存带钢,以保证当入口段上卷及焊接停机时工艺段连续运行。
在正常生产时入口活套通常处于满套状态,确保机组能稳定高速地运行。
梅钢电镀锡机组软熔工艺特点及其对质量的影响
・60 ・梅山科技2009年第4期梅钢电镀锡机组软熔工艺特点及其对质量的影响曹美霞 钱常耘 徐正东(梅山钢铁公司冷轧厂生产技术室 南京 210039)摘 要:阐述了合金层形成机理及其在镀锡板防腐蚀过程中发挥的作用,详细介绍了梅钢冷轧厂1420mm电镀锡机组软熔工艺和本机组所选用的联合软熔工艺的先进性,并重点分析了联合软熔工艺在消除木纹缺陷方面所起的作用。
关键词:电镀锡;合金层;联合软熔;木纹Technology Character isti cs of Reflow M elti n g of Electrolyti c T i n n i n g L i n e andIts Effect on Qua lity a tM e i gangCao M eixia Q ian Changyun X u Zhengdong(Pr oducti on Technique Secti on of Cold Rolling Plant ofMeishan Ir on&Steel Co.,Nanjing210039) Key words:electr olytic tinning;all oy layer;united refl ow melting;woodgrain 镀锡板俗称马口铁,通常是两面镀有商业纯锡的冷轧低碳薄钢板。
它集钢的强度、成形性与锡的耐蚀性、可焊性和光亮外观于一体,因而在很多领域都得到广泛应用[1]。
其生产过程主要包括镀前清洗、电(热)镀、软熔淬水、(电)化学钝化、涂油等一系列工序。
最终产品的质量依赖于锡层厚度、晶体形貌和方向、钝化膜及合金层厚度等参数[2]。
镀锡板有着多层结构,在防腐蚀过程中,每一层都起着重要作用,特别是Fe-Sn合金层的数量和质量。
生产上通过软熔处理获得镀锡层与钢板间的Fe-Sn金属间化合物,从而增加镀层的结合力和抗腐蚀性。
实验表明[3],软熔处理在一定范围内可以提高镀层结合力,降低镀层的孔隙率。
镀锡板基础知识及生产工艺流程

镀锡板基础知识及生产工艺流程一.什么是镀锡板镀锡板是在薄钢板上镀锡而制成的产品。
钢板如果不加保护就会生锈,若接触食品,铁还会溶出而使食品变味。
镀锡板最早是按照下述想法制造出来的:由钢板提供为制作罐头等所需的加工性能和强度等机械性能,而由锡提供光泽度等优良的表面性能。
但是锡的价格是铁的20~30倍,而且性质柔软,强度低,在生产镀锡板时,在使得产品具有优良的表面性能,即良好的耐蚀性,光亮的外观,良好的印刷性能的前提下,镀锡应尽量薄。
二、镀锡板的发展历史鼻祖:德 国镀锡板的发源可以追溯到14世纪,当时巴伐利亚在锻制的镀锡板上进行镀锡。
这种工艺扩展,17世纪德累斯顿形成繁荣的镀锡板贸易中心。
发展:英 国1697年英国的威尔士用水力驱动的轧钢机对钢板进行热轧,1720年在南威尔士以热轧薄铁板作为基板金属,并改进了酸洗和镀锡工艺,建立了一个镀锡板工厂。
三、镀锡板的特征(1)无毒,锡层本身对人体无害,做成食品包装很安全。
(2)外表美丽,易于外表涂饰和印刷。
