管状带式输送机的发展和设计要点,起重运输机械,2001.11增刊
电厂管状带式输送机的应用及分析

电厂管状带式输送机的应用及分析摘要:近年来,管状带式输送机在大高度提升及小曲率半径转弯技术的成熟,在长距离大高度及复杂地形条件下的应用日益广泛。
电厂输煤系统使用管带机还有减少环保污染、稳定性好的优势,本文结合自投用以来的运行情况对电厂管带机的使用情况进行介绍,对常出现的故障进行分析,并提出相应的防范措施。
关键字:管带机跑偏胀管优点常见问题防范措施某电厂厂区与翻车机区域相距1.2公里,且翻车机及配套专用线全部设置在厂区外,中间隔有高铁线和市政主干道路,厂区内距离翻车机最近的转运站水平提升高度48米,经核算装设管带机将火车煤输送至厂内煤场。
该厂管带机基本参数:管径Φ=500 mm,带宽D= 18500 mm,带速V 4.0m/s,额定出力Q=1500 t/h,最大出力Q=1750 t/h,单路布置,上带面实长约1190m,提升高度约H=35.0m,运行方式为单向运行。
胶带采用阻燃、耐寒型胶带,胶带型号为B1850EP300×6(6.5+3)。
六边形托辊组的槽角为60°。
过渡托辊组的槽角分别为10°、20°、35°、45°、60°。
所有传动滚筒表面采用人字型胶层,改向滚筒表面采用平面胶层。
拉紧装置采用重锤拉紧装置,双拉紧布置。
驱动方式为同侧双驱动布置,启动方式为变频启动,转速采取变频调速。
配置保护有拉绳开关、两级跑偏开关、料流检测装置及防胀管装置,并配有相应的消防设施包含消防水管、感温电缆,同时配套有广播呼叫系统及视频监控系统等。
该段皮带于2016年底投入使用,截止目前已安全运行近五年。
该管带机布置在#1带和#5带之间,连接厂外翻车机及厂内斗轮堆取料机,管带机尾部另布置有除大块器,主要用以防止有大块进入管带机圆筒部分造成皮带损坏。
#1带和#5带带宽1.4m,设计额定出力Q=1500 t/h;翻车机每小时的额定出力为14节/小时(约1000t/h),综合翻车机效率及前后皮带配置,管带机使用过程中运行频率多为40HZ即可满足运行要求。
管状带式输送机的发展和应用
1 管状带式输送机的发展和应用日本管状带式输送机公司(JPC)最早开发了管状带式输送机,并获得了技术专利,于1979年底成功地制造出第1台管状带式输送机。
普利斯通(Bridgestone)公司已获得JPC系统的所有权,在世界范围内生产和销售管状带式输送机,必须经Bridgestone授权。
由于管状带式输送机是从通用的物料搬运形式中分离出的,因此得到用户的普遍认可。
目前,管状带式输送机技术日趋标准化,熟悉其性能的人都认为它是一种应该优先选取的散料输送方法。
管状带式输送机的应用基本没有限制,任何物料都可采用。
输送的典型物料有矿石、煤、焦炭、石灰石、碎石、页岩和冲积土。
一些非常难处理的物料,如钢浓缩物、石油焦炭、粘土、废渣、混凝土、金属碎渣、加湿粉煤灰、尾渣、铝土和滤尘等也可用管状带式输送机输送。
2 管状带式输送机的设计要点2.1 管状带式输送机的输送带用于管状带式输送机的输送带由Bridgestone轮胎公司开发,它与普通输送带相似,但在设计上采用了一些特殊技术。
管状带式输送机的输送带由日本的Bridgestone及其授权的公司制造。
输送带必须具有刚性,从而在通过托辊组时形成并保持圆管状;同时,还必须具有一定的柔性,保证输送带能通过过渡段,经由加料段在线路中卷成圆管状运行和以平面状态通过滚筒卸料。
可在输送带的织物层间加橡胶层来满足上述要求。
为使输送带具有需要的刚性和柔性,必须采用一种特殊的骨架结构。
为了保证搭接部分很好地密封,从而防止物料泄漏,要降低输送带边缘的刚性。
进一步讲,要控制上下胶层的厚度和硫化次数,提高输送带自然趋向圆管状的能力。
对于长距离管状带式输送机,输送带也可采用钢绳芯结构,此时,在钢丝绳的上、下各铺有1层横向织物。
就像织物芯输送带结构一样,在织物和钢丝绳之间也有一层橡胶。
在紧急维修时,可以暂时采用金属接头或用普通输送带代替,坚持到长期维护时。
普通输送带不具有所需的刚性和柔性,结果将产生永久的带芯分层、疲劳或其他不可预测的问题。
管状带式输送机技术

安装调试流程与注意事项
01
02
03
组装设备
按照顺序组装输送机各部 件,确保连接牢固可靠。
调试运行
空载试运行各部件,检查 运转是否正常,负载试运 行,检查负载能力是否达 到设计要求。
验收交付
完成安装调试后,进行验 收交付,确保设备正常运 行。
安装调试流程与注意事项
注意事项 注意人身安全,防止受伤。 遵守安装规范,确保设备安全可靠。
制造工艺
管状带式输送带的制造工艺包括硫化、接头、成型等环节, 每个环节都有严格的工艺控制,以确保输送带的质量和性能 。
控制系统与智能化技术
控制系统
管状带式输送机采用PLC或DCS控制 系统,能够实现自动化控制和远程监 控,提高生产效率和管理水平。
智能化技术
管状带式输送机结合了物联网、大数 据、人工智能等技术,实现了设备的 智能化运行和预测性维护,进一步提 高了设备的可靠性和安全性。
汇报范围
管状带式输送机的技术特点
包括结构、工作原理、性能参数等方面的介绍。
管状带式输送机的应用领域
包括煤炭、电力、化工、建材等领域的具体应用案例。
管状带式输送机的发展趋势
包括技术发展方向、市场需求等方面的分析和预测。
02
管状带式输送机概述
定义与特点
定义:管状带式输送机是一种特殊类型的带式输送机,其 输送带形成管状,以实现物料在封闭的管状内输送。
对于轴承损坏,可检查轴承是否松动 或损坏,及时更换轴承。
对于减速机异常响动,可检查减速机 内部齿轮或轴承是否损坏,及时维修 或更换减速机。
06
案例分析与实践经验分享
成功案例介绍与分析
案例一
某钢铁企业管状带式输送机升级改造
管式输送机技术原理与应用

定期保养
1 2
润滑保养
按照设备要求定期对管式输送机各润滑点进行润 滑,保证设备正常运转,延长使用寿命。
电气检查
检查管式输送机的电气线路、开关、电机等电气 设备,确保无短路、断路、漏电等现象。
3
性能测试
定期对管式输送机进行性能测试,包括输送能力、 电机功率、轴承温度等参数,确保设备性能稳定。
常见故障及排除方法
清洁生产
优化管式输送机的设计,降低能耗和 减少排放,满足日益严格的环保标准。
研发无污染或低污染的管式输送机, 减少对环境的影响。
噪音控制
采取有效的隔音和减振措施,降低管 式输送机运行过程中的噪音污染。
市场拓展
应用领域拓展
01
将管式输送机应用于更多行业和领域,如农业、林业、矿业等。
国际市场开发
02
提高管式输送机的国际竞争力,开拓国际市场,实现出口增长。
驱动方式
管式输送机通常采用电机、柴油机或气轮机等作为驱动装 置,驱动滚筒转动,从而带动输送带或链条运转。
物料输送
物料通过进料口进入输送管道,在驱动装置的作用下,被 输送到目的地。在输送过程中,物料与管道内壁之间存在 摩擦力,使物料得以在管道内连续输送。
结构特点
封闭式输送
管式输送机的输送管道是封闭 的,可以避免物料在输送过程 中受到外界环境的影响和污染
在饲料加工厂中,管式输送机用于 输送各种饲料原料,如玉米、豆粕、 麸皮等,提高饲料生产的自动化水 平。
农业灌溉
管式输送机还可用于农业灌溉系统 中,输送灌溉用水或肥料溶液等。
建筑领域
建筑材料输送
在建筑工地中,管式输送机用于 输送砂石、水泥、混凝土等建筑 材料,提高施工效率和安全性。
管带输送机的特点及工艺布置设计要点

管带输送机的特点及工艺布置设计要点【摘要】如今随着我国国民经济的飞速发展,对环保问题也越来越重视,管状带式输送机采用将物料密闭的运输方式,安全环保,具有可以在三维空间里灵活布置的特点,因此被广泛运用于煤矿、冶金、建材、港口、电力等行业的运输系统中。
【关键词】管带输送机特点;工艺布置设计要点管状带式输送机已经被广泛运用于各行业,本文根据管状带式输送机的基本结构与性能特点,对工艺布置设计中的设计要点及注意事项进行论述。
1管状带式输送机的基本结构与性能特点1.1基本结构1.2性能特点为了解决传统托辊布置在托辊架一侧造成的以上技术困难,优化后的托辊布置在托辊架两侧,每侧间隔布置三个托辊,同时加长托辊长度,从纵向投影看,托辊之间没有间隙,由于托辊布置在托辊架两侧,托辊之间也不会发生碰撞现象。
解决了传统布置方式易发生胶带撕边及加工、安装调试困难问题。
3管状带式输送机的工艺布置形式与普通胶带输送机不同,管状带式输送机的优势在于能够在三维方向转弯,这种优势让输送机的工艺布置变得十分简便。
常见的布置形式有:L型、倒L型、S型、Z型、C型、斜型、水平型等形式,而且根据它们不同的特点,在煤矿、建材、冶金、码头行业中的运用情况也不相同,对于输送距离较长的,适合采用水平型;在机头、机尾的过渡段无法转弯的,且料加在过渡段上,爬坡坡度小于300的,则适用于斜型;Z型组合的中间为垂直段,卸料段与加料段可以随意加长或转弯;S型在冶金行业运用较少,此组合在垂直方向分布运用较少,而水平方向分布就比较具有实用性;L型组合没有水平卸料段,用直线头部装上机头滚筒卸料来代替斗式提升机;最后的倒L型与L型完全相反,输送带在加料时不能够打开,因此通常是插入加料嘴给其加料。
