平面的铣削加工机械制造技术管理知识基础.pptx
合集下载
第一章-铣削的基本知识PPT课件
27
2. 各类铣刀尺寸规格的标注
(1)圆柱形铣刀、三面刃铣刀、锯片铣刀等,都 以外圆直径× 宽度× 内孔直径来表示。
(2)立铣刀、键槽铣刀等一般只以其外圆直径作 为其尺寸规格的标记。
(3)角度铣刀、半圆铣刀等,一般以外圆直径× 宽度× 内孔直径× 角度(或圆弧半径)表示。
28
四、铣刀主要部分的名称和几何角度
直角尺
73
刀口尺
塞尺
74
3.光滑极限量规
光滑极限量规 a) 轴用极限量规(环规和卡规) b) 孔用极限量规(塞规)
75
4.量块
量块
76
量块的组合
77
5.正弦规
正弦规
78
正弦规检测示意图
79
进给运动是使工件切削层材料相继投入切削, 从 而加工出完整表面所需的运动。
35
二、铣削用量
1. 铣削速度Vc
铣削速度与铣刀直径、铣刀转速有关计算公式为:
式中 Vc——铣削速度, m/ min; d——铣刀直径,mm; n——铣刀或铣床主轴转速,r/ min;
36
铣削时,根据工件的材料、铣刀切削部分材料、加 工阶段的性质等因素确定铣削速度,然后根据所用铣 刀的规格(直径),按式计算并确定铣床主轴的转速。
用铣 阶平面和侧面、各种盘形凸轮与圆柱凸轮、内外曲面;三面刃铣
刀 刀分直齿、错齿,结构上又分为整体式、焊接式和镶齿式等几种
2. 各类铣刀尺寸规格的标注
(1)圆柱形铣刀、三面刃铣刀、锯片铣刀等,都 以外圆直径× 宽度× 内孔直径来表示。
(2)立铣刀、键槽铣刀等一般只以其外圆直径作 为其尺寸规格的标记。
(3)角度铣刀、半圆铣刀等,一般以外圆直径× 宽度× 内孔直径× 角度(或圆弧半径)表示。
28
四、铣刀主要部分的名称和几何角度
直角尺
73
刀口尺
塞尺
74
3.光滑极限量规
光滑极限量规 a) 轴用极限量规(环规和卡规) b) 孔用极限量规(塞规)
75
4.量块
量块
76
量块的组合
77
5.正弦规
正弦规
78
正弦规检测示意图
79
进给运动是使工件切削层材料相继投入切削, 从 而加工出完整表面所需的运动。
35
二、铣削用量
1. 铣削速度Vc
铣削速度与铣刀直径、铣刀转速有关计算公式为:
式中 Vc——铣削速度, m/ min; d——铣刀直径,mm; n——铣刀或铣床主轴转速,r/ min;
36
铣削时,根据工件的材料、铣刀切削部分材料、加 工阶段的性质等因素确定铣削速度,然后根据所用铣 刀的规格(直径),按式计算并确定铣床主轴的转速。
用铣 阶平面和侧面、各种盘形凸轮与圆柱凸轮、内外曲面;三面刃铣
刀 刀分直齿、错齿,结构上又分为整体式、焊接式和镶齿式等几种
铣工工艺学1_第二章 平面、垂直面、平行面和斜面的铣削
第一节 平面的铣削
①顺铣时,切削刃从工件的外表面切入,因此当工件是有硬皮或 杂质的毛坯件时,切削刃容易磨损和损坏。 ②顺铣时,由于沿进给方向的铣削分力与进给方向相同,所以会 拉动工作台。当丝杠与螺母及轴承的轴向间隙较大时,在工作台 被拉动后,由于每齿进给量突然增大,会造成刀齿折断,甚至使 刀杆弯曲,工件和夹具会产生位移,而造成工件、夹具以至机床 损坏等后果。所以在没有调整好丝杠的轴向间隙以及进给方向分 力较大时,严禁用顺铣进行加工。