(3)锡本身具有良好的耐蚀性,保护基体防止被腐蚀。
(4)锡焊性良好,容易制作成容器。
(5)锡具有良好的延展性、润滑性,能经受苛刻的加工。
(6)但是,不进行特殊的化学处理,在空气中易氧化变色,而且,在特殊的食品中,由于硫变产生黑变。
(7)锡层柔软,镀锡层不会裂开,也不会脱落。
四、镀锡板的构造镀锡板上各表面层的厚度五、镀锡板的分类(1)镀锡量以一定面积的镀锡原板上所镀上的锡的重量来表示。
一般我国以单面每平方米的重量克数(克/米2)来规定镀锡量,国际上以磅/基本箱⋅100来表示。
11.2克/米2相当于1磅/基本箱,国际上镀锡量标号为#100;常见的2.8克/米2, 5.6克/米2标号则为#25,#50。
差厚镀锡指的是上下表面的镀锡量不同,一般在某一侧印上差厚标记。
(2)镀锡表面按照电镀锡后的最终处理方法,一般可以分为光亮表面和无光泽表面。
无光泽表面是在电镀锡后不进行锡层软熔处理而制成。
浅析梅钢MSA电镀锡工艺及缺陷控制技术_陆永亮

2013年第6期梅山科技·27·檭檭檭檭檭檭檭檭檭檭殐殐殐殐问题探讨浅析梅钢MSA 电镀锡工艺及缺陷控制技术陆永亮1曹美霞2(1.梅山钢铁公司技术中心2.梅山钢铁公司冷轧厂南京210039)摘要:阐述了梅钢电镀锡机组生产流程和工艺技术特点,以及采用新型环保电镀液体系的优势,并分析了电镀锡产品的主要缺陷及其控制措施。
关键词:电镀锡;镀液;黑灰;木纹;淬水斑Discussion on MSA Electrolytic Tinning and Defect Control Technology at MeigangLu Yongliang 1Cao Meixia 2(1.Technology Center of Meishan Iron &Steel Co.2.Cold Rolling Plant of Meishan Iron &Steel Co.Nanjing 210039)Key words :electrolytic tinning ;plating solution ;smudge ;wood grain ;quench stain镀锡板是两面镀有纯锡的冷轧低碳薄钢板或钢带,其集钢的强度和成形性同锡的耐蚀性、可焊性和光亮外观于一体,因而在很多领域都得到了广泛的应用[1]。
梅钢电镀锡采用了国际上最新一代的MSA (甲基磺酸)工艺,取代了传统的PSA (苯酚磺酸)工艺,实现绿色生产,使梅钢成为中国第一个使用环保电镀技术的镀锡板制造企业。
镀锡产品具有防腐蚀能力强、坚固、美观、成形性好等诸多优点,广泛应用于食品及各种容器、冲压制品、包装材料和非食品工业,如食品罐、化工罐、喷雾罐、瓶盖,碳酸饮料罐、包装材料等。
1梅钢电镀锡工艺概述梅钢电镀锡机组设计生产能力为20万t ,可生产厚度0.18 0.55mm 、宽度700 1050mm 的镀锡板,2009年10月进入正式生产阶段,该机组采用了先进的生产工艺和新型MSA 环保镀液体系,提升了电镀锡的工艺技术水平。
001镀锡板生产工艺