以上的六种组合形式,可以大大丰富管状带式输送机的应用,节约转载设备,但前提是必须合理的运用,此外,这六种形式的选择和组合分布从工艺设计来讲,都是需要研究实际工况后决定采用那种形式,因为受到胶带、机架等设备在制造生产中的影响,因此,在进行工艺设计时要遵循客观规律,例如:管状式输送机的运输线路要尽可能的简单,减少圆弧段的设置,而圆弧的半径应该尽量的增大,这样才能减少整个运输过程中的阻力,从而延长胶带机的使用期限。
管状带式输送机行业发展深度研究与投资咨询报告
▄核心内容提要产业链(Industry Chain)狭义产业链是指从原材料一直到终端产品制造的各生产部门的完整链条,主要面向具体生产制造环节;广义产业链则是在面向生产的狭义产业链基础上尽可能地向上下游拓展延伸。
产业链向上游延伸一般使得产业链进入到基础产业环节和技术研发环节,向下游拓展则进入到市场拓展环节。
产业链的实质就是不同产业的企业之间的关联,而这种产业关联的实质则是各产业中的企业之间的供给与需求的关系。
市场规模(Market Size)市场规模(Market Size),即市场容量,本报告里,指的是目标产品或行业的整体规模,通常用产值、产量、消费量、消费额等指标来体现市场规模。
千讯咨询对市场规模的研究,不仅要对过去五年的市场规模进行调研摸底,同时还要对未来五年行业市场规模进行预测分析,市场规模大小可能直接决定企业对新产品设计开发的投资规模;此外,市场规模的同比增长速度,能够充分反应行业的成长性,如果一个产品或行业处在高速成长期,是非常值得企业关注和投资的。
本报告的第三章对手工工具行业的市场规模和同比增速有非常详细数据和文字描述。
消费结构(consumption structure)消费结构是指被消费的产品或服务的构成成份,本报告主要从三个角度来研究消费结构,即:产品结构、用户结构、区域结构。
1、产品结构,主要研究各类细分产品或服务的消费情况,以及细分产品或服务的规模在整个市场规模中的占比;2、用户结构,主要研究产品或服务都销售给哪些用户群体了,以及各类用户群体的消费规模在整个市场规模中的占比;3、区域结构,主要研究产品或服务都销售到哪些重点地区了,以及某些重点区域市场的消费规模在整个市场规模中的占比。
对消费结构的研究,有助于企业更为精准的把握目标客户和细分市场,从而调整产品结构,更好地服务客户和应对市场竞争。
市场份额(Market shares)市场份额,又称市场占有率,指一个企业的销售量(或销售额)在市场同类产品中所占的比重。
管状带式输送系统
送带。
驱动装置过热
检查润滑是否良好,清理驱动 装置周围的杂物和散热空间。
06
管状带式输送系统发展趋势与 未来展望
发展趋势
技术创新
管状带式输送系统的技术研发和创新是未来的重要趋势, 特别是在节能、环保、安全和智能化等方面。
多样化应用
随着工业领域的不断发展,管状带式输送系统的应用领域 将更加广泛,包括矿山、冶金、化工、食品等行业。
依据带宽和带速
带宽和带速是影响输送效率的 重要因素,需要根据实际情况 进行选择。
依据转弯半径
转弯半径是影响管状带式输送 系统设计的重要因素之一,需 要根据实际情况进行选择。
常见问题与解决方案
物料堵塞
带速不均
在输送过程中,物料可能会堵塞在管状带 上方或下方,需要采取措施防止堵塞,如 增加疏通口或控制物料流量等。
应用领域与优势
01
优势
02
密闭输送:能够避免物料在输送过程中的扬尘和污染,提高输
送效率。
连续高效:可以实现24小时连续输送,提高生产效率。
03
应用领域与优势
01
02
03
节能环保
采用封闭式结构,减少能 源浪费和环境污染。
运行稳定
具有较高的输送能力和稳 定性,能够适应各种恶劣 环境。
维护方便
结构简单,维护方便,可 以降低使用成本。
结构
特点
具有较大的承载能力、较高的输送效 率、较低的能耗和较长的使用寿命。
由多个小段组成,每个小段之间通过 硫化或焊接连接。
托辊与支架
托辊
支撑输送带或改变其运行方向的 重要部件,通常采用无缝钢管制
管状带式输送机运输特点及选型
管状带式输送机运输特点及选型管状带式输送机的运输特点及选型摘要管状带式输送机作为⼀种新的散货输送⽅式,在国外得到⼴泛的应⽤,因其独有的⽅式和优于普遍⽪带的特点,在国内正逐渐被许多电⼚、港⼝码头使⽤.本⽂详细介绍了管状带式输送机的特点、结构、规格型号及技术要点,为今后管状带式输送机的设计、选型、维修提供了技术⽀持。
关键词:管状带式输送机;运输特点;选型;技术要点;随着科学技术迅猛发展,现代化程度越来越⾼,港⼝码头对连续运输机械的要求越来越⾼。
⽣产现场迫切需要⼤切⾓,可弯曲带式输送机,提⾼连续输送的⾃动化程度,同时也要求建⽴⼀个新型⽆污染输送的良好⼯作环境。
管状带式输送机是⼀种⼤有发展前途的新型的输送机械,它使过去的空想成为现实。
经过不断的改进与完善,管状带式输送机将会成为未来所需要的理想⽽经济的输送设备。
⽬前,管状带式输送机已经在国内外运⾏使⽤,主要有以下⼏种机型:吊挂托轮式、导轨式、⾃然圆管形以及强⼒圆管形状带式输送机等。
⼀、管状带式输送特点1、可⼴泛应⽤于各种物料的连续输送。
输送物料分为⼏类:1块状物:煤块、⽯灰⽯等。
2粒状物:细沙、盐糖等。
3粉状物:⽔泥、⾯粉等。
4流质物:黄油等。
2、环保功能管带机在运⾏中要求输送带成管状,两侧边有⼀定的搭接长度,物料不易飞扬散落埙耗,也不会受外界环境(如刮风,下⾬等)影响,尤其是运送粉状物、化⼯制品、⾷品时,这⼀优越性更为显著,同时,由于输送带在过渡段反复变形、能去除和防⽌物料黏附在输送带上。
因此,输送块料、粉料、有毒及起尘物料均不会造成外部环境污染。
3、节能特点胶带被六只托辊强制卷成圆管状,⽆输送带跑偏的情况,管带机可实现⽴体螺旋状弯曲布置,⼀条管状带式输送机取代⼀个由多条普通胶带机组成的输送系统。
可节省⼟建(转运站)、设备投资(减少驱动装置数量),并减少了故障点,及设备维护和运⾏费⽤。
管状带式输送机⾃带⾛廊和防⽌了⾬⽔对物料的影响,因此,选⽤管状带式输送机后,可不再建栈桥,节省了栈桥费⽤。
圆管带式输送机的发展及其关键技术
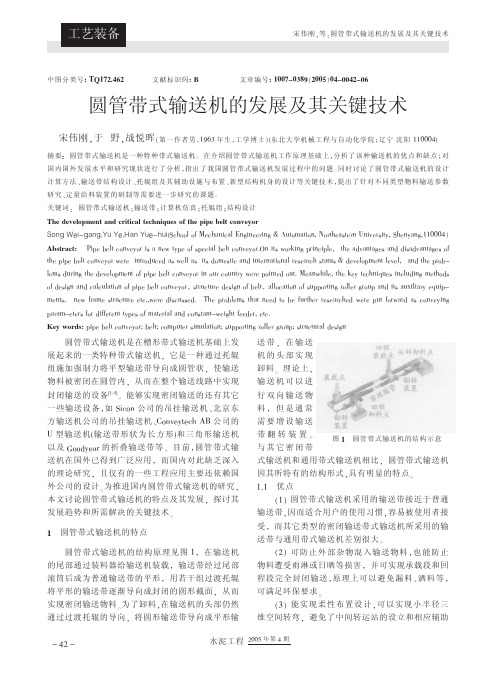
食 ’ 水泥 ’ 预制混凝土 ’ 工业灰渣 " 肥料 ’ 矿石 ’ 木屑 ’ 油焦 ’印泥等多种散状物料 " 服务行业涵盖了水泥生 产 ’ 矿山运输 ’ 加工业原料输送 ’电力设施供煤 ’垃圾 处理等多种工业应用 & 从 #,=$ 年第一条圆管带式输 送机诞生以来 " 圆管带式输送机已经发展了 *= 年 & 截至 *&&" 年底 "全球已建设了 ,’& 余台圆管带式输 送机 - 其中德国的 >87? 公司有 #!& 台左右 ." 输送能 力 !&@" !&& 3(?! 总 运 输 长 度 达 *&& A+ 以 上 ! 管 径 范围 #&&@=&& ++& 图 * 是截止 *&&* 年世界圆管输 送机的建造情况的统计 & 世界范围内圆管输送机的 单机最大长度为 ! &*, + " 最大输送量为 " !&& 3(?" 最 大 管 径 为 =&& ++" 最 大 倾 角 %&# " 最 大 转 弯 角 度
式输送机和通用带式输送机相比 # 圆管带式输送机 因其所特有的结构形式 # 具有明显的特点 $
$:$
优点 !$ " 圆管带式输送机采用的输送带接近于普通
输送带 # 因而适合用户的使用习惯 # 容易被使用者接 受 # 而其它类型的密闭输送带式输送机所采用的输 送带与通用带式输送机差别很大 $ !; " 可防止外部杂物混入输送物料 # 也能防止 物料遭受雨淋或日晒等损害 # 并可实现承载段和回 程段完全封闭输送 # 原理上可以避免漏料 % 洒料等 # 可满足环保要求 $ !< " 能实现柔性布置设计 # 可以实现小半径三 维空间转弯 # 避免了中间转运站的设立和相应辅助
圆管状带式输送机[1]
![圆管状带式输送机[1]](https://img.taocdn.com/s3/m/532fff3c10661ed9ad51f309.png)
图10 尾部过渡段两侧交错设置立辊
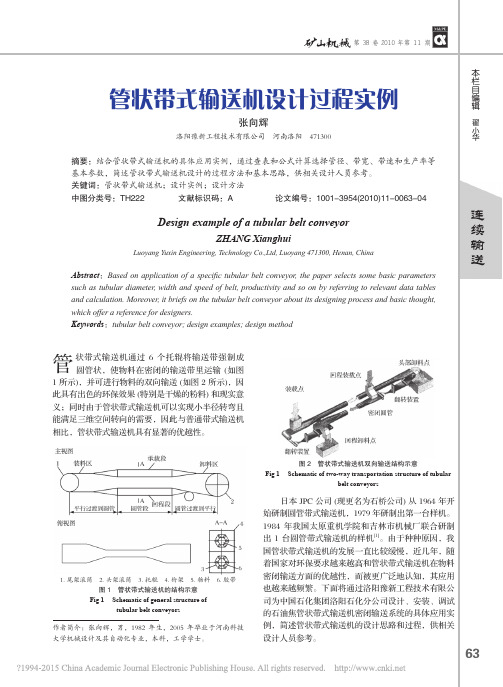
2)圆管带式输送机空间弯曲布置及弯曲半径如前所述,圆 管带式输送机可以在水平面内或垂直面内或空间弯曲布 置,如图11,可越过障碍物或其他设施,不需要中间转 载,实现一机长距离复杂线路输送物料的目的。但是在 头尾过渡段必须是直线布置。
图11 弯曲布置的圆管带式输送机
4.2托辊及托辊组
圆管带式输送机所用的托辊,要求 运行阻力小以及更好的防止雨水及粉 尘浸入的性能,根据日本托辊的调查 结果说明,当调整黄油的充填率时, 可以获得更小的回转阻力。关于渗水 性的要求问题,对普通带式输送机的 槽形托辊组的侧辊槽角一般为35°左 右,而圆管带式输送机的六边形托辊 组的侧辊倾角呈60°乃至90° ,因此 如果密封不好,雨水易于浸入,在短 时间内可能出现托辊不转。圆管带式 输送机对托辊的密封要求更为严格。 (1)托辊的直径 圆管带式输送机与普 通带式输送机比较,可以选用较高的 带速。其带速主要受托辊的转速及托 辊直径的限制,增大托辊直径或提高 托辊许用转速均能达到提高带速的目 的。表10是输送带管径、托辊间距及 直径间关系。
(a) 图7 尾部和头部过渡段
(b)