五、平面铣削的质量分析
第一节 平面的铣削
平面的铣削质量主要指平面度和表面粗糙度。 1.影响平面度的因素 1)用周边铣削法铣平面时,圆柱形铣刀的圆柱度误差。 2)用端面铣削法铣平面时,铣床主轴轴线与进给方向不垂直。 3)工件受夹紧力和铣削力的作用产生的变形。 4)工件自身存在内应力,在表面层材料被切除后产生变形。 5)工件在铣削过程中,因铣削热引起的热变形。 6)铣床工作台进给运动的直线性差。
2)用直角尺找正固定钳口与铣床主轴轴线平行。 3)用指示表找正固定钳口与铣床主轴轴线垂直或平行。
图2-10 用指示表找正固定钳口 a)固定钳口与铣床主轴轴线垂直 b)固定钳口与铣床主轴轴线平行
第一节 平面的铣削
(3)用机用虎钳装夹工件
图2-11 钳口垫纯铜皮和找正毛坯件
第一节 平面的铣削
1)毛坯件在机用虎钳上的装夹。 2)经粗加工的工件在机用虎钳上装夹。 工件的基准面靠近固定钳口平面时,可在活动钳口与工件之间放 置一圆棒,圆棒要与钳口上平面平行,其位置在钳口夹持工件高 度的中间偏上。
铣工技术铣削的基础知识ppt课件
2024年1月24日星期三
目录 上一页 下一
第二章 铣削的基础知识
X6132型铣床具有功率大、转速高、变速范围宽、结构可靠、性 能良好、加工质量稳定、操作灵活轻便、行程大、精度高、刚性好 、通用性强等特点。若配置相应附件,还可以扩大机床的加工范围 。例如,安装万能立铣头,可以使铣刀回转任意角度,完成立式铣 床的工作。X6132型铣床能加工中小型平面、特形沟槽、齿轮、螺旋 槽和小型箱体上的孔等。X6132型铣床还适用于高速、高强度铣削, 并具有良好的安全装置和完善的润滑系统。
(1)X5032型铣床的主轴与 工作台台面垂直,安装在可以偏
(2)X5032型铣床的工作台 与横向溜板连接处没有回转盘, 所以工作台在水平面内不能扳转
图2-4 X5032型立式升降台铣床外形及各系统名称 1-机床电器系统;2-床身系统;3-变速操作系 统;4-主轴及传动系统;5-冷却系统;6-工作 台系统;7-升降台系统;8-进给变速系统
铣工技术
第二章 铣削的基础知识
第二章 铣削的基础知识
目录
2.1 铣床概述 2.2 常用装夹工具 2.3 一般量具及其使用 2.4 切削液 2.5 铣削运动和铣削用量
2024年1月24日星期三
目录 上一页 下一
第二章 铣削的基础知识
了解铣床的结 构和型号
掌握工件的一 般装夹
了解切削液的 选用
数控铣削原理PPT课件
+ 在侧壁精加工时更好的直线度 和尺
寸公差
铣削原理 – 顺铣的铣刀位置
Baidu Nhomakorabea
+
—
铣削原理 –逆铣的铣刀位置
铣削原理 – 铣刀位置
通常切削宽度是刀具直径 的70–80%
在刀具直径大于工件宽度时刀具中 心偏置
ae
ae
nD
n
HSM
