流程方法稽核表
稽核管理流程
稽核管理流程
一、稽核计划阶段
1.制定计划
(1)确定稽核周期和范围
(2)确定稽核目标和重点
2.制定方案
(1)确定稽核方法和程序
(2)确定稽核人员和责任
二、稽核准备阶段
1.资料准备
(1)收集相关资料和文件
(2)准备稽核工具和表格
2.通知通告
(1)发送稽核通知和安排
(2)确定稽核时间和地点
三、现场稽核阶段
1.入场准备
(1)准备入场所需文件和证件
(2)与被稽核单位沟通确认
2.实地检查
(1)进行现场巡查和检查
(2)记录发现问题和异常
3.数据收集
(1)收集相关数据和信息
(2)核对数据的真实性和完整性
四、稽核报告阶段
1.整理资料
(1)汇总稽核数据和记录
(2)整理稽核报告所需材料
2.编写报告
(1)撰写稽核报告
(2)确保报告清晰准确
3.提交报告
(1)报告提交给相关部门或领导(2)说明发现问题和建议改进措施
五、跟踪整改阶段
1.制定整改计划
(1)确定问题整改责任人和时限(2)制定整改措施和方案
2.跟踪执行
(1)监督整改进展和执行情况(2)提供必要支持和协助
3.验证结果
(1)检查整改结果和效果
(2)确认问题是否得到解决
六、总结和改进阶段
1.经验总结
(1)汇总稽核经验和教训
(2)提出改进建议和措施
2.完善制度
(1)修订相关制度和流程
(2)提升稽核管理水平和效率。
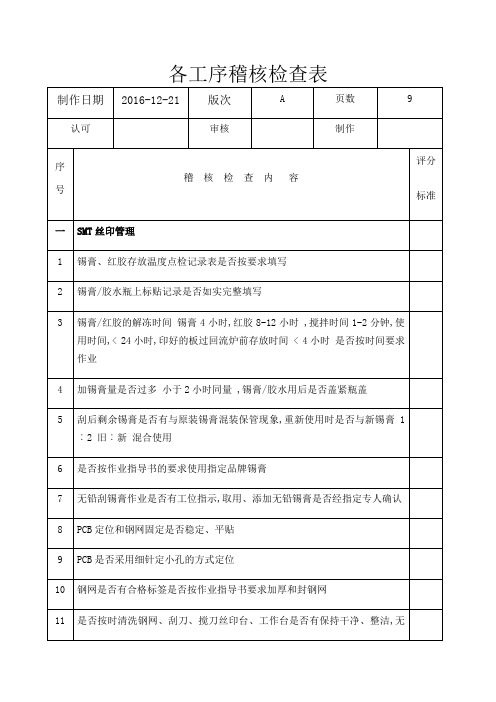
电子制造业IPQC各工序稽核检查表
软件拷贝记录是否填写完整
14
碟片是否读碟面朝上放置,是否有重叠的现象贵重的专用测试碟是否每班有专人进行使用状况的确认
15
如怀疑会烧机芯的板,不可拿到其它工装测试,是否单独交维修分析并记录
16
测试OK板在流水线上是否按统一方向和位置放置
17
为避免机芯烧坏,测试排线的使用、检查、修复、更换是否有剪伤锡点,剪完后是否有检查其脚长
10
烙铁海绵是否定时清洁并保持适量水分,烙铁头是否干净
11
后加元件是否标示位置、规格,是否通知IPQC进行首件检查
12
流水线上不同工位的放板方向和位置是否有规定区分,保持整齐和间隔均匀、适当
13
下班时传送带线上是否有留板现象
13
用大量的料是否预先装好料待用,换料动作是否按顺序“取出供料器 备用供料器装
料放入站位 拆出原供料器料盘”进行作业,以节省机器停机时间
14
15
三
手贴作业
1
手贴物料是否标示规格、型号、位置,IC是否标示丝印,备用料是否也有规格、型号标示
2
是否按极性方向排列,无堆料现象
3
手贴散料放置是否使用防静电盒或防静电盘
8
贴胶纸是否有垫防静电垫或防静电海棉,是否用非金属物切割胶纸是否有挂伤板卡的现象
9
插件员工是否双手交替作业
10
插件工位区域内是否有散落零件
11
流水线上PCB放置是否因空位造成作业员等板的现象流水线速度与作业速度是否一致
12
掉件的板卡是否贴上标记重新下线,零件规格是否经确认后插入PCB
13
套模是否面向下放置,使用前是否检查和清理杂物后才使用
6