2010年第3期梅山科技·59·檭檭檭檭檭檭檭檭檭檭殐殐殐殐综述镀锡板生产工艺许姣姣尚元艳赵东(梅山钢铁公司冷轧厂南京210039)摘要:镀锡板是一种附加值较高的冷轧产品,其生产工艺较复杂,除需经过大压下量的轧制变形外,还要对其进行热处理,消除加工硬化,然后再进行表面处理,使其具备耐蚀性和涂饰性。
主要介绍了梅钢镀锡板的生产工艺,重点是经过冷轧机后的带钢热处理及表面处理。
关键词:镀锡板;时效;退火;平整;电镀;后处理Production Technology of Tinplate Xu JiaojiaoShang YuanyanZhao Dong(Cold Rolling Plant of Meishan Iron &Steel Co.,Nanjing 210039)Key words :tinplate ;aging ;annealing ;skin-pass ;electroplating ;post-treatment 镀锡板是一种表面镀有一层极薄的纯锡层的钢板,又称作马口铁,其将钢的强度和成形性同锡的耐蚀性、锡焊性和美观的外表结合于一种材料之中,具有良好的抗腐蚀性能。
镀锡板的最大用途是用于食品包装,原因是镀锡板无毒、重量轻、强度高、耐蚀性好并且易于加工成形。
镀锡板也用于制作包装油类、润滑脂、涂料、化学品以及其它产品用的容器,喷雾罐和各种瓶盖。
1生产工艺镀锡板的生产工序为:酸洗→冷轧→退火→平整→电镀→镀后处理。
1.1酸洗及冷轧酸洗:热轧带钢进入冷轧机前需要经过酸洗以去除表面的氧化铁皮。
良好的酸洗效果有利于提高钢板表面质量和清洁度,以满足后续生产的需要。
冷轧:经过酸洗的带钢在冷轧机上进行大压下量的变形,使其达到规定的厚度。
在轧制过程中为确保产品质量,必须保证带钢厚度均匀,具有良好的表面质量,并满足平直度要求。
这些质量特性将反映到镀锡板最终产品质量上来。
1.2退火热轧带钢在冷轧过程中受到冷加工,其晶粒被轧碎或被拉长成纤维状组织,这样的带钢由于加工硬化而使强度升高,成形性能降低。
电镀锌层的后处理

电镀锌层的后处理(1)脱氢处理钢铁零件镀锌过程中,往往伴随还原析氢的副反应。
氢还原后一部分变成气体逸出,一部分以氢原子渗入到镀层和金属晶格点阵中,造成“氢脆”,影响零件寿命。
为此,某些钢材或用于特殊情况下的零件,必须进行脱氢处理,例如飞机上使用的镀锌件、弹性零件和高强度钢上镀锌件等。
采用加热处理将氢从零件内部赶出是常用的方法,而且温度越高,时间越长,除氢越彻底。
但当加热温度超过250℃时,锌结晶组织变形、发脆、耐蚀性明显下降。
因此一般用除氢温度为l90~230℃,2~3h。
渗碳件和锡焊件除氢温度一般为140~160℃,保温3h。
(2)出光出光可使镀层表面平整、光亮、钝化膜光泽好。
一般采用30~50g/L硝酸浸渍3~5s或采用Cr03100~150g/L,硫酸3~4g/L,室温浸渍5~10s。
(3)转化膜处理锌的化学性质活泼,在大气中容易氧化变暗,最后产生“白锈”腐蚀。
利用氧化剂在锌镀层上生成一层转化膜,使金属锌的耐蚀性提高并赋予镀层美丽外观的工艺称为转化膜处理,习惯上称为钝化处理。
目前,钝化工艺根据钝化液组成可分为铬酸盐钝化和无铬钝化,工业生产中仍以铬酸盐钝化为主,而且按照铬酸含量不同,铬酸盐钝化又分为高铬钝化、低铬钝化和超低铬钝化;按照钝化后镀层的颜色可分为彩色钝化、白钝化、五彩钝化、军绿钝化和黑钝化等。