ae
n
F
F
n
n
Ra
铣削原理 – 走刀路线
+
—
+ 切削速度控制 - ve + 高速铣加工
铣削原理 – 可转位刀具与整体硬质合金立铣刀
铣削原理 – 顺铣逆铣
工件
铣削原理 – 顺铣逆铣
顺铣
n
+ 压应力
逆铣
F n
vf F
+ 加工硬化小 + 粗加工中降低刃口磨损 + 更长的刀具寿命 + 高速加工的唯一选择 – 不适合在工件装夹刚性不好的条 件
– 拉应力 vf
– 加工硬化 – 滑动摩擦
– 更高的径向力影响主轴轴承 – 刀具偏斜 – 产生更高的切削热 + 丝杠有间隙时,逆铣消除丝扛 间隙,从而减小窜动
铣削原理 – 总结
检查机床功率和刚度,以保证所用的铣刀直径能够在机床使用刀具 的悬伸尽可能短; 铣刀的齿数适中,以确保在加工时没有太多的刀片同时和工件啮合 而引起振动。铣削狭窄工件或型腔时要有足够的刀片和工件啮合; 合适的每齿进给量,以便在切屑足够厚时获得好的切削效果从而减 少刀具磨损。采用正前角槽型刀片,从而获得平稳的切削效果以及最 低的功率; 适合于工件宽度的铣刀直径; 正确的主偏角(45度适合于一般铣削); 合适的铣刀位置; 仅在必要时用切削液,干铣通常刀具寿命会更好。
寸公差
铣削原理 – 顺铣的铣刀位置
Baidu Nhomakorabea
+
—
铣削原理 –逆铣的铣刀位置
铣削原理 – 铣刀位置
通常切削宽度是刀具直径 的70–80%
在刀具直径大于工件宽度时刀具中 心偏置
ae
ae
nD
n
HSM
ae
n
F
F
n
n
Ra
铣削原理 – 走刀路线
+
—
+ 切削速度控制 - ve + 高速铣加工
铣削原理 – 可转位刀具与整体硬质合金立铣刀
铣削原理 – 顺铣逆铣
工件
铣削原理 – 顺铣逆铣
顺铣
n
+ 压应力
逆铣
F n
vf F
+ 加工硬化小 + 粗加工中降低刃口磨损 + 更长的刀具寿命 + 高速加工的唯一选择 – 不适合在工件装夹刚性不好的条 件
– 拉应力 vf
– 加工硬化 – 滑动摩擦
– 更高的径向力影响主轴轴承 – 刀具偏斜 – 产生更高的切削热 + 丝杠有间隙时,逆铣消除丝扛 间隙,从而减小窜动
铣削原理 – 总结
检查机床功率和刚度,以保证所用的铣刀直径能够在机床使用刀具 的悬伸尽可能短; 铣刀的齿数适中,以确保在加工时没有太多的刀片同时和工件啮合 而引起振动。铣削狭窄工件或型腔时要有足够的刀片和工件啮合; 合适的每齿进给量,以便在切屑足够厚时获得好的切削效果从而减 少刀具磨损。采用正前角槽型刀片,从而获得平稳的切削效果以及最 低的功率; 适合于工件宽度的铣刀直径; 正确的主偏角(45度适合于一般铣削); 合适的铣刀位置; 仅在必要时用切削液,干铣通常刀具寿命会更好。
铣削加工课件PPT课件(43页)
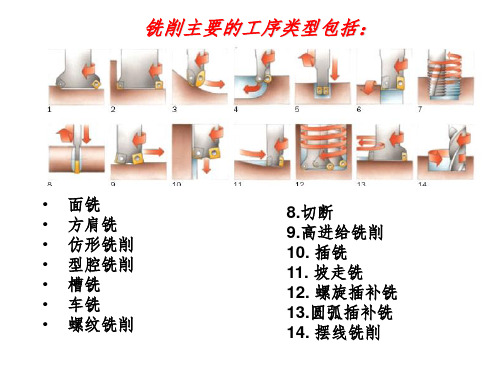
•
Βιβλιοθήκη Baidu
8、不要活在别人眼中,更不要活在别人 嘴中。 世界不 会因为 你的抱 怨不满 而为你 改变, 你能做 到的只 有改变 你自己 !