元件是否有分类、区分、标示、补件的料盒内是否存在混料现象
医保稽核流程
医保稽核流程
一、稽核准备阶段
1.制定稽核计划
(1)确定稽核范围和对象
(2)制定稽核时间表
2.收集相关资料
(1)医疗机构资质证明
(2)就医人员医疗记录
(3)药品和医疗器械采购记录
3.组建稽核团队
(1)指定稽核负责人
(2)确定稽核人员名单
二、稽核实施阶段
1.进行现场稽核
(1)查看医疗机构实际运营情况(2)对照资料进行核实
2.进行数据分析
(1)分析医疗费用支出情况
(2)检查医保报销记录
3.进行风险评估
(1)发现问题和异常情况(2)评估风险程度
三、稽核报告编制阶段
1.汇总稽核结果
(1)归纳问题点和异常情况(2)总结风险评估结果
2.撰写稽核报告
(1)描述稽核过程和方法(2)提出改进建议和整改措施
四、稽核结果反馈阶段
1.向医疗机构反馈稽核结果(1)说明问题和异常情况
2.协助医疗机构整改
(1)提供改进建议和指导(2)督促整改措施的落实
五、稽核结束阶段
1.审核整改效果
(1)检查医疗机构整改情况2.形成最终稽核报告
(1)确认问题整改情况(2)提交最终稽核报告。
餐厅QM稽核表
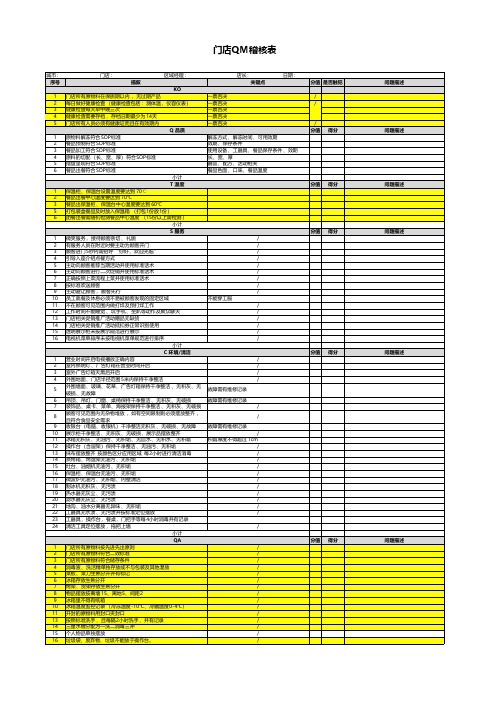
日期:____________
原料的切配 (长、宽、厚)符合SOP标准
摆盘呈现符合 SOP标准
餐品出餐符合 SOP标准
小计
T 温度
保温柜、保温台设置温度要达到 70℃
餐品出餐中心温度要达到 70℃
餐品出保温柜 、保温台中心温度要达到 60℃
打包装盒餐品及时放入保温箱 (打包1份放1份)
团餐出餐需随机检测餐品中心温度 (15份以上需检测 )
小计 合计 近一周营运标准执行情况 1 门店会议记录并在监控可见范围内 2 门店培训记录并在监控可见范围内 3 门店菜品培训视频 6 值班管理手册按时完成
备注及辅导计划 :
分值 得分
问题描述
/
/
/
/
/
分值 得分
问题描述
/
/
/
/
/
/
/
/
/
/
分值 得分
问题描述
分值:____________
____________ 门店确认:____________
制冰机无积灰 、无污渍
热水器无灰尘 、无污渍
滤水器无灰尘 、无污渍
地沟、油水分离器无异味 、无积垢
工器具无水渍 、无污渍并按标准定位摆放
工器具,操作台,餐桌,门把手等每 4小时消毒并有记录
清洁工具定位摆放 ,拖把上墙
小计
QA
门店所有原物料按先进先出原则
门店所有原物料符合二效标准
门店所有原物料符合储存条件
消毒液 、洗洁精单独存放或不与包装及其他混放
开
物品摆放按离墙 15、离地5、间距2
冰箱里不得有纸箱
冰箱温度监控记录 (冷冻温度-10℃、冷藏温度0-4℃)
制程稽核作业程序
版本(次)
生效日期
规定静止时间内就使用,对品质存在较大的隐患。
5>环境:环境也是影响生产中的一大要素,温湿度、含尘量都是环境因
素,如:无尘室内的温湿度不在范围内,会导致菲林涨缩。
5.2.3持续未改善处理办法:
1>所有违规现场由当站品保要求责任制程主管书面对策改善。
2>以月为单位针对各制程人员违规稽核缺失前三项,设定月目标,以单
项违规次数降低50%做为下月目标值。
3>如设定目标第一个月未达成时,将以看板宣导方式,将未达标项目张
贴作业现场。
4>如设定目标第二个月未达成时,将以看板宣导方式,将未达标项目张
贴制造部办公室,供制造最高主管,每日开会宣导。
5>如设定目标第三个月未达成时,将对制程课长及主任呈报处理。
处理
结果由稽核统一归档。
5.2.4若查核标准互有抵触时,按下列规范为准:
1>作业规范,
2>操作规范
3>最新联络单
4>最新会议记录
+0.15+0.30NG NG OK 30mm 30mm 5mm 60-100mm。
审计中的稽核程序和方法
审计中的稽核程序和方法在审计过程中,稽核是一个关键环节,它通过对财务数据、财务报表和内部控制的检查,评估企业的财务状况和运营情况的真实性和准确性。
本文将介绍审计中常用的稽核程序和方法,以帮助读者了解稽核的过程和注意事项。
一、审计中的稽核程序1. 准备工作在开始稽核之前,审计师需要了解被审计单位的业务特点、内部控制制度和财务报表编制方法,以及审计目标和计划。
准备工作包括与被审计单位进行沟通、获取相关文件和资料,并对其进行初步分析。
2. 内部控制评价内部控制评价是审计中的重要环节,它以审计员为中心,对被审计单位的内部控制制度进行评价。
包括了解内部控制制度的设计和运行情况,评估其有效性,并制定相应的稽核程序。
3. 采样测试与细节测试采样测试是通过对被审计单位的财务数据进行抽样检查,验证其真实性和准确性。
细节测试是对具体交易和账务进行详细的检查,确保其合规性和完整性。
4. 相关方情况调查审计过程中,审计师需要对与被审计单位有关的各方进行调查,了解其对被审计单位的影响和关系。
这些相关方可能包括供应商、客户、合作伙伴等。
5. 进行复核与调整复核与调整是指审计师在稽核过程中及时发现问题并进行整改。
如果发现数据错误或违规行为,审计师将提出调整建议,以提高被审计单位的财务报表准确性和合规性。
6. 编制审计报告在审计过程结束后,审计师将根据所收集的信息和稽核结果,编制审计报告。
该报告会对被审计单位的财务状况和内部控制情况进行评价,提供审计意见以供相关方参考。
二、审计中的稽核方法1. 文件检查法文件检查法是指通过查阅和检查被审计单位的相关文件和资料,验证其真实性和完整性。
这些文件可以涉及财务报表、账户凭证、合同以及其他与财务信息相关的文件。
2. 确认函法确认函法是通过书面或口头形式向被审计单位的相关方发送确认函,核实其与被审计单位的交易和关系。
确认函可用于核实客户账户余额、债务情况、收入和费用等信息。
3. 抽样法抽样法是指从被审计单位的财务数据中随机选取一部分进行检查,以获取全面和可靠的审计结论。
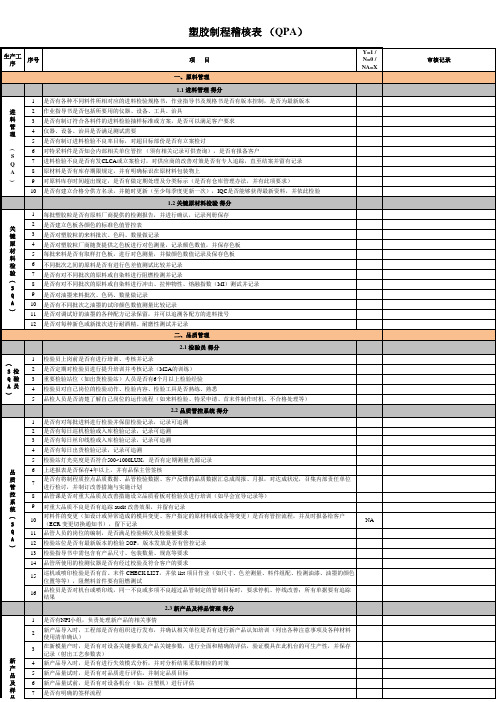
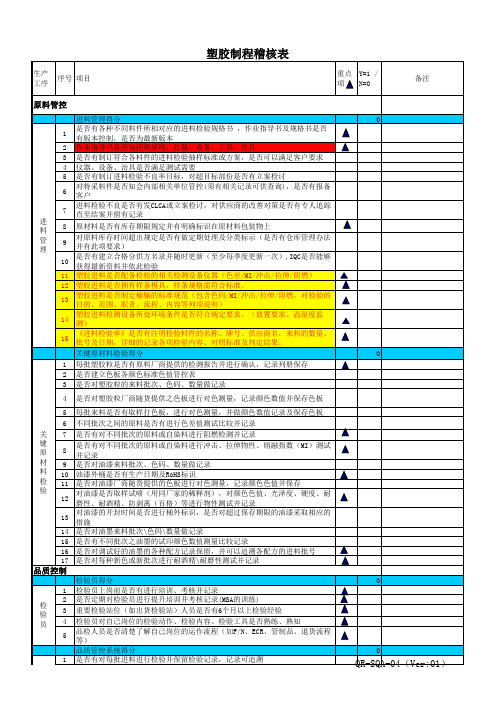
塑胶制程稽核表QPA