尾部过渡段托辊组的布置如图8所示。缓冲托辊的间距一般为300~500mm, 均为槽形托辊,其槽角由A1—A1断面至A4—A4截面逐步增加,可分别为15°、 20°、30°、45°;在B—B断面处设置一组5托辊组,其中最上方的2个托辊的 倾角,应根据输送带两边的搭接方向分别为60°和55°的倾角,用于将一边带 压下,使其低于另一边带,目的是使输送带能顺利地过渡成圆管状,并减少边 缘部分的磨损,有时还可在B—B截面前方设置一个压带辊,同样是用来将一带 边压下使其低于另一带边,见图9。在C—C截面,除采用标准六边形托辊以外, 还可由12个托辊组成十二边形,实际上是在支承板两侧各形成正六边形,相互 错开30°角度,十二边形托辊组成的圆管形比标准六边形托辊组更接近圆形, 可在密封处承受很高的载荷压力。头部过渡段有时也需要设置压带辊(后面将详 细阐述)。
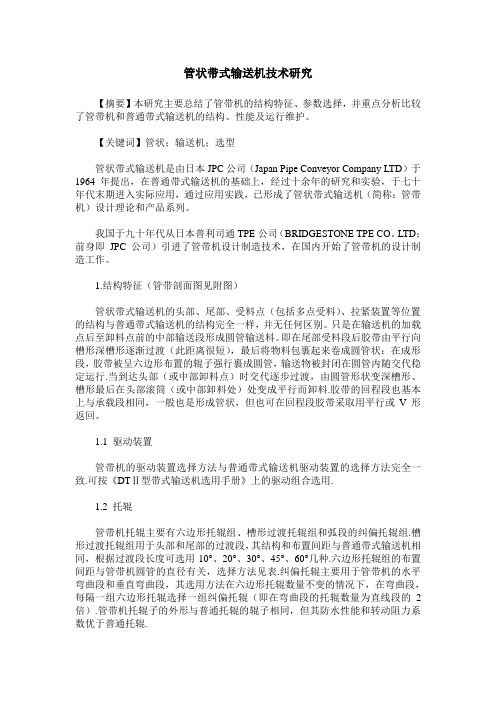
管状带式输送机设计过程实例_张向辉
63
第 38 卷 2010 年第 11 期
1 设计过程
1.1 技术参数
项目的主要技术 参数如表 1 所列。
表 1 项目的主要技术参数 Tab 1 Main technical parameters of a project
输送物料 生产率/ (t·h-1) 水平输送距离/ m 提升高度/ m 物料含水量/ % 物料密度/ (kg·m ) 物料站外粒度/ mm 破碎后物料最大粒度/ mm 最大粒度占物料总比例/ % 静堆积角/ (° ) 动堆积角/ (°)
Fig 1
图 2 管状带式输送机双向输送结构示意 Schematic of two-way transportation structure of tubular belt conveyors
1. 尾架滚筒 2. 头架滚筒 3. 托辊 4. 桁架 5. 物料 6. 胶带
图 1 管状带式输送机的结构示意 Fig 1 Schematic of general structure of tubular belt conveyors
堆积密度 a / (t·m -3) 150 200 250 300 350 400 500 600 < 0.8 1.5 1.6 1.7 1.8 1.9 2.0 2.1 2.2 0.8~1.6 1.5 1.6 1.7 1.8 1.9 2.0 2.2 2.4 1.6 1.3 1.5 1.6 1.7 1.8 1.9 2.0 2.2
1.4 主要参数的选择和计算
1.4.1 管径、带速的选择 管径的选择主要与 2 个因素有关:一是物料的粒
1.4.2 带宽的选择 管状带式输送机的带宽是由管径决定的,一般来 讲胶带成管后搭接的长度为管径的 1/ 3~1/ 2,具体
管状带式输送机技术研究
管状带式输送机技术研究【摘要】本研究主要总结了管带机的结构特征、参数选择,并重点分析比较了管带机和普通带式输送机的结构、性能及运行维护。
【关键词】管状;输送机;选型管状带式输送机是由日本JPC公司(Japan Pipe Conveyor Company LTD)于1964年提出,在普通带式输送机的基础上,经过十余年的研究和实验,于七十年代末期进入实际应用,通过应用实践,已形成了管状带式输送机(简称:管带机)设计理论和产品系列。
我国于九十年代从日本普利司通TPE公司(BRIDGESTONE TPE CO。
LTD;前身即JPC公司)引进了管带机设计制造技术,在国内开始了管带机的设计制造工作。
1.结构特征(管带剖面图见附图)管状带式输送机的头部、尾部、受料点(包括多点受料)、拉紧装置等位置的结构与普通带式输送机的结构完全一样,并无任何区别。
只是在输送机的加载点后至卸料点前的中部输送段形成圆管输送料。
即在尾部受料段后胶带由平行向槽形深槽形逐渐过渡(此距离很短),最后将物料包裹起来卷成圆管状:在成形段,胶带被呈六边形布置的辊子强行裹成圆管,输送物被封闭在圆管内随交代稳定运行.当到达头部(或中部卸料点)时交代逐步过渡,由圆管形状变深槽形、槽形最后在头部滚筒(或中部卸料处)处变成平行而卸料.胶带的回程段也基本上与承载段相同,一般也是形成管状,但也可在回程段胶带采取用平行或V形返回。
1.1 驱动装置管带机的驱动装置选择方法与普通带式输送机驱动装置的选择方法完全一致.可按《DTⅡ型带式输送机选用手册》上的驱动组合选用.1.2 托辊管带机托辊主要有六边形托辊组、槽形过渡托辊组和弧段的纠偏托辊组.槽形过渡托辊组用于头部和尾部的过渡段,其结构和布置间距与普通带式输送机相同,根据过渡段长度可选用10°、20°、30°、45°、60°几种.六边形托辊组的布置间距与管带机圆管的直径有关,选择方法见表.纠偏托辊主要用于管带机的水平弯曲段和垂直弯曲段,其选用方法在六边形托辊数量不变的情况下,在弯曲段,每隔一组六边形托辊选择一组纠偏托辊(即在弯曲段的托辊数量为直线段的2倍).管带机托辊子的外形与普通托辊的辊子相同,但其防水性能和转动阻力系数优于普通托辊.1.3 输送带设备采用管带机专用输送带。
管状带式输送机的运转及维护要点探析

管状带式输送机的运转及维护要点探析管状带式输送机的运转及维护要点探析【摘要】在管状带式输送机的安装、调试、运转、管理、维护等探索中,其优点突出,特点显著。
本文对管状带式输送机工作原理、组成结构和典型特点进行了描述,同时分析了运转维护的要点难点,并介绍了有关调整以及维护的方法,展望了管状带式输送机在适合其特点的条件下的应用前景。
【关键词】管状带式输送机;特点;工作原理;应用前景;调整;维护1 概述1.1 管带式输送机的发展最早开发的圆管带式输送机是日本圆管带式输送?C公司Ja-pan Pipe Conveyor(JPC)Co.,在此基础上取得了最初的技术专利。
1979年底,该公司成功制造出第一台圆管带式输送机。
普利斯通(Bridgestone)公司已获得JPC系统的所有权,因此,在全世界范围内投人生产和进行销售圆管带式输送机,必须经该公司(即Bridgestone )授权。
目前,圆管带式输送机多用于物料的输送。
可输送的典型物料有矿石、焦炭、煤、石灰石、页岩、碎石和冲积土。
一些较为难处理的物料也可使用圆管带式输送机输送,例如石油焦炭、钢浓缩物、粘土、废渣、金属碎渣、混凝土、尾渣、加湿粉煤灰、铝土和滤尘等。
1.2 管状输送带部件概述1.2.1 输送带输送带作为圆管带式输送机承载所输送物料的承载件和牵引件,需具备良好的弹性、较好的纵向柔性、适当的横向刚性和抗疲劳性其结构设计较为特殊,因而对带芯材料要求两边接搭部分要有较好的可挠曲性,以保证成管后密封和稳定性。
输送带的联接为硫化连接。
1.2.2 驱动装置由电机、减速机、盘闸制动器、低速轴联轴器、高速轴联轴器及高压变频器组成的驱动单元,固定在驱动架上,驱动架固定在地基上。
1.2.3 滚筒(1)传动滚筒,是动力传递的关键部件,表面有人字型和菱形花纹橡胶覆面.其中人字形花纹胶面摩擦系数大,排水性良好,但有方向性,安装时注意人字尖与输送带运转方向一致,轴承座需全部采用油杯润滑脂来润滑。
管链输送机选型与设计要点
管链输送机选型与设计要点管链输送机是一种常见的物料输送设备,广泛应用于煤炭、水泥、冶金、化工、粮食加工等行业。
正确的选型和设计可以提高输送机的效率和可靠性,降低故障率和维护成本。
下面是关于管链输送机选型与设计的要点内容。
一、选型要点1. 载带速度和输送量:根据物料的流动性质和输送要求,选择合适的载带速度和输送量。
速度过快会导致物料溢出,速度过慢会影响输送效率。
2. 输送距离和高度:根据实际工作场地的条件,确定输送机的总长度和升降高度。
同时需要考虑输送机的升降能力和运行稳定性。
3. 输送物料性质:了解物料的粒度、湿度、温度和腐蚀性等特性。
根据物料的性质,选择适合的材质和结构的管链输送机,以确保设备的寿命和运行稳定性。
4. 输送机的环境要求:考虑输送机的周围环境条件和作业温度。
例如,如果工作环境有较高的湿度或腐蚀性气体,需要选择具有防腐能力的材质。
5. 维护和清洁要求:选择易于维护和清洁的设计,以降低设备故障率和维护成本。
结构简单、易拆卸的设计能够提高设备的可维护性和清洁性。
6. 动力系统选择:根据输送量和相关参数,确定适合的动力系统。
可以选择电动、液压或气动系统,具体根据实际情况来选择。
二、设计要点1. 输送机的结构设计:根据选型要点和实际要求,进行输送机的整体结构设计。
包括机身、支承装置、传动装置、导向装置等部分。
结构设计要合理,以确保设备的稳定性和安全性。
2. 输送机的安全保护措施:为了确保工作人员的安全,设计中应考虑安全保护措施。
例如,安装防护罩、防撞装置和紧急停车装置等。
3. 润滑和冷却系统设计:根据输送机的运行情况,设计相应的润滑和冷却系统。
适当的润滑和冷却能够降低设备的磨损和温度,延长使用寿命。
4. 传动系统的设计:传动系统是输送机的核心部分,设计时应确保传动效率和可靠性。
选择合适的齿轮、链条和轴承等传动装置,并确保其合理的布置和调整。
5. 电气控制系统:设计时应考虑电气控制系统,以实现输送机的自动化和远程控制。
管状带式输送机的参数计算和结构设计 毕业论文翻译