•
9、欲戴王冠,必承其重。哪有什么好命 天赐, 不都是 一路披 荆斩棘 才换来 的。
•
10、放手如拔牙。牙被拔掉的那一刻, 你会觉 得解脱 。但舌 头总会 不由自 主地往 那个空 空的牙 洞里舔 ,一天 数次。 不痛了 不代表 你能完 全无视 ,留下 的那个 空缺永 远都在 ,偶尔 甚至会 异常挂 念。适 应是需 要时间 的,但 牙总是 要拔, 因为太 痛,所 以终归 还是要 放手, 随它去 。
•
11、这个世界其实很公平,你想要比别 人强, 你就必 须去做 别人不 想做的 事,你 想要过 更好的 生活, 你就必 须去承 受更多 的困难 ,承受 别人不 能承受 的压力 。
•
12、逆境给人宝贵的磨炼机会。只有经 得起环 境考验 的人, 才能算 是真正 的强者 。自古 以来的 伟人, 大多是 抱着不 屈不挠 的精神 ,从逆 境中挣 扎奋斗 过来的 。
•
13、不同的人生,有不同的幸福。去发 现你所 拥有幸 运,少 抱怨上 苍的不 公,把 握属于 自己的 幸福。 你,我 ,我们 大家都 可以经 历幸福 的人生 。
•
14、给自己一份坚强,擦干眼泪;给自 己一份 自信, 不卑不 亢;给 自己一 份洒脱 ,悠然 前行。 轻轻品 ,静静 藏。为 了看阳 光,我 来到这 世上; 为了与 阳光同 行,我 笑对忧 伤。
机械制造技术课件7第五章铣削加工
第十页,编辑于星期二:一点 八分。
第十一页,编辑于星期二:一点 八分。
第十二页,编辑于星期二:一点 八分。
第十三页,编辑于星期二:一点 八分。
第十四页,编辑于星期二:一点 八分。
第十五页,编辑于星期二:一点 八分。
第十六页,编辑于星期二:一点 八分。
第十七页,编辑于星期二:一点 八分。
第二十六页,编辑于星期二:一点 八分。
第一页,编辑于星期二:一点 八分。
第二页,编辑于星期二:一点 八分。
第三页,编辑于星期二:一点 八分。
源自文库
第四页,编辑于星期二:一点 八分。
第五页,编辑于星期二:一点 八分。
第六页,编辑于星期二:一点 八分。
第七页,编辑于星期二:一点 八分。
第八页,编辑于星期二:一点 八分。
第九页,编辑于星期二:一点 八分。
第十八页,编辑于星期二:一点 八分。
第十九页,编辑于星期二:一点 八分。
第二十页,编辑于星期二:一点 八分。
第二十一页,编辑于星期二:一点 八分。
第二十二页,编辑于星期二:一点 八分。
第二十三页,编辑于星期二:一点 八分。
第二十四页,编辑于星期二:一点 八分。
第二十五页,编辑于星期二:一点 八分。
铣工工艺第二章平面和连接面的铣削
2. 装夹工件
铣削中、小型工件的平面时, 一般采用平口钳装 夹; 铣削形状、尺寸较大或不便于用平口钳装夹的
工件时, 可采用压板装夹。装夹应按相应要求和注
意事项进行。
3. 确定铣削用量
(1) 周铣时的铣削深度ap、端铣时的铣削宽度 ae 一般等于工件加工面的宽度。 (2) 周铣时的铣削宽度ae 、端铣时的铣削深度 ap , 粗铣时, 若加工余量不多,则可一次切除, 即 等于余量层深度; 精铣时, 一般为0.5~1mm。
一、平面的铣削方法
1.周铣平面
用圆柱形铣刀铣平面
2. 端铣平面
在立式铣床上用面铣刀铣平面
在卧式铣床上用面铣刀铣平面
端铣时铣床主轴轴线与进给方 向垂直
端铣时铣床主轴轴线与进线方 向不垂直
3. 铣床主轴轴线与工作台进给方向垂直
度的校正
(1) 立式铣床主轴轴线与工作台纵向进给方
向垂直度(立铣头“零位”) 的校正 立式铣床的立铣头有固定式和回转式两种。前 者是不能调整的, 现仅介绍回转式立铣头的校正 方法。
用平口钳装夹铣垂直面 a) 固定钳口与主轴轴线垂直 b) 固定钳口与主轴轴线平行
在铣削时, 影响垂直度的因素主要有下列几个方面: 1) 固定钳口与工作台台面不垂直。 2) 工件基准面没有与固定钳口贴合。 3) 圆柱形铣刀的圆柱度误差大。