程
19 机台生产产品,是否有检验与修理下限样品,作业员是否按其操作检验
20 作业员是否及时记录不良品及良品数据(生产日报)
S
Q
21 机台上堆放的成品,是否有保护措施,不得裸叠
A
22 机台的报废品、料把需与料块分开存放
23 机台处,不同于现场生产的物料是否清离出现场(如原料、标签、产品、样品等) 24 机台作业员是否戴手套作业(高亮面产品必须戴防静电帽、防静电手套及手指套) 25 工作台是否有铺垫、海棉块之保护垫 ,且整洁无料渣、无私人物品等杂物 26 工具是否有工具架且固定放置(如电吹风、烙铁等) 27 机台上及周围地面无料把、料粒等杂物,保持干净整洁 28 机台的边角料是否有收集器,且收集器内不得有其它杂物
7
每日是否有对印刷状况作技术统计分析(如不同印刷手之间的印刷品质状况),不良信息是否有定期收集,并能反馈相关 部门分析,以推动改善
Y=1 / N=0 / NA=X
NA NA NA
审核记录
塑胶制程稽核表 (QPA)
生产工 序
序号
项目
(
)
8 印刷网板是否有专人保管,并立清册管理(如借用登记记录等)
印
9 过期网板,是否及时作废,有无记录
管
理
4 仪器、设备、治具是否满足测试需要
5 是否有制订进料检验不良率目标,对超目标部份是否有立案检讨
6 对特采料件是否知会内部相关单位管控 (须有相关记录可供查询),是否有报备客户
S Q
7 进料检验不良是否有发CLCA或立案检讨,对供应商的改善对策是否有专人追踪,直至结案并留有记录
A
8 原材料是否有库存期限规定,并有明确标识在原材料包装物上
二、品质管理
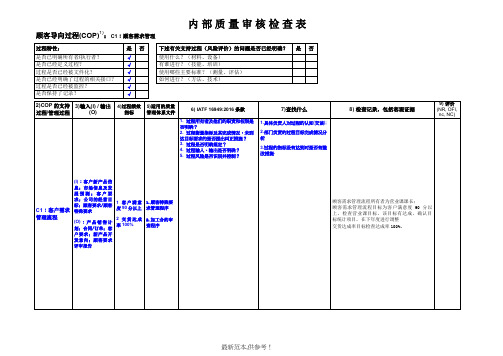
IATF16949内部质量审核检查表(按过程方法编制)
这些要求应包括回收再利用、对环境的影响,以及根据组织对产品及制造过程的认知所识别的特性。
包括但不限于:
所有适用的与材料的获得、存储、搬运、回收、销毁、废弃有关的政府、安全、环境法规。
7.是否收集和分析公司产品符合政府、安全性和环境法规?
环安课负责收集和分析政府、安全性、环境法规,确定公司生产过程及产品符合以上要求
顾客要求如产品产能、膜厚、盐雾试验通过新品制作进行开发并确定量产达成
查APQP资料,针对不同的电镀规格进行了策划,包含客户的图纸、技术规范。APQP份阶段进行了策划并对最终制造可行性进行了分析
8.2.3.1.2顾客指定的特殊特性
组织应符合顾客对特殊特性的指定、批准文件和控制的要求。
8.2.3பைடு நூலகம்1.3组织制造可行性
8)评价
(NR, OFI, nc, NC)
C02:产品实现策划
(I)公司的经营计划;新产品开发的可行性报告;新产品开发计划;客户要求;公司现有的资源和流程的能力、生产率及成本目标
(O)工程票;控制计划;样品/产品
PPAP通过率95%
1.新品制作管理程序
2.PPAP程序3.PFMEA程序
4.工程变更管理程序
√
如何进行?(方法、技术)
过程是否已经被监控?
√
是否保持了记录?