英文原文Parameters Calculation and Structure Design of Pipe BeltConveyerZaimei Zhang1, Fang Zhou2, Jianheng Ji21School of Mechanical Engineering, University ofJinan, Jinan 250022, Shandong Province,China2Departments ofInformation Engineering, Shandong Water Vocational College, Rizhao 276826,Shandong Province, ChinaAbstract: Pipe belt conveyor is a new type of special belt conveyor and it is wildly used in conveying powder material. In the paper, the advantages of pipe belt conveyor are introduced. Calculation of pipe belt conveyor s main parameters is different from that of conventional belt conveyor s. The parameters such as throughput, belt speed, belt width, resistance, tension in belt and power are described. The length of transition section is analyzed because it is important to the belt life. Hexagon supporting rollers and tipping device are necessary parts ofpipe belt conveyor. The structures of them are also discussed.keywords:Pipe Belt Conveyor, Transition Section,Hexagon Supporting Rollers, Tipping Device1. IntroductionPipe belt conveyor is a new type of special belt conveyor which developed from the conventional belt conveyor. In this conveyor, flat belt is forced to be tubular by supporting roller groups and material conveyed is enveloped in it. Therefore airproof convey is realized in whole conveyance line. Pipe belt conveyor was proposed in 1964 by Japan Pipe Conveyor (JPC), and it went into real use in 1979[1] .After that, it was rapidly developed in Gennany and America and widely used abroad. But it is not deeply studied and its' use is much limited in China.2. The characteristics of pipe belt conveyorFigurel is for the structure of pipe belt conveyor. The load is putted on by the feeder at the end of conveyor.The belt is flat when it runs through the driven roller and it is conducted by a series of supporting rollers to be tubular gradually. Thus airproof conveyance is realized. In order to discharge, the pipe is also conducted by a series of supporting rollers to be flat near the driving roller. The conveyor discharges at its head. Two-way conveyance can be realized. But tipping device for belt must be added. Characteristics are obvious due to its special structure comparing with other belt conveyor[1].(1) Unpolluted conveyanceIn pipe belt conveyor, material doesn't come out and isn't influenced by environment because the belt is tubular and the two sides lap over each other. When itconveys powder, food and chemical material etc., this advantage is obvious.(2) Big obliquity of conveyanceObliquity can reach about 18 in the conventional belt conveyor. But in pipe belt conveyor, material is enveloped in pipe and friction between material and belt is greater than before. So obliquity can be increased to 30 The bigger obliquity is, the shorter conveyance length will be. This can result in lower cost.(3) Two-way conveyance is convenientBelt can be tubular in return of pipe belt conveyor and material can be conveyed in the reverse direction by special device such as special feeder and tipping device.(4) Conveyor bed is narrowIn conveyance, bed is narrow because the cross section is a circle. The required building space and building steel are reduced. The bed cost is low and it can be used when space is limited.3 .Main parameters calculation of pipe belt conveyorMain parameters in pipe belt conveyor are throughput, belt width, belt speed and power. But production throughput is always given.3.1 Calculation throughputThroughput of conveyor can be fonnulated as follows[2]:=Q VFγφ3600Where V is belt speed, F is the pipe area, γis density of material conveyed and φis coefficient of material filling, φ= 0.44~0.8. If material size is less than one third of pipe diameter, φ=0.8. If material size is one third of pipe diameter, φ=0.75. If material size is half of pipe diameter, φ=0.58. If material size is two thirds of pipe diameter, φ=0.44.3.2 Belt speedBelt speed is determined by