4) 基准面的平面度误差大。
数控加工平面铣削(PPT35页)
模块一 数控铣床编程与加工技术
地址字符表
字符 A B C D
E
F G H I J K L M
意义 关于X轴的角度尺寸 关于Y轴的角度尺寸 关于Z轴的角度尺寸
第二刀具功能
第二进给功能
第一进给功能 准备功能
刀具偏置号 X轴分量 Y轴分量 Z轴分量 不指定 辅助功能
字符 N O P Q
R
S T U V W X Y Z
模块一 数控铣床编程与加工技术 2 平面铣削加工
2.1
模块一 数控铣床编程与加工技术
2.2 知识链接
2.2.1平面铣削工艺 1.平面铣削常用的装夹方法
图2-2 精密虎钳安装工件
模块一 数控铣床编程与加工技术
1.平面铣削常用的装夹方法
图2-3 压板螺栓安装工件
模块一 数控铣床编程与加工技术
1.平面铣削常用的装夹方法 通用夹具
模块一 数控铣床编程与加工技术
4.直线进给指令G01 格式: G01 X _Y_Z_F_ 其中,X、Y、Z为终点,在G90时为终点在工件坐
标系中的坐标;在G91时为终点相对于起点的位移量。
模块一 数控铣床编程与加工技术
G54-G59说明
①G54~G59是系统预置的六个坐标系,可根据需要选用。 ②G54~G59建立的工件坐标原点是相对于机床原点而言的,在 程序运行前已设定好,在程序运行中是无法重置的。 ③G54~G59预置建立的工件坐标原点在机床坐标系中的坐标值 可用MDI方式输入,系统自动记忆。 ④使用该组指令前,必须先回参考点。 ⑤G54~G59为模态指令,可相互注销。
机械制造技术基础5-2平面的铣削加工
二、刨床和插床
刀架 床鞍(滑座)
工作台
滑枕 床身 工作台
二、刨床和插床
滑枕
工作台
溜板
床鞍
分度 装置
第四节 平面磨削及平面磨床
一、平面磨削方法
1. 周边磨削
一、平面磨削方法
1. 周边磨削 2. 端面磨削
二、平面磨床
砂轮架
滑座
立柱
工作台
床身
图5-20 卧轴矩台平面磨床外形
二、平面磨床
砂轮架
AM20.10.1520.10.15
生活总会给你谢另一个谢机会,大这个机家会叫明天 6、
。2 020年1 0月15 日星期 四上午6 时46分 59秒06: 46:592 0.10.15
人生就像骑单车,想保持平衡就得往前走
•
7、
。202 0年10 月上午6 时46分 20.10.1 506:46October 15, 2020
•
8、业余生活要有意义,不要越轨。20 20年10 月15日 星期四 6时46 分59秒0 6:46:59 15 October 2020
滑座
工作台
底座 升降台
二、常用铣床 2.立式升降台铣床
床身
主轴 工作台 床鞍(滑座) 升降台
底座
二、常用铣床 3.圆台铣床
主轴箱 立柱 工作台 床鞍(滑座) 床身
《铣削加工》课件

要提高位置精度,需要确保机床的定位精度和重复定位精度,同时加强工装夹具 的精度和稳定性。在加工过程中,采用合适的对刀方法和测量手段也是保证位置 精度的关键。
06
铣削加工的实例分析
Chapter
总结词
介绍平面铣削的基本原理和特点,通过实例分 析展示其应用和效果。
详细描述
平面铣削是一种常见的铣削加工方式,主要用 于加工平面或斜面。其基本原理是利用铣刀的 切削刃在工件表面进行切削,以达到加工表面 的效果。在实例分析中,我们将展示如何选择 合适的铣刀、切削参数以及加工工艺,以达到 所需的加工效果。
详细描述
铣削加工因其高效、高精度和可加工复杂形状的特点, 被广泛应用于各种机械制造业领域。在航空工业中,铣 削加工用于制造飞机零部件;在汽车制造业中,铣削加 工用于生产发动机零件和底盘部件;在模具制造业中, 铣削加工用于制造模具型腔和型芯;在能源领域,铣削 加工用于生产核反应堆零件和石油钻井设备部件等。此 外,铣削加工还可应用于医疗器械、电子设备和家用电 器等行业。