①钝化膜形成机理长期以来,人们对钝化膜的成膜机理没有一个完整的解释,主要有两种学说,即化学成分学说和光波干涉成色学说。
下面以铬酸盐钝化为例简要说明其成膜机理。
铬酸盐钝化液由铬酸、活化剂和无机酸组成,锌与钝化液接触时,在酸性介质中发生氧化还原反应,即在酸性较强的高铬钝化液中,六价铬主要以Cr20;~形式存在,在酸性较弱的低铬和超低铬钝化液中六价铬主要以Cr042一形式存在。
由于上述反应中,消耗H+,使锌镀层与溶液界面上酸性减弱,pH值升高,当高于0.6时,钝化膜开始生成。
由于钝化膜的结构很复杂,因此其表达式不确定,现写出其中一种锌钝化膜的结构式,以便理解。
常用钢材表面处理工艺流程

常用钢材表面处理工艺流程(1)钢铁件电镀锌工艺流程┌酸性镀锌除油→除锈→│→纯化→干燥└碱性镀锌(2) 钢铁件常温发黑工艺流程┌浸脱水防锈油││烘干除油→除锈→常温发黑→│浸肥皂液——→浸锭子油或机油││└浸封闭剂(3) 钢铁件磷化工艺流程除油→除锈→表调→磷化→涂装(4)ABS/PC塑料电镀工艺流程除油→亲水→预粗化(PC≥50%)→粗化→中和→整面→活化→解胶→化学沉镍→镀焦铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镀封→镀铬(5)PCB电镀工艺流程除油→粗化→预浸→活化→解胶→化学沉铜→镀铜→酸性除油→微蚀→镀低应力镍→镀亮镍→镀金→干燥(6)钢铁件多层电镀工艺流程除油→除锈→镀氰化铜→镀酸铜→镀半亮镍→镀高硫镍→镀亮镍→镍封→镀铬(7)钢铁件前处理(打磨件、非打磨件)工艺流程1、打磨件→除蜡→热浸除油→电解除油→酸蚀→非它电镀2、非打磨件→热浸除油→电解除油→酸蚀→其它电镀(8)锌合金件镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀→镀碱铜→镀酸铜或焦磷酸铜→其它电镀(9)铝及其合金镀前处理工艺流程除蜡→热浸除油→电解除油→酸蚀除垢→化学沉锌→浸酸→二次沉新→镀碱铜或镍→其它电镀除蜡→热浸除油→电解除油→酸蚀除垢→铝铬化→干燥→喷沫或喷粉→烘干或粗化→成品除蜡→热浸除油→电解除油→酸蚀除垢→阳极氧化→染色→封闭→干燥→成品(10)铁件镀铬工艺流程:除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→预镀碱铜→酸性光亮铜(选择)→光亮镍→镀铬或其它除蜡→热浸除油→阴极→阳极→电解除油→弱酸浸蚀→半光亮镍→高硫镍→光亮镍→镍封(选择)→镀铬(11)锌合金镀铬工艺流程除蜡→热浸除油→阴极电解除油→浸酸→碱性光亮铜→焦磷酸铜(选择性)→酸性光亮铜(选择性)→光亮镍→镀铬(12) 电叻架及染色工艺流程前处理或电镀→纯水洗(2-3次) →预浸→电叻架→回收→纯水洗(2—3次)→烘干→成品电镀锌的技术很多,提供一些专利技术的给你看看.一种电镀锌钢板及钢板镀锌工艺,电镀锌钢板包括钢板及其上的电镀锌层,该电镀锌层含有15-8000ppm的锡。
电镀锡工艺电化学相关资料样本
第六章电镀锡预解决第一节概述带钢在电镀锡此前表面状态及干净限度是获得优良镀锡层先决条件。