characteristic of material, throughput, belt width and the installation method of conveyor. Generally speaking, quick belt speed is beneficial because it can reduce belt width and tension in belt when throughput is constant. This will economize on investment in belt and power consumption. Belt speed usually used is 2~5m/s [3].3.3 Belt widthBelt width can be calculated according throughput. The belt diameter can be expressed [2]:d =Where d is pipe diameter.The lap of two sides is about one third or half of pipe diameter. When belt is tubular, the relationship between belt width and pipe diameter is as follow: ((1/31/2))B d π=+3.4 Running resistance calculationThe method has no difference in resistance calculation between pipe belt conveyor and conventional belt conveyor. Generally, Coefficient of resistance is usually used in resistance calculation. Tension in belt is calculated point by point. Extrusion force is increased because material is enveloped in pipe. Therefore coefficient of resistance in pipe belt conveyor is greater than that in conventional belt conveyor.(1)Resistance in tangentResistance in belt with load [2]:01201()cos ()W q q q gl q q Hg ωβ=++±+Resistance in belt without load:030()cos W q q gl q Hg ωβ=+Where W is resistance in running, 0q is the unit mass of belt per meter, 2q is the average unit mass of the upper supporting rollers per meter along the belt, 1q is the unit mass of material per meter along the belt, 3q is the average unit mass of the below supporting rollers per meter along the belt, l is the length of conveyance, β is obliquity of conveyance and ω is coefficient of resistance in supporting rollers, showed in table 1.Table 1.Coefficient of resistance in supporting rollers(2) Resistance in curvatureResistance in curvature is caused by belt ossification and friction in roller bearings. It is proportional to the tension at curvature entrance. That is [2] :1i i S CS -=Where i S is the tension in belt at curvature exit, 1i S - is the tension in belt at curvature entrance and C is coefficient of resistance.3.5 Tension calculation in beltAfter resistance in each section has been calculated, we can calculate the tension at every point. We can divide whole path into several tangents and curvatures and number every joint before we calculate. Tension at any point is calculated by the formula as followed [2]:1(1)i i i i S S W --=+Where i S and 1i S - are tension in belt at point i and point 1i -, (1)i i W - is resistance between point i and point 1i - .The tension at driving roller entrance and driving roller exit can be obtained. Circumferential force on driving roller can be described by following expression:1n P S S =-Where P is circumferential force on driving roller, n S is the tension in belt at driving roller entrance and 1S is the tension in belt at driving roller exit.The following condition must be satisfied because the belt do not permitted to slide on driving roller [2].1n S S e μα≤Where μ is the coefficient of friction between the belt and driving roller, α is angle of the belt enveloping on the roller.3.6 Power calculationPower is mainly consumed in overcoming running resistance. And some power is used in elevating material in sloping conveyor. Power on driving roller shaft can be calculated by the follower expression [2]:01000PV N = So the motor power is:KN N η=Where K is a factor of safety and η is transmission device efficiency.4 Structure design of pipe belt conveyor 4.1 The length of transition sectionFigure 2 Length of transition sectionTransition section is shown in figure 2. The belt is flat at driving roller and driven roller. The belt is turned from flat belt into tubular one at transition section. The length of transition depends on the permissible extension of belt. If transition section is too short, additional deformation and stress will be great in both sides of belt. This will result damage to