切削深度
指铣刀切入工件表面的深度,根 据铣刀的刚度、工件材料和加工
要求选择合适的切削深度。
铣刀刚度
铣刀的刚度随着切削深度的增加而 降低,需要根据铣刀的刚度选择合 适的切削深度。
表面质量
过大的切削深度会导致工件表面质 量下降,因此需要根据加工要求选 择合适的切削深度。
06
铣削加工的实例分析
Chapter
总结词
介绍平面铣削的基本原理和特点,通过实例分 析展示其应用和效果。
详细描述
平面铣削是一种常见的铣削加工方式,主要用 于加工平面或斜面。其基本原理是利用铣刀的 切削刃在工件表面进行切削,以达到加工表面 的效果。在实例分析中,我们将展示如何选择 合适的铣刀、切削参数以及加工工艺,以达到 所需的加工效果。
详细描述
铣削加工因其高效、高精度和可加工复杂形状的特点, 被广泛应用于各种机械制造业领域。在航空工业中,铣 削加工用于制造飞机零部件;在汽车制造业中,铣削加 工用于生产发动机零件和底盘部件;在模具制造业中, 铣削加工用于制造模具型腔和型芯;在能源领域,铣削 加工用于生产核反应堆零件和石油钻井设备部件等。此 外,铣削加工还可应用于医疗器械、电子设备和家用电 器等行业。
切削深度
指铣刀切入工件表面的深度,根 据铣刀的刚度、工件材料和加工
要求选择合适的切削深度。
铣刀刚度
铣刀的刚度随着切削深度的增加而 降低,需要根据铣刀的刚度选择合 适的切削深度。
表面质量
过大的切削深度会导致工件表面质 量下降,因此需要根据加工要求选 择合适的切削深度。
相关主题
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第五章 平面加工
第二节 平面的铣削加工
二、常用铣床
床身
主轴 工作台 床鞍(滑座) 升降台
底座
一、铣削过程及特点
1. 常用铣刀的类型及用途 1)加工平面的铣刀
图5-3 圆柱铣刀加工
图5-4 面铣刀加工
一、铣削过程及特点
1. 常用铣刀的类型及用途 2)加工沟槽的铣刀
三面刃铣刀
立铣刀
键槽铣刀
图5-5 加工沟槽的铣刀
角度铣刀
一、铣削过程及特点
1. 常用铣刀的类型及用途 3)其他类型的铣刀
图5-7 成形铣刀及锯片铣刀
一、铣削过程及特点
2. 铣削用量要素 1)背吃刀量asp
一、铣削过程及特点
2. 铣削用量要素 1)背吃刀量asp
图5-8 铣削用量要素
一、铣削过程及特点
2. 铣削用量要素 2)侧吃刀量ase
图5-8 铣削用量要素
。2020年9月24日星期四上午10时36分25秒10:36:2520.9.24
• •
T H E E N D 15、会当凌绝顶,一览众山小。2020年9月上午10时36分20.9.2410:36September 24, 2020
16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年9月24日星期四10时36分25秒10:36:2524 September 2020
3. 铣削方式 2)端铣法(用面铣刀加工平面)
a.对称铣削 b.不对称逆铣 c.不对称顺铣
图5-10 面铣刀的铣削方式
一、铣削过程及特点
4. 铣削特点 1)断续切削,冲击、振动大; 2)多刀多刃切削;
3)半封闭式切削; 4)切削负荷呈周期变化。
二、常用铣床 1.卧式升降台铣床 悬梁
床身
主轴
刀杆支架
• 11、夫学须志也,才须学也,非学无以广才,非志无以成学。20.9.2410:36:2510:36Sep-2024-Sep-20
• 12、越是无能的人,越喜欢挑剔别人的错儿。10:36:2510:36:2510:36Thursday, September 24, 2020
• 13、志不立,天下无可成之事。20.9.2420.9.2410:36:2510:36:25September 24, 2020