在锈蚀或粘有油污带钢表面上,就不能获得光亮,结合力良好,耐蚀性能优越镀层。
生产实践表白,镀层浮现脱落、起泡、花斑等缺陷,往往是由于镀锡前预解决不当导致。
因此,带钢电镀锡前预解决是镀锡板生产过程中一种很重要环节,必要十分注重。
预解决任务是除去带钢表面上油污或者其她有机物质,和带钢表面上氧化物,如铁锈等,使带钢在进行电镀锡前具备一种清洁无氧化物存在活化表面。
预解决工艺涉及带钢脱脂和酸洗,以及其附设刷洗和冲洗等。
脱脂又分化学脱脂和电解脱脂。
要依照带钢表面污垢状况来选取恰当工艺和操作办法。
第二节化学脱脂一、目化学脱脂又叫化学除油。
在电镀锡生产中习惯称作化学脱脂。
化学脱脂是为生产二次冷轧镀锡板而设立。
送到镀锡车间二次冷轧带钢,其表面上残留有较厚轧制油和轧辊磨损物。
轧制油又常被润滑油和液压油污染。
这些油污必要一方面采用化学脱脂和刷洗办法,然后采用电解脱脂办法才干除去。
通过化学脱脂和刷洗后,二次冷轧带钢表面上油污大概能除去90~95%。
生产普通镀锡板时,在其原板上油污过多状况下,也可一方面通过化学脱脂,再通过电解脱脂。
但普通状况下可以不必通过化学脱脂。
这时,在化学脱脂槽内充以70~85℃水来保护设备,这样也可以减少背面电解脱脂工序热量损耗。
二、设备化学脱脂设备涉及一种脱脂槽、沉没辊、托料辊、脱脂液循环系统及其背面l号刷洗机等。
槽子构造分为上下两某些。
在槽子上部有一溢流孔,用来控制液面位置。
槽子下某些底部有一种供清扫槽内脏物门,侧面尚有一种窥孔窗,用来观测穿带时带钢状况和检查沉没辊状况。
底部尚有液体输入口和排放孔。
槽子下部两侧还设有装卸沉没辊圆形孔,沉没辊经该孔插入和抽出。
槽子上部和下部都是钢板焊接而成。
钢板都衬有硬橡胶,槽子内壁有5毫米厚,外部有3毫米厚硬橡胶,以防止化学液体腐蚀。
带钢从化学脱脂槽出来后来,进入l号刷洗机进行刷洗。
金属表面镀工艺镀后处理知识

金属表面镀工艺镀后处理知识1、前言镀后处理和镀前处理在金属的表面镀工艺中占有极其重要的地位,许多采用表面镀技术制造的产品出现缺陷往往都是由前处理或后处理不当造成的,有关前处理的知识在一般的电镀书中都有比较详细的叙述,但对镀后处理还没有文章进行过系统的论述,镀后处理的目的主要是为了提高镀层的耐腐蚀性能或者保持镀层原有的特性,其中最主要的镀后处理是除氢处理和钝化处理。
为了提高镀层的抗腐蚀性能,一般都要同时进行除氢和钝化处理,有些还需要涂有机膜,如镀锌件目前一般要经过除氢和化学钝化处理,仿金电镀要经过化学钝化和涂有机膜处理等。
2、镀后处理2.1除氢处理除氢对于电镀产品显得尤为重要,因为在电镀体系中,被镀金属离子在阴极上得到电子,氢离子也同样会得到电子,生成原子态的氢,渗透到金属镀层内部,使镀层产生疏松,当搁置一段时间后,原子态的氢会结合生成氢气而体积膨胀,这样就导致镀层产生针孔、鼓泡甚至脱落等不良缺陷,如果渗透到基体还会导致整个构件的氢脆现象,特别是对于高强度钢,一旦渗氢容易导致构件的脆断。
因此,电镀后要在一定的温度下热处理数小时,以驱除渗透到镀层下面或者基体金属中的氢。
相对于钝化处理来说,除氢处理的方法比较单一和简单,一般都是采用热处理的方式把原子态的氢驱逐出来,对于常用的镀锌构件,一般是在带风机的烘箱中,220℃恒温条件下保温2小时,这个工序一般是在钝化之前,这样不会造成由于驱氢而导致钝化层的破裂。