belt. If transition section is too long, distance of airproof conveyance in whole line will be shortened. Generally speaking, the length of transition section equals to 25 diameters in nylon belt while 50 diameters in wire rope belt [3].4.2 Design of supporting rollersParallel supporting rollers must be used near driving roller and driven roller so that the angle of the belt enveloping on the roller is big enough. But at other position in transition section trough supporting rollers are used. Thus the flat belt can become tubular one gradually and additional stress at edge of belt can be reduced. So trough angle is usually 20°,30° ,45° ,60° and 90°. Since impact load at material entrance is inevitable, three groups of cushioning supporting rollers can sever to reduce the intensity of shock loads and its' spacing is about 300~500mm [4].Hexagon supporting rollers are widely used after the flat belt becomes tubular onel5J • Rollers can be equipped on the same side or two sides of the supporting board. is easy to positioning rollers precisely and the force in belt is uniform when the six rollers are equipped on the same side of supporting board. Generally speaking, the adjacent rollers spacing should not exceed the belt thickness, usually 4~8mm. If thespacing were too big, the edge of belt would jam in it. There are three rollers on each side of the supporting board when rollers are equipped on two sides of it. The length of roller can be longer than the length of hexagon side and the belt can not jam in the space of adjacent rollers. On the other hand, the force in supporting board is uniform. Rollers on supporting board are shown in fig.3 and fig.4.Figure 3 .Rollers on same side of suppporting boardFigure 4. Rollers on two side of suppporting boardRigidity is greatly increased after flat belt becomes tubular. So supporting rollers spacing can also be increased. Supporting roller groups spacing with load is about 1.2m or 1.0m and it is 3.0m in return in conventional conveyor, while it varies with the pipe diameter in pipe belt conveyor. The greater pipe b diameter is, the greater the spacing is[5]. The relationship etween pipe diameter and the spacing is shown in table 2[5].Table 2. The relationship between pipe diameter and supporting roller groups spacing4.3 Belt tipping deviceRemnant material on belt will pollute environment and adhere to rollers and supporting rollers after discharge. This will result to belt wear. So the same side of belt is always used when conveying material. Belt tipping device severs to overturn the belt [6]. It consists of several rollers. The belt is hold by two horizontal rollers and two vertical rollers and tum 90° Then another two horizontal rollers hold the belt and tum it 90° at the same direction. Thus belt overturn is realized. The spacing between horizontal rollers and vertical rollers depends on belt width and operation conditions.5. ConclusionCompared with conventional belt conveyor, pipe belt conveyor has so many advantages that it will be widely used in the future. When calculating parameters, some formals in convention belt conveyor can be used in pipe belt conveyor, but some coefficients must be modified. The power is greater in pipe belt conveyor than in conventional belt conveyor because friction is great in pipe belt conveyor. The transition section length depends on the belt type and pipe diameter. Parallel supporting rollers and trough supporting rollers in conventional belt conveyor can also be used in pipe belt conveyor, but trough angle varies with the poison where trough supporting rollers are installed. Hexagon supporting rollers and tipping device exist only in pipe belt conveyor and their structure is described in this paper. Supporting roller groups spacing also varies with pipe diameter.References[1] Kai Liu, "Application and Development of Pipe Belt Conveyor", Coal Technology, 2006,25(09): 19-21[2] Maton A E, "Power and Capacity Review of Tubular Pipe and Trough Conveyor", Bulk Solids Handing, 1997,17(1):47-50[3] Zhiping Li, "Application of Pipe Belt Conveyor in Bulk Handling", Electric Power Survey &Design,2003,1:48-52[4] Weigang Song, Ye Yu, "The Development and Critical Techniques of the Pipe Belt Conveyor", Cement, 2005,04:42-46[5] Yuefeng An, "Pipe belt conveyor", S P & BMH Related engineering. 