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
二、刨床和插床
刀架 床鞍(滑座)
工作台
滑枕 床身 工作台
二、刨床和插床
滑枕
工作台
溜板
床鞍
分度 装置
第四节 平面磨削及平面磨床
一、平面磨削方法
1. 周边磨削
一、平面磨削方法
1. 周边磨削 2. 端面磨削
二、平面磨床
砂轮架
滑座
立柱
工作台
床身
图5-20 卧轴矩台平面磨床外形
二、平面磨床
砂轮架
一、铣削过程及特点
2. 铣削用量要素
3)铣削速度VC (m / min)
vc
d0n0
1000(5-1)
式中,do —— 铣刀直径,单位:mm; no —— 铣刀转速,单位:r/min。
一、铣削过程及特点
2. 铣削用量要素 4)进给运动速度与进给量
a.每齿进给量fZ
图5-8 铣削用量要素
一、铣削过程及特点
• 17、一个人如果不到最高峰,他就没有片刻的安宁,他也就不会感到生命的恬静和光荣。上午10时36分25秒上午10时36分10:36:2520.9.24
谢谢观看
滑座
工作台
底座 升降台
二、常用铣床 2.立式升降台铣床
床身
主轴 工作台 床鞍(滑座) 升降台
底座
二、常用铣床 3.圆台铣床
主轴箱 立柱 工作台 床鞍(滑座) 床身
二、常用铣床
立柱 主轴箱
横梁 卧铣头 工作台
4.龙门铣床来自百度文库
顶梁 立柱 立铣头
卧铣头
床身
第三节 平面的刨削加工
一、刨削加工特点
1. 机床和刀具结构简单,通用性好;
一、刨削加工特点
一、刨削加工特点
1. 机床和刀具结构简单,通用性好; 2. 生产率低; 3. 刨削加工精度一般可达IT8~IT7,表面粗糙度可
控制在Ra6.3 ~1.6。
因刨削的切削速度、加工表面质量、几何精度 和生产率,在一般条件下都不太高,所以在批量生 产中常被铣削、拉削和磨削所取代。但在加工一些 中小型零件上的槽时(如V形槽、T形槽、燕尾槽), 刨削也有突出的优点。
立柱
床身 工作台 床鞍
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 9.2420.9.24Thursday, September 24, 2020
• 10、人的志向通常和他们的能力成正比例。10:36:2510:36:2510:369/24/2020 10:36:25 AM
2. 铣削用量要素 4)进给运动速度与进给量
a.每齿进给量fZ (mm/z) b.每转进给量f(mm/r) c.进给运动速度(mm/min)
Vf = n f = n0 z fz
一、铣削过程及特点
3. 铣削方式 1)周铣法(用圆柱铣刀加工平面)
a.逆铣 b.顺铣
图5-9 逆铣与顺铣
一、铣削过程及特点
第二节 平面的铣削加工
二、常用铣床
床身
主轴 工作台 床鞍(滑座) 升降台
底座
一、铣削过程及特点
1. 常用铣刀的类型及用途 1)加工平面的铣刀
图5-3 圆柱铣刀加工
图5-4 面铣刀加工
一、铣削过程及特点
1. 常用铣刀的类型及用途 2)加工沟槽的铣刀
三面刃铣刀
立铣刀
键槽铣刀
图5-5 加工沟槽的铣刀
角度铣刀
一、铣削过程及特点
1. 常用铣刀的类型及用途 3)其他类型的铣刀
图5-7 成形铣刀及锯片铣刀
一、铣削过程及特点
2. 铣削用量要素 1)背吃刀量asp
一、铣削过程及特点
2. 铣削用量要素 1)背吃刀量asp
图5-8 铣削用量要素
一、铣削过程及特点
2. 铣削用量要素 2)侧吃刀量ase
图5-8 铣削用量要素
。2020年9月24日星期四上午10时36分25秒10:36:2520.9.24
• •
T H E E N D 15、会当凌绝顶,一览众山小。2020年9月上午10时36分20.9.2410:36September 24, 2020