不锈钢化学镀镍后经过400℃,1.5h 的热处理,可以显著提高其硬度,降低脆性。
Fe-Mn合金镀层经过100℃、150℃、200℃,1.5h的除氢处理后,拉伸结合强度分别提高了49.5%、75.5%和121.8%[5],可见,除氢处理对于提高镀层的性能具有重要作用。
由上可见,除氢处理通常是选择一个最佳的温度区间(一般是在200~300℃之间)和时间(一般是2~3h)进行热处理,但是针对不同的镀层稍有差异,而且不同的处理温度和处理时间对镀层的性能也有一定的影响。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
艺 。梅 钢 电镀锡机 组 后 处理段 采 用联合 软 熔和 阴极 钝 化 工 艺 , 并且 在 钝 化 冲 洗段 设 计 了两个
冲洗槽 , 现 了此条机 组设 计 的先 进性 与合 理性 。 体
关键 词 : 熔 ; 化 ; 软 钝 电镀 锡薄 钢板
Po t t e m e oc s e t o ytc Ti s - r at nt Pr e s of El c r l i npl e at M e gang at i
维普资讯
20 0 8年第 2期
梅 山科 技
梅钢 电镀 锡 薄钢 板 后 处理 工艺
尚元 艳 张 爱 华
( 山钢 铁 公 司 冷 轧 厂 南 京 2 0 3 ) 梅 10 9
摘
要 : 要 介 绍梅钢 2 0 主 0 9年 将 要 投 产 的 14 0mm 电 镀 锡 机 组 的 后 处 理 软 熔 、 化 工 2 钝
移动 式 联 合 软 熔
越 桕
纯 感 应 软 熔
一 Ⅲ 一
●■ —l - ]
图 例
; ‘ 厂 ‘
移【 动 围 / R 范
r■ ■
L [ ]
卜
/
线 圈
—. 6.导 辊 - 电 碎 2 ▲
L l _ J ]
一
的 不 足 之 处 的 一 次 重 大 改 进 。下 面 就 梅 钢 电 镀 后 处 理 中 软 熔 、 化 工 艺 和 该 机 组 在 后 处 理 段 设 计 钝
钢板 通常 是将 冷轧 薄 带 钢 ( 下称 钢 带 ) 过 碱洗 、 通 酸洗 、 电镀 、 熔 、 化 、 油 等 工序 处 理 而 成 的 。 软 钝 涂 碱洗 、 酸洗为 电镀 前处 理 , 软熔 、 钝化 、 涂油 为 电镀 后处 理 。钢带 镀锡前 处 理是 采用 金属 电镀 前通 用 工艺 , 而它 的镀 后 处 理 , 别 是 软熔 、 化 都 是 采 特 钝 用 电镀 锡所 特 有 的处 理 过 程 , 中 电镀 锡 板 中的 其 锡 铁 合金 层 、 化 膜 、 化 膜就 是 在 软 熔 、 化 工 氧 钝 钝
电 流
.
1 导 电辊 淬水 槽
淬 l / 0 k R:】 0 8
T tl ba :
=/ :密 :度
3 套 ’
合 金 层厚 度精 确度
表 面质 量 热效率
< ± 0 1g m . /
温 度 分 布 均 匀 一 发 生 淬 水 斑 几 率 小 8 O
◎
◎ ◎
Sh g an Yua nyan Zha i a ng A hu