√
2)COP的支持过程/管理过程
3)输入(I) /输出(O)
4)过程绩效指标
5)适用的质量管理体系文件
6) IATF 16949:2016条款
7)查找什么
8)检查记录,包括客观证据
9)评价
(NR, OFI, nc, NC)
C1:客户需求管理流程
制程稽核表(塑胶)
是否有每日首末件,生产前FAI,巡机检验或入库检验记录,记录可追溯 是否有每日喷漆线线检或入库检验记录,记录可追溯 是否有每日出货检验记录,记录可追溯 检验站灯光亮度是否符合500~1000LUX,是否有定期测量光源记录 上述报表是否保存4年以上,并有品保主管签核 是否制订标准外观,结构检验规范,并对技术员,检验员进行教育训练 首末件是否有对应检查成型工艺之壓力溫度速度,与成型工艺表一致 是否有将制程质控点品质数据、品管检验数据、客户反馈的品质数据汇总成周 报、月报,对达成状况,召集内部责任单位进行检讨,并制订改善措施与实施 计划 品管课是否对重大品质及改善措施设立品质看板对检验员进行培训(如早会宣 导记录等) 对重大品质不良是否有追踪AUDIT改善效果,并留有记录 对料件的变更(如设计或异常造成的模具变更、客户指定的原材料或设备等变 更)是否有管控流程,并及时报备给客户(ECR变更切换通知书),留下记录 品管人员的岗位的编制是否满足检验频次及检验量要求 检验站位是否有最新版本的检验SOP,版本发放是否有管控记录 检验指导书中需包含有产品尺寸、包装方式、包装数量等要求 品管所使用的检测仪器是否有经过校验及符合客户的要求 半成品或喷印检验是否有首、末件CHECK LIST,并依list项目作业(如尺寸、 料件组配,平整度、落球测试等等),阻燃料首件要有阻燃测试 是否有作喷漆/印刷等外观件,首末件确认并记录其位置参数与颜色色差测量, 耐模硬度等信赖性测试 品检员是否对机台或喷印线同一不良或多项不良超过品管制定的管制目标时要 求停机、停线改善。所有单据要有追踪结果 新产品及样品管理得分 有NPI小组,负责处理新产品的相关事情 新产品导入时品管是否有组织进行发布,并确认相关单位是否有进行新产品认 知培训(列出各种注意事项及各种材料使用清单确认) 在新模量产时,是否有对设备关键参数及产品关键参数进行全面和精确的评估 、验证模具在此机台的可生产性并保存记录(射出工艺参数表) 新产品导入时是否有进行失效模式分析及对分析结果采取相应的对策 新产品量试时是否有对品质进行评估,并制定品质目标 新产品量试前是否有对设备机台(如:注塑机)进行评估 是否有明确的签样流程 样品在送出时是否经过品管单位的确认,并留有记录 对于客户提出的样品之缺陷,是否有及时改善,并保留改善记录,再送样 样品是否保存完好,并列清册管理,有保存期限及更新记录、限量及维护样品 的管理办法等,保留使用记录 复制样品是否经过品管组长级以上确认 是否有CHECK量产或检验与样品之一致性,样品是否为最新有效的。 样品报废是否有保留记录及报废原因说明 品管是否对样品相关要求进行培训并记录 品管是否按样品上所要求的关键参数及特殊要求,对SOP进行更新 新产品及新上模的产品要有三次元量测记录 新产品阻燃料件要做阻燃测试,并保留记录
TS16949管理过程(MP)流程方式稽核工作表说课讲解
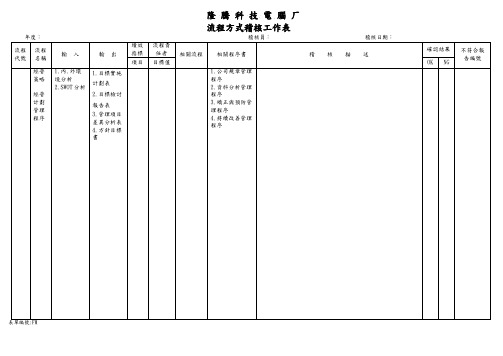
流程方式稽核工作表
年度:稽核員: 稽核日期:
流程代號
流程名稱
輸 入
輸 出
績效指標
流程責任者
相關流程
相關程序書
稽 核 描 述
確認結果
不符合報告編號
項目
目標值
OK
NG
經營策略
經營計劃管理程序
1.內.外環境分析2.SWOT分析
1.目標實施計劃表 2.目標檢討報告表
3.管理項目差異分析表4.方針目標書
確認結果
不符合報告編號
項目
目標值
OK
NG
持續改善
1.品質政策,品質目標達成情況
1、內/外部品質稽核資料分析,矯正與預防實施狀況