2006,2:39-42[6] Gregory A Vaka, "Pipe Conveyor---Development and Advantages", Bulk Solids Handling, 1998,18(3):451-455中文译文管状带式输送机的参数计算和结构设计张在美1,周芳2,纪健恒21.济南大学机械工程学院,中国,山东济南2500222. 山东水利职业学院信息工程系,中国,山东日照276826摘要:管状带式输送机是一种新型的专用带式输送机,它可广泛应用于粉状物料的运输。
管状带式输送机的发展和应用

1 管状带式输送机的发展和应用日本管状带式输送机公司(JPC)最早开发了管状带式输送机,并获得了技术专利,于1979年底成功地制造出第1台管状带式输送机。
普利斯通(Bridgestone)公司已获得JPC系统的所有权,在世界范围内生产和销售管状带式输送机,必须经Bridgestone授权。
由于管状带式输送机是从通用的物料搬运形式中分离出的,因此得到用户的普遍认可。
目前,管状带式输送机技术日趋标准化,熟悉其性能的人都认为它是一种应该优先选取的散料输送方法。
管状带式输送机的应用基本没有限制,任何物料都可采用。
输送的典型物料有矿石、煤、焦炭、石灰石、碎石、页岩和冲积土。
一些非常难处理的物料,如钢浓缩物、石油焦炭、粘土、废渣、混凝土、金属碎渣、加湿粉煤灰、尾渣、铝土和滤尘等也可用管状带式输送机输送。
2 管状带式输送机的设计要点2.1 管状带式输送机的输送带用于管状带式输送机的输送带由Bridgestone轮胎公司开发,它与普通输送带相似,但在设计上采用了一些特殊技术。
管状带式输送机的输送带由日本的Bridgestone及其授权的公司制造。
输送带必须具有刚性,从而在通过托辊组时形成并保持圆管状;同时,还必须具有一定的柔性,保证输送带能通过过渡段,经由加料段在线路中卷成圆管状运行和以平面状态通过滚筒卸料。
可在输送带的织物层间加橡胶层来满足上述要求。
为使输送带具有需要的刚性和柔性,必须采用一种特殊的骨架结构。
为了保证搭接部分很好地密封,从而防止物料泄漏,要降低输送带边缘的刚性。
进一步讲,要控制上下胶层的厚度和硫化次数,提高输送带自然趋向圆管状的能力。
对于长距离管状带式输送机,输送带也可采用钢绳芯结构,此时,在钢丝绳的上、下各铺有1层横向织物。
就像织物芯输送带结构一样,在织物和钢丝绳之间也有一层橡胶。
在紧急维修时,可以暂时采用金属接头或用普通输送带代替,坚持到长期维护时。
普通输送带不具有所需的刚性和柔性,结果将产生永久的带芯分层、疲劳或其他不可预测的问题。
2024年管状输送带市场发展现状

2024年管状输送带市场发展现状简介管状输送带是一种常见的物料输送设备,广泛应用于矿山、冶金、建筑、化工等行业。
本文将对当前管状输送带市场的发展现状进行分析和探讨。
市场规模近年来,管状输送带市场规模不断扩大。
随着科技进步和工业化进程的推进,各行业对输送设备的需求日渐增长。
特别是在煤炭、石油化工、建筑材料等领域,管状输送带的应用逐渐普及,推动了市场规模的快速增长。
技术发展管状输送带的技术也在不断创新和进步。
传统的输送带材料使用橡胶或塑料,但随着工作环境的要求提高,高强度、抗腐蚀的输送带材料得到了广泛应用。
例如,采用聚酰亚胺材料制作的管状输送带在高温、高压等恶劣工况下表现出色,极大提高了设备的可靠性和使用寿命。
此外,自动化技术的应用也为管状输送带市场带来了新的发展机遇。
自动化控制系统可以实现输送带的智能化管理和监控,提高生产效率和安全性。
行业应用管状输送带的应用范围广泛,涉及多个行业和领域。
以下是几个典型的应用场景:1. 煤炭行业煤炭是我国主要能源来源之一,而管状输送带在煤炭开采和运输中起到了至关重要的作用。
管状输送带可以将煤炭从矿井运输到煤炭加工厂,或将成品煤炭输送到火力发电厂,提高了运输效率和安全性。
2. 石油化工行业石油化工行业也是管状输送带的重要应用领域。
例如,在炼油过程中,管状输送带可以将原油输送到各个处理装置,或将成品石油产品输送到储油罐。
此外,管状输送带还可以用于化工原料的输送和材料的存储。
3. 建筑材料行业建筑材料行业的发展也推动了管状输送带市场的增长。
例如,在混凝土生产过程中,管状输送带可以将骨料、水泥等原材料输送到搅拌站,实现自动化生产。
此外,管状输送带还可以用于建筑材料的仓储和运输。
市场竞争格局管状输送带市场存在激烈的竞争。
目前,国内外多家厂商生产和销售管状输送带产品,市场竞争较为激烈。
在竞争中,一些企业通过不断创新和提高产品质量来获得竞争优势。
同时,价格也是影响市场竞争的重要因素之一。
圆管带式输送机简介

圆管带式输送机技术性能简介
带式输送机发展的四个时期: 1795年至1900年,槽型带式输送机的初创时期 1900年至1972年,槽型胶带输送机的鼎盛时期 1972年至2006年,圆管带式输送机在初创时期 2007年至2020年,圆管带式输送机的繁荣期 在第四时期,现有的槽型胶带输送机将逐渐走向萧条,其原因是环 境保护的迫切需要,这是不以人的意志为转移的规律。
圆管带式输送机的回程带也 成圆管形,输送带被卷起来, 搭接部分处于圆管的底部, 这不仅使输送带同承载侧一 样通过相同的弯曲路线,也 使输送带脏的一面被包了起 来,物料滴落或撒落的可能 性很小。 圆管带式输送机的上、下分支包裹形成圆筒形,故可用下 分支反向输送与上分支不同的物料(但要设置特殊的加料 装置)。
圆管带式输送机技术性能简介
圆管带式输送机的发展
管状带式输送机是日本JPC(Japan Pipe Comveyro Co.LTD)公司在1964年最 先提出的理念,并经过十余年的研究和试验,于1979年底成功地制造出第1 台管状带式输送机。经过应用实践,已基本形成了设计理论和产品系列,随 后将技术和所有权卖给普利斯通(BRIDGESTONE TPE CO.LTD.)、德国科赫 等公司。我国于20世纪九十年代从日本普利斯通公司引进了管状带式输送机 设计制造技术,在国内开始了管状带式输送机的设计和制造。2002年12月27 号国家经济贸易委员会发表了JB/T10380-2002 《圆管带式输送机》标准。 最初,用户认可圆管带式输送机是认为它是一种从通用的、认可的物料搬运 形式中分离出的形式。目前,圆管带式输送机越来越趋于标准化,熟悉其性 能的人都认为它应是一种在所有输送散粒物料的方法中优先选取的方法。 圆管带式输送机的应用是无限制的,只要人能想到的就能实现。任何物料都 可采用圆管带式输送机输送。输送的典型物料有矿石、煤、焦炭、石灰石、 碎石、页岩、秸秆碎料、木片和冲积土。一些非常难处理的物料也可用圆管 带式输送机输送,如钢浓缩物、石油焦炭、粘土、废渣、混凝土、金属碎渣、 加湿粉煤灰、尾渣、铝土和滤尘等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
圆管带式输送机的发展和设计要点*Development and Designing Points for Tubular Pipe Conveyors北京航空航天大学孟文俊**摘要目前,人们已经认识到圆管带式输送机在可持续发展方面所起到的积极作用,在对其推广使用的过程中,掌握其设计要点是非常必要的。
本文从圆管带式输送机的结构、使用等方面作了有关介绍。
关键词:圆管带式输送机设计要点1圆管带式输送机的发展日本圆管带式输送机公司Japan Pipe Conveyor(JPC) Co. 最早开发的圆管带式输送机,并取得了最初的技术专利,于1979年底成功的制造出第一台圆管带式输送机。
普利斯通(Bridgestone)公司已获得JPC 系统的所有权,在世界范围内生产和销售圆管带式输送机,必须经Bridgestone授权。
最初,用户认可圆管带式输送机是认为它是一种从通用的、认可的物料搬运形式中分离出的形式。
目前,圆管带式输送机越来越趋于标准化,熟悉其性能的人都认为它应是一种在所有输送散粒物料的方法中优先选取的方法。
圆管带式输送机的应用是无限制的,只要人能想到的就能实现。
目前,我们认为任何物料都可采用圆管带式输送机输送。
输送的典型物料有矿石、煤、焦炭、石灰石、碎石、页岩和冲积土。