( l l n a to es a r n 8 t e ., ni g 2 0 3 ) Cod Rol gPln fM ih n Io LS e l i Co Na j 1 0 9 n
Ke r : of e tng; a sv tn e e t o ytc tnp a e y wo ds s tm li p s i a i g; lc r l i i l t
< ±
热 表 面 一
『
o
o
注 : : 好 , : , : ; I R: 应线 圈 , / 电 阻 软熔 。 ◎ 较 o 好 丫 差 / 感 C R;
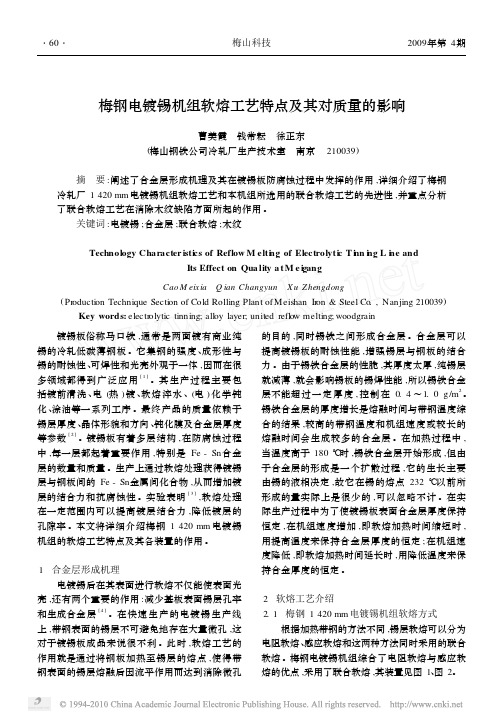
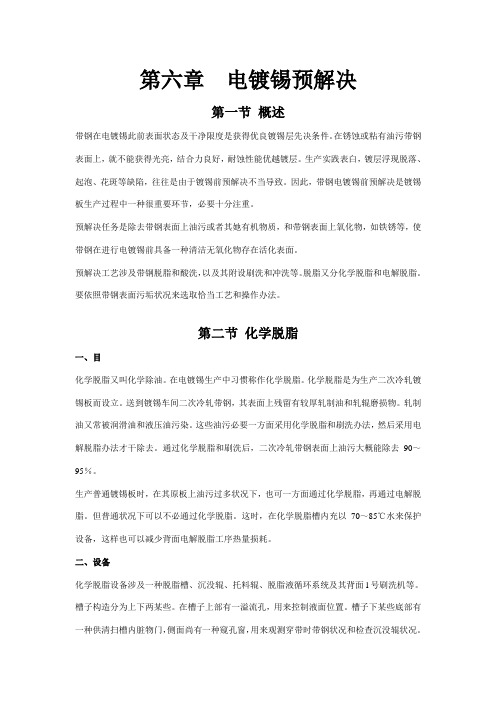
软熔 的方法 。感 应软 熔法 是一 种 采用 高频感 应线
维普资讯
・
2・
梅 山科 技
20 0 8年第 2期 表 1 电阻软熔 和 感应 软熔 优缺点 比较
圈加热 带钢 的软熔 方法 。表 1 电阻 软熔 和感应 是 软熔 2 软熔 方法 的优 缺点 比较 。联合 软熔 法是 种
序生 成 的 。
的先进 性 与合 理性 作一 详 细介绍 。
1 软 熔 工 艺
带 钢在 电镀 段镀 上锡 层后 , 表 面呈乳 白色 , 其 没 有金 属光 泽 , 在显微 镜 下观 察 , 种锡 层是 呈微 这
粒 状 的锡粒 , 着力较 差 。因此 , 须将 镀锡 带钢 附 必
电镀 锡 薄钢 板 ( 称 马 口铁 ) 面有 6层 物 又 表 质, 分别 为 钢基 板 、 铁 合 金油 膜 , 构 造 和 成 分 见 图 ] 电 镀 锡 薄 其 。
梅钢 14 0mm 电镀 锡 机组 是 由 日本 新 日铁 2 设计 的 , 预计 2 0 —8建 成 投 产 。此 次设 计 是 对 0 90 1 0年前 新 日铁设 计 的宝钢 14 0Im 电镀 锡机 组 2 l i
镀 锡 板 的防腐 能力 以及 锡层 与基 体 间的结 合力 和
致密 性 , 会增 加镀 锡板 的表 面光 泽 。 并
1 1 软 熔 方 式 .
电镀锡 机组 中软 熔 的方 法 有 3种 , 电阻 软 即 熔 、 应软熔 和联 合 软 熔 。电 阻软 熔 法 是 镀锡 带 感
钢 在 2个 导 电辊 之 间 被 通 过 带 钢 的 交 流 电加 热 而
加 热到 锡 的熔点 2 2℃ 以上 , 钢 表 面 的 锡层 就 " 3 带 会熔 化并 流 动 而 产 生 金属 光 泽 。锡 层 熔 化 后 , 立 即浸 入水 中冷 却 , 变 成 光亮 的镀 锡 板 。带 钢 经 会 过软 熔加 热处 理 后 , 镀 锡 层 与 基体 间会 生 成 一 在 定 量 的锡 铁合 金 ( e n ) F S 。这 层合 金 层 能 够 提 高
将 电阻软 熔 与 感 应 软熔 结 合 起 来 的~ 种 软 熔 方 法 。表 2是 联 合 软熔 与感 应软 熔 的优 缺 点 比较 。 通过 比较 可以看 出 , 合 软 熔 是 生产 出高 表 面质 联
量 电镀 锡板 的一 种较好 的软 熔方 法 。 表 2 联 合软熔 和 感应 软熔 优缺 点 比较