3、管理評審的結果信息
4、產品特性與制程參數的改善
5、制程變異降低等現狀
6、生產效率,能耗,標准,5S,設備執行情況
7、提案改善單
1.提案改善登記表
2.提案改善評核表
3.提案改善單
確認結果
不符合報告編號
項目
目標值
OK
NG
矯正預防措施
1. 管理評審,內外稽核時問題
2、進料判定不合格之物料
3、客戶客訴
4、交貨不能達到目標時
5、內部產品異常問題
6、協力廠商逾期交貨統墳
7
1.內稽不符改善追蹤表
2.客戶抱怨處理單
3.來貨次品處理單
4.異常處理報告單
6.8D表單
7.矯正與預防報告單
8.工程變更申請單
流程代號
流程名稱
輸 入
輸 出
績效指標
流程責任者
相關流程
相關程序書
稽核描述
内部稽核管制程序完整流程
1.目的:检查本厂内部品质系统运作的合理性,提出具体客观的证据,以减少及清除不良问题发生, 且同时作为管理阶层改善品质系统运作的参考依据。
2.适用范围:本厂所属的品质管理系统均适用。
3.权责:3.1管理代表:负责编制年度稽核计划, 任命稽核组长及稽核组成员。
3.2稽核组:执行内稽工作,并向管理层汇报稽核结果。
4.定义:4.1 CAR(Corrective Action Requirement):改善行动要求,指品质系统运行发生不合格时,要求不合格发生部门提出改善措施。
本厂指《矫正与预防措施单》。
5.作业流程图:6. 作业内容:6.1 拟定审核计划:6.1.1管理代表或其指定人每年年底拟定下一年《年度稽核计划表》,包含预定稽核部门或区域,选定稽核范围,预定执行稽核的月别等,呈最高管理者批准。
6.1.2定期稽核一年两次,上、下半年各一次,每月采取滚动式稽核对体系运行情况进行检查, 不定期稽核指有品质异常、组织变动等重大之事项时,依需要临时召开。
6.2 稽核准备:内稽小组依《年度稽核计划表》于稽核前通知被稽核部门。
6.2.1内稽小组事先了解受稽核部门的业务状况,并联络排定稽核的日期与时间。
6.2.2 稽核人员指派及任务分配:每位稽核员均应分配与受稽核活动无直接责任关系的部门稽核,任务的分派由组长与相关稽核员等商讨后决定。
6.2.3 稽核员准备工作:包括准备《内部稽核查检表》等表单及调阅所稽核部门的文件。
6.2.4 收悉《内部稽核通知单》后,受稽核部门主管应指派专人给予稽核人员作业支持6.3 稽核范围与项目:与稽核有关的文件包含品质手册、品质程序、作业指导书以及相关记录、报告、标签等。
6.4 稽核作业:6.4.1 视需要与否召开首次会议,说明审核的目的和范围,说明排程表,确定受稽核单位陪同人员,暂定总结会议时间。
6.4.2 执行稽核作业时,在受稽核部门观察到的符合或不良现象应详细登录于《内部稽核查检表》上,不良现象的内容应包含相关文件的编号、不符合及违反文件的现况等详细叙述。
PPE稽核表doc
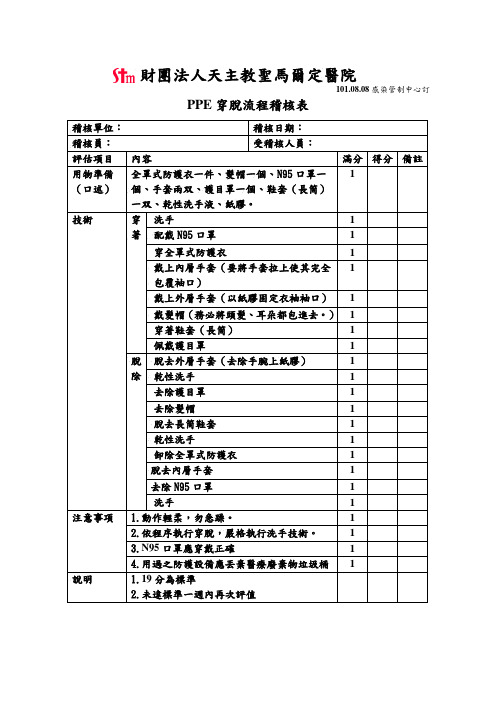
戴上外層手套(以紙膠固定衣袖袖口)
1
戴髮帽(務必將頭髮、耳朵都包進去。)
1
穿著鞋套(長筒)
1
佩戴護目罩
1
脫除
脫去外層手套(去除手腕上紙膠)
1
乾性洗手
1
去除護目罩
1
去除髮帽
1
脫去長筒鞋套
1
乾性洗手
1
卸除全罩式防護衣
1
脫去內層手套
1
去除N95口罩
1
洗手
1
注意事項
1.動作輕柔,勿急躁。
1
2.依程序執行穿脫,嚴格執行洗手技術。
財團法人天主教聖馬爾定醫院
PPE穿脫流程稽核表
稽核單位:
稽核日期:
稽核員:
受稽核人員:
評估項目
內容
滿分
得分
備註
用物準備
(口述)
全罩式防護衣一件、髮帽一個、N95口罩一個、手套兩双、護目罩一個、鞋套(長筒)一双、乾性洗手液、紙膠。
1
技術
穿
著
洗手
1
配戴N95口罩
1
穿全罩式防護衣
1
戴上內層手套(要將手套拉上使其完全包覆袖口)
1
3.N95口罩應穿戴正確