16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年9月24日星期四10时36分25秒10:36:2524 September 2020
3. 铣削方式 2)端铣法(用面铣刀加工平面)
a.对称铣削 b.不对称逆铣 c.不对称顺铣
图5-10 面铣刀的铣削方式
一、铣削过程及特点
4. 铣削特点 1)断续切削,冲击、振动大; 2)多刀多刃切削;
3)半封闭式切削; 4)切削负荷呈周期变化。
二、常用铣床 1.卧式升降台铣床 悬梁
床身
主轴
刀杆支架
• 11、夫学须志也,才须学也,非学无以广才,非志无以成学。20.9.2410:36:2510:36Sep-2024-Sep-20
• 12、越是无能的人,越喜欢挑剔别人的错儿。10:36:2510:36:2510:36Thursday, September 24, 2020
• 13、志不立,天下无可成之事。20.9.2420.9.2410:36:2510:36:25September 24, 2020
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
二、刨床和插床
刀架 床鞍(滑座)
工作台
滑枕 床身 工作台
二、刨床和插床
滑枕
工作台
溜板
床鞍
分度 装置
第四节 平面磨削及平面磨床
一、平面磨削方法
1. 周边磨削
一、平面磨削方法
1. 周边磨削 2. 端面磨削
二、平面磨床
砂轮架
滑座
立柱
工作台
床身
图5-20 卧轴矩台平面磨床外形
二、平面磨床
砂轮架
一、铣削过程及特点
2. 铣削用量要素
3)铣削速度VC (m / min)
vc
d0n0
1000(5-1)
式中,do —— 铣刀直径,单位:mm; no —— 铣刀转速,单位:r/min。
一、铣削过程及特点
2. 铣削用量要素 4)进给运动速度与进给量
a.每齿进给量fZ
图5-8 铣削用量要素
一、铣削过程及特点
• 17、一个人如果不到最高峰,他就没有片刻的安宁,他也就不会感到生命的恬静和光荣。上午10时36分25秒上午10时36分10:36:2520.9.24
谢谢观看
滑座
工作台
底座 升降台
二、常用铣床 2.立式升降台铣床
床身
主轴 工作台 床鞍(滑座) 升降台
底座
二、常用铣床 3.圆台铣床
主轴箱 立柱 工作台 床鞍(滑座) 床身
二、常用铣床
立柱 主轴箱
横梁 卧铣头 工作台
4.龙门铣床来自百度文库
顶梁 立柱 立铣头
卧铣头
床身
第三节 平面的刨削加工
一、刨削加工特点
1. 机床和刀具结构简单,通用性好;
一、刨削加工特点
一、刨削加工特点
1. 机床和刀具结构简单,通用性好; 2. 生产率低; 3. 刨削加工精度一般可达IT8~IT7,表面粗糙度可
控制在Ra6.3 ~1.6。
因刨削的切削速度、加工表面质量、几何精度 和生产率,在一般条件下都不太高,所以在批量生 产中常被铣削、拉削和磨削所取代。但在加工一些 中小型零件上的槽时(如V形槽、T形槽、燕尾槽), 刨削也有突出的优点。
立柱
床身 工作台 床鞍
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 9.2420.9.24Thursday, September 24, 2020
• 10、人的志向通常和他们的能力成正比例。10:36:2510:36:2510:369/24/2020 10:36:25 AM
2. 铣削用量要素 4)进给运动速度与进给量
a.每齿进给量fZ (mm/z) b.每转进给量f(mm/r) c.进给运动速度(mm/min)
Vf = n f = n0 z fz
一、铣削过程及特点
3. 铣削方式 1)周铣法(用圆柱铣刀加工平面)
a.逆铣 b.顺铣
图5-9 逆铣与顺铣
一、铣削过程及特点