一些非常难处理的物料也可用圆管带式输送机输送,如钢浓缩物、石油焦炭、粘土、废渣、混凝土、金属碎渣、加湿粉煤灰、尾渣、铝土和滤尘等。
2圆管带式输送机的设计要点2.1 圆管带式输送机输送带用于圆管带式输送机的输送带由Bridgestone轮胎公司开发。
它与普通输送带相似,但在设计上也采用了一些重要技术。
圆管带式输送机输送带由日本的Bridgestone及其授权的公司制造。
由于刚性和柔性要求,必须采用一种特殊的骨架结构。
输送带必须具有刚性,从而在通过托辊组时形成并保持圆管状。
同时,也必须有一定得柔性,保证输送带能通过过渡段,经由加料段在线路中卷成圆管状运行和平面状地通过滚筒卸料。
这可在输送带的织物层间加橡胶层来满足。
为了保证搭接部分很好地密封,从而防止物料泄露,要降低输送带边缘的刚性。
进一步讲,要控制上下胶层的厚度和硫化次数,提高输送带自然趋向圆管状的能力。
对于长距离圆管带式输送机,输送带也可采用钢绳芯结构,此时,在钢丝绳的上下各铺有一层横向织物。
就像织物芯输送带结构一样,在织物和钢丝绳之间也有一层橡胶。
为了紧急维修,可以暂时采用金属接头或用普通输送带代替,直到可作长期维护。
普通输送带不具有所需的刚性和柔性,结果将产生永久的带芯分层、疲劳或其他不可预测的问题。
但普通输送带的优点就是结构简单、制造成本低、价格低,有时也可作为圆管输送带的用替代品。
在通用带*本项目由太原市科技启明星计划资助**太原重型机械学院教授,研究方向为物料搬运及其自动化技术;现为北京航空航天大学博士研究生。
式输送机上时,圆管带式输送机输送带和普通输送带的使用寿命实际上是相同的。
圆管输送带的清扫装置与用在通用带式输送机中的一样,单刮板和多叶片带式清扫器及旋转刷和空段清扫器都可应用。
圆管带式输送机输送带可经过特殊制造,从而用于输送热物料。
标准规格输送带使用温度可达60℃(140o F),两种热物料规格输送带允许温度可达110℃(230o F)和 160℃(320o F)。
在选择输送带时必须特别考虑物料粒度和输送带表面温度,非常热的输送带表面会对输送带的寿命产生显著影响。
2.2 托辊及其间距当圆管带式输送机直线运行,没有任何垂直或水平弯曲时,上行程(或圆管带式输送机的承载侧)的底部三个托辊承受输送带和物料的重量,顶部的三个托辊维持输送带成圆管形。
当输送机有垂直和水平弯曲部分时,围着输送带的其他托辊可能成为承载托辊,剩下的托辊来维持输送带的圆管形。
下行程(即圆管带式输送机的回程)也一样。
在下行程或回程中使输送带保持圆管形,而不是像通用带式输送机那样采用平形带,是为了保证其以与承载侧同样的结构尺寸引导输送带通过垂直或水平弯曲段。
输送带四周的托辊通常被称为圆管状保持托辊(PSK托辊)。
托辊组的直径和间距由圆管带式输送机的尺寸和所输送物料决定。
由于成管后的刚度大,在输送带垂度满足要求的情况下与通用输送机相比,托辊间距比较大。
表1列出了用于直线布置圆管带式输送机的典型托辊间距和与圆管带式输送机尺寸相关的托辊直径。
组成多边形托辊组的托辊可以安装在托辊面板的两侧(如图1),以避免运行的输送带夹进托辊间的间隙中造成事故。
表1 管径 托辊直径 托辊间距50 lb/ft3(800 kg/m3) 75 lb/ft3 (1200 kg/m3)100 lb/ft3 (1600 kg/m3)mm in mm inmm in mm in mm in 150 6 89.0 3.51600.0 5’6”1600.0 5’0”1200.0 4’3”108.0 4200 81800.0 6’0”1600.0 5’3”1600.0 5’0”133.0 5108.0 4250 101800.0 6’3”1600.0 5”6”1600.0 5’3”133.0 5300 12 133.0 5 2000.0 6’6”1800.0 6’0”1600.0 5’6”350 14 133.0 5 2200.0 7’0”1800.0 6’3”1800.0 6’0”400 16 133.0 5 2200.0 7’3”2000.0 6’6”1800.0 6’3”500 20 133.0 5 2200.0 7’3”2200.0 7’3”2000.0 6’6”600 24 159.0 6 2500.0 8’0”2200.0 7’9”2200.0 7’3”700 28 159.0 6 2500.0 8’3”2500.0 8’3”2200.0 7’6”159.0 6850 342500.0 8’6”2500.0 8’3”2500.0 8’0”194.0 7注:①托辊直径取决于辊子转速rpm,②公制单位数值为笔者推荐取值,供读者参考并提出修改意见。
后表相同。
圆管带式输送机弯曲段的托辊间距必须减小,一般取正常输送段托辊间距的1/3~1/2。
在所有情况下,托辊间距的最终确定,应基于对圆管带式输送机的静态动态张力特性和所用典型或综合弯曲的特点综合考虑。
在输送机的尾部过渡段(输送带由平形带卷成圆管形),与通用带式输送机相似,输送带由不同槽角的托辊组支承。
在这里,通过导料槽为输送机加载,以保证把物料加在输送带的纵向中线附近,利于输送带的运行,加料侧板下的位于输送带中心位置的托辊可以吸收装载物料的冲击载荷。
在圆管形的开始处装有一组特殊的托辊,由12个排成不重合的两个六边形托辊组成。
12边形托辊组围成的圆管形比用标准六边形托辊组更接近圆形,能承受在密封处的很高的载荷压力。
除这些托辊外,还采用一组特殊的导向托辊,在输送带卷在一起前用来压住输送带一边使其低于另一边(如图2所示)。
这个托辊就安装在第一个多边形托辊组的前面,以消除输送带边缘的磨损,正确地搭接并封闭输送带。
托辊对齐和适当的加载,对圆管带式输送机的稳定和导向起关键作用。
在一台通用带式输送机结构中,托辊支架在水平和垂直面内对齐,对于正确导向输送带、完成运行非常重要,并采用调心托辊来调整不正确的导向或输送带跑偏。
由于圆管带式输送机输送带由周围各侧的托辊导向,输送机能通过弯曲处并克服输送带中心跑偏问题。
在圆管带式输送机运行过程中,仍可以调整托辊使输送带的搭接部分在承载侧尽量处于上方。
然而,事实上,主要使输送带稳定并保持其搭接部分在或接近于上方位置的是所输送物料的重量。
横截面积占75%圆管面积的物料的重心使输送带保持适当的动态性能。
在回程或空载侧,输送带的搭接部分位于圆管形的下方,搭接处的重量使其在回程中保持适当的动态性能。
均匀给料对于圆管带式输送机的稳定和导向非常重要,因此,推荐加载时使用带式给料机或振动给料机(它们可提供稳定均匀的物流)。
假如不能稳定均匀的给料,则需安装物料横断面监测器和圆管带式输送机调速驱动装置,横断面监测器在加料处对物料载荷进行监测并发出信号改变输送带速度,从而始终保持物料的横截面积一致。
滚筒与圆管之间过渡段的长度,由圆管直径决定。
表2中列出针对不同种类输送带,推荐使用的输送机头尾过渡段的长度及相应圆管带式输送机的最短长度。
表22.3 弯曲圆管带式输送机优于通用带式输送机的显著特点是可以进行小半径转弯,从而减小了外形轮廓,可在地理上不能使用通用带式输送机或需多个转载点的情况下选用圆管带式输送机。
由于圆管带式输送机输送带完全被周围的托辊约束,所以与通用带式输送机相比不发生跑偏现象。
圆管带式输送机可以在垂直面和水平面上弯曲,也可同时在两个面上弯曲,取消了转载点,可从侧面、上面或下面通过已存在的工厂设备等障碍物,输送带刚通过过渡段形成圆管后便开始弯曲,弯曲必须在到达卸料滚筒过渡段之前完成。
输送机两端的过渡段必须是直线的。
弯曲半径通常由圆管直径、输送带类型及使用的弯曲决定。
一般推荐使用的标准最小半径,在水平或图2图1凹弯曲时,织物芯带为圆管直径的300倍,钢绳芯带应为圆管直径的700倍;但是如果是“S”形、凸弯曲或水平和凹弯曲综合出现,则最小半径,织物芯带为圆管直径的400倍,钢绳芯带应为圆管直径的800倍;在水平弯曲和凸弯曲同时存在的情况下最小半径,织物芯带为圆管直径的500倍,钢绳芯带应为圆管直径的900倍。
前述只是一般情况。
通常,半径的最终决定,取决于工程师对具体输送机的静态、动态张力情况和所采用的弯曲类型所进行的综合考虑。
2.4 驱动对于直线倾斜的、中间长度相等的圆管带式输送机与通用带式输送机来说,通用带式输送机长度加91.5m(300ft)后的功率消耗和张力大小与圆管带式输送机相同。
如果按输送机的输送能力和尺寸来比较,圆管带式输送机所需功率稍多些。
假如圆管带式输送机有弯曲部分,为改变输送带内物料的输送方向,也要消耗一些功率。
每台圆管带式输送机的输送带张力和功率可按Bridgestone公司开发的专用公式计算[1]。
尽管输送带弯曲的圆管带式输送机比同样长度的直线型通用输送机所需功率相对要大,但取消了转载点及与转载点有关的提升设备。
当对多段通用带式输送机(有另外的功率要求,在每个转载点把物料转载到下一台输送机上)与圆管带式输送机的功率需求相比较时,圆管带式输送机的耗能相当,甚至更少。
还要特别考虑圆管带式输送机在冬季运行时启动力矩增大的情况,要采取措施克服输送带在寒冷环境下变得僵硬和潮湿物料结冰结块引起的附加阻力。
一般选用可调速驱动装置,结合物料横断面监测器控制圆管带式输送机启动,启动时间一般取100s以内,带速在额定带速的10%到100%内可调。