1
4.用過之防護設備應丟棄醫療廢棄物垃圾桶
1
說明
分為標準
2.未達標準一週內再次評值
内部稽核流程图
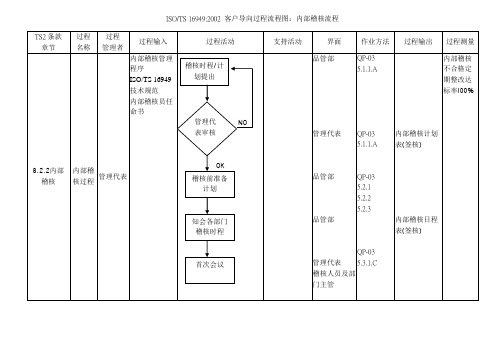
内 内部稽 部 管理代表 核过程 稽核
稽核前准备 计划
QP-03 5.2.1 5.2.2 5.2.3
知会各部门 稽核时程
首次会议
QP-03 5.3.1.C 管理代表 稽核人员及部 门主管
ISO/TS 16949:2002 客户导向过程流程图:内部稽核流程
内部稽核管理 程序 ISO/TS 16949 技术规范 ISO/TS 内部稽核员任 命书
稽核进行 末次会议
受稽核部 门配合
稽核人员受 QP-03 5.3.3 内部品质稽核 内部稽核 稽部门 检查记录表 不合格定 期整改达 管理代表 QP-03 5.3.5 稽核人员及部 门主管 相关部门 稽核人员 管理代表 标率 签到表 确认查检表之 不符合事项
纠正预防
相关部门 改善提出
内 内部稽 管理代表 部稽核 核过程
不符合报告 详见:QP-03 内部品质/环境 5.3.5A 稽核缺点追踪 5.3.5B 表 5.3.5C 5.3.5D 5.3.5E 5.3.5F 详见:QP-03 追踪确认结果 QP-03 5.3.6 5.4 结案
界面 品管部
作业方法 QP-03 5.1.1.A
过程输出
过程测量 内部稽核 不合格定 期整改达 标率
管理代 表审核
管理代表 品管部 品管部
QP-03 5.1.1.A
内部稽核计划 表签核 内部稽核日程 表签核
ISO/TS 16949:2002 客户导向过程流程图:内部稽核流程
TS2 条款 章节
过程 名称
过程 管理者
工厂塑模课流程稽核表
g.图档清单交由文控发行及管控
h.设计人员参与指导协助模具组装
j.组装完成后检查,无异常开《试模报告表》试模
k.试模异常,开《修模联络单》维修,并记录维修过程
l.品管判定后,模修将维修过程记录于《模具维修履历表》
m.试模状况填写于《试模报告表》,品管做尺寸量测
1.2 模具维修保养流程
a.模具故障,注塑填写《修模联络单》
d.归档的记录收集成册,按顺序排列,并编制目录
e.按规定的保存期限保存记录,销毁时填写《文件废止/ 销毁总览表》
3 数据核查
4 配合度
积极配合稽核人员工作
合计得分: 备注: 稽核评分标准:① 2分:符合要求,且有效执行;② 1分:部分符合要求,未得到有效执行;③ 0分:完全不符合,未执行
b.将维修状况记录于《修模联络单》及《模具维修履历表》
c.品管判定试模状况,模具课确认,研发做最终判定
d.品管对修模后的首件进行确认
e.依《模具寿命管控表》对模具寿命做管控
f.模具定期保养,记录于《模具月保养记录表》
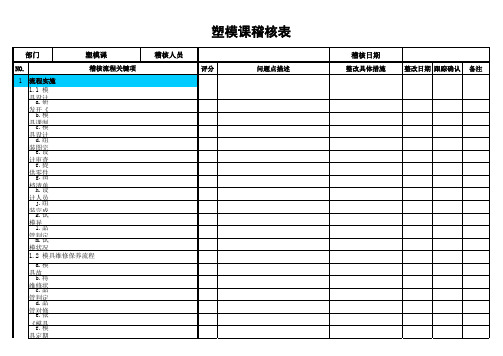
问题点描述
稽核日期 整改具体措施
整改日期 跟踪确认 备注
g.模具放于指定位置,模具编号朝外,模具保持清洁
塑模课稽核表
部门
塑模课
稽核人员
NO.
稽核流程关键项
评分
1 流程实施
1.1 模具设计流程
a.研发开《模治具工作执行单》,提供产品图及样品
b.模具课制定开发进度计划,模具编号
c.模具设计前准备,资料收集,确认产品图为有效版本
d.组装图完成后设计审查会议
e.设计审查完成后交主管书面签核,拆图绘制零件图
f.提供零件2D图给采购进行采购作业
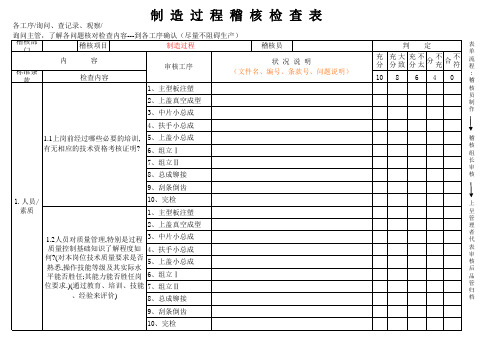
制造过程审核检查表
5、上盖小总成 6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
10、完检
1、主型板注塑
2、上盖真空成型
3、中片小总成
4、扶手小总成
5.工作环 境
5.1环境质量要求是否明确规定, 如对温度、湿度、照明度、粉尘
度、噪声和毒污染等?
5、上盖小总成 6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
10、完检
状况说明 (文件名、编号、条款号、问题说明)
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
1.人员/ 素质
10、完检 1、主型板注塑
2、上盖真空成型
1.2人员对质量管理,特别是过程 3、中片小总成
质量控制基础知识了解程度如 4、扶手小总成
何?(对本岗位技术质量要求是否 5、上盖小总成 熟悉,操作技能等级及其实际水 平能否胜任;其能力能否胜任岗 6、组立Ⅰ
确的管理要求。
6、组立Ⅰ
7、组立Ⅱ
3、物料 (原材 料、毛 坯、在 制品、 零部件 、辅料
等)
8、总成铆接 9、刮条倒齿 10、完检 1、主型板注塑 2、上盖真空成型 3、中片小总成
4、扶手小总成
3.4如何保证物料顺畅?
5、上盖小总成 6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
10、完检
状况说明 (文件名、编号、条款号、问题说明)
标并保证其符合要求?
6、组立Ⅰ
7、组立Ⅱ
8、总成铆接
9、刮条倒齿
5.工作环 境
10、完检 1、主型板注塑
2、上盖真空成型
3、中片小总成
4、扶手小总成
5.3对人和设备怎样进行安全防 5、上盖小总成
供应商稽核表、稽核流程及技巧培训
质量体系稽核(QSA) 质量过程稽核(QPA) 有害物质稽核(HSF稽核) CSR稽核
供应商稽核计划的制定
稽核依据: 体系标准要求(ISO9001/IATF16949/QC080000等) 法律法规要求
成立稽核小组: 审核组长&组员(资质、能力)
稽核日程安排: 与供应商确定时间
系统的、独立的并形成成文信息的过程。
按审核人员或名义分为:
第一方审核(内部审核) 第二方审核(客户审核/供应商审核) 第三方审核(独立于第一方、第二方的认证机构)
供应商稽核计划的制定
稽 核 计 划 包 括
稽核方法
供应商稽核计划的制定
稽核目的: 对新供应商的导入、评价、认可提供客观依据 验证、确保供应商是否持续满足为我司稳定供货所需质量管理体 系相关要求;促进供应商改进质量管理体系
供应商稽核技巧
指纹模组组装过程:
KPOV: • 功能:有识别不同指纹的功能 • 外观:指纹与电池盖间隙小于0.1mm;无溢胶、划伤等现象
稽核证据
客观证据收集: 审核三角法(说、写、做一致)
提问/聆听
观察/测试
审查文件/记录
总结回顾
供应商稽核计划的制定 供应商稽核表的编写 供应商稽核的基本流程 供应商稽核的方式、方法及技巧 稽核证据
追
从文件内容查到具体实施情况即有效性
踪
从培训管理规定查到具体某个员工的培训记录
供应商稽核技巧
记录抽查技巧:
变更
逆
控制
向 回 溯
客户
不合格 控制
纠正 措施
• 不合格发生
• ECN变更 • PCN变更 • 材料变更
电梯安全每月稽核表
电梯安全每月稽核表
1. 目的
本文档旨在规范每月对电梯安全进行稽核的流程和内容,以确保电梯的正常运行和乘客的安全。
2. 稽核内容
每月稽核应包括以下内容:
- 电梯外观和内部装修是否完好无损;
- 电梯按钮是否灵敏且正常工作;
- 电梯门是否开合正常,是否存在异响;
- 电梯上下行是否平稳,是否存在晃动或停顿;
- 电梯层门和地坎之间的间隙是否符合标准;
- 电梯内是否有异味或污渍;
- 紧急报警按钮是否正常;
- 紧急照明和逃生指示是否正常工作;
- 电梯是否有异常噪音。
3. 稽核流程
以下是每月电梯安全稽核的流程:
1. 由指定人员组成稽核小组,包括至少一名维修工程师和一名安全员;
2. 稽核小组按照稽核内容逐一检查每台电梯;
3. 若发现异常情况,立即记录并报告相关部门;
4. 对于发现的问题,及时进行修复或安排维修;
5. 稽核小组将每月稽核结果记录在电梯安全稽核表中,并存档备查;
6. 定期对存档的稽核表进行复查,确保问题得到解决。
4. 稽核表格样例
5. 注意事项
- 稽核时应严格按照稽核内容进行检查,确保不遗漏任何细节;
- 发现异常情况应及时记录并报告相关部门;
- 对于发现的问题,要尽快采取修复措施或安排维修;
- 稽核结果应及时记录在稽核表中,并存档备查;
- 定期复查存档的稽核表,确保问题得到解决。
以上是电梯安全每月稽核表的相关内容和流程,请各相关人员
严格执行,确保电梯的安全运行。
如有问题或建议,请及时反馈给
相关部门。