多层板常规压合结构
pcb层压结构参考

PCB层压结构参考 02A 02B 02CLayer 1 Layer 2(Top)(Bottom)(Top)(GND)(GND)(Bottom)04A 04B 04C 04D 04ELayer 1 Layer 2 Layer 3 Layer 4(Top)(GND)(PWR)(Bottom)(Top)(PWR)(GND)(Bottom)(PWR)(Signal)(Signal)(GND)(GND)(Signal)(Signal)(PWR)(GND)(Sig/Pwr)(Sig/Pwr)(GND)06A 06B 06C 06D 06E 06F 06G 06H 06J 06KLayer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6(Top)(GND)(Signal)(Signal)(PWR)(Bottom)(Top)(PWR)(Signal)(Signal)(GND)(Bottom)(Top)(Signal)(GND)(PWR)(Signal)(Bottom)(Top)(Signal)(PWR)(GND)(Signal)(Bottom)(GND)(Signal)(GND)(PWR)(Signal)(GND)(GND)(Signal)(PWR)(GND)(Signal)(GND)(Top)(GND 1)(Signal)(PWR)(GND 2)(Bottom)(Top)(GND 1)(PWR)(Signal)(GND 2)(Bottom)(Top)(PWR 1)(GND)(Signal)(PWR 2)(Bottom)(Top)(PWR 1)(Signal)(GND)(PWR 2)(Bottom) 08A 08B 08C 08D 08E 08F 08G 08H 08J 08KLayer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6 Layer 7 Layer 8(Top)(Signal)(GND)(Signal)(Signal)(PWR)(Signal)(Bottom)(Top)(Signal)(PWR)(Signal)(Signal)(GND)(Signal)(Bottom)(Top)(GND 1)(Signal)(GND 2)(PWR)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(PWR)(GND 2)(Signal)(GND 3)(Bottom)(GND)(Signal)(Signal)(GND)(PWR)(Signal)(Signal)(GND)(GND)(Signal)(Signal)(PWR)(GND)(Signal)(Signal)(GND)(PWR)(Signal)(GND)(Signal)(Signal)(PWR)(Signal)(GND)(GND)(Signal)(PWR)(Signal)(Signal)(GND)(Signal)(PWR)(Top)(GND 1)(Sig/Pwr)(GND 2)(Sig/Pwr)(GND 3)(Sig/Pwr)(Bottom)(Top)(GND 1)(PWR 1)(Signal)(Signal)(PWR 2)(GND 2)(Bottom) 10A 10B 10C 10D 10E 10F 10G 10H 10J 10KLayer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6 Layer 7 Layer 8 Layer 9 Layer 10(Top)(GND 1)(Signal)(Signal)(PWR)(GND 2)(Signal)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(Signal)(GND 2)(PWR)(Signal)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(Signal)(PWR 1)(GND 2)(Signal)(Signal)(PWR 2)(Bottom)(Top)(PWR 1)(Signal)(Signal)(GND 1)(PWR 2)(Signal)(Signal)(GND 2)(Bottom)(Top)(GND 1)(Signal)(PWR 1)(GND 2)(Signal)(PWR 2)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(PWR 1)(Signal)(Signal)(PWR 2)(Signal)(GND 2)(Bottom)(GND)(Signal)(Signal)(GND)(Signal)(Signal)(PWR)(Signal)(Signal)(GND)(GND)(Signal)(Signal)(PWR)(Signal)(Signal)(GND)(Signal)(Signal)(GND)(GND)(Signal)(GND 1)(PWR 1)(Signal)(Signal)(GND 2)(PWR 2)(Signal)(GND)(GND)(Signal)(PWR 1)(GND 1)(Signal)(Signal)(GND 2)(PWR 2)(Signal)(GND)12A 12B 12C 12D 12E 12F 12G 12H 12J 12K 12LLayer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6 Layer 7 Layer 8 Layer 9 Layer 10 Layer 11 Layer 12(Top)(GND 1)(PWR 1)(Signal)(Signal)(GND 2)(PWR 2)(Signal)(signal)(GND 3)(PWR 3)(Bottom)(Top)(PWR 1)(GND 1)(Signal)(Signal)(PWR 2)(GND 2)(Signal)(signal)(PWR 3)(GND 3)(Bottom)(Top)(GND 1)(Signal)(PWR 1)(Signal)(GND 2)(PWR2)(Signal)(PWR 3)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(GND 2)(Signal)(PWR 1)(GND 3)(Signal)(PWR 2)(Signal)(GND 4)(Bottom)(Top)(GND 1)(Signal)(Signal)(PWR)(Signal)(Signal)(GND 2)(Signal)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(Signal)(GND 2)(Signal)(Signal)(PWR)(Signal)(Signal)(GND 3)(Bottom)(Top)(GND 1)(Signal)(Signal)(PWR 1)(Signal)(Signal)(GND 2)(Signal)(Signal)(PWR 2)(Bottom)(Top)(PWR 1)(Signal)(Signal)(GND 1)(Signal)(Signal)(PWR 2)(Signal)(Signal)(GND 2)(Bottom)(GND)(Signal)(Signal)(PWR 1)(GND1)(Signal)(Signal)(PWR 2)(GND 2)(Signal)(Signal)(GND)(Top)(GND 1)(Signal)(Signal)(PWR)(GND 2)(Signal)(Signal)(GND 3)(Signal)(Signal)(GND)(GND)(PWR)(Signal)(Signal)(GND 1)(Signal)(Signal)(GND 2)(Signal)(Signal)(GND 3)(PWR)14A 14B 14C 14D 14E 14FLayer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6 Layer 7 Layer 8 Layer 9 Layer 10 Layer 11 Layer 12 Layer 13 Layer 14(Top)(GND 1)(Signal)(Signal)(PWR 1)(GND 2)(Signal)(Signal)(PWR 2)(GND 3)(Signal)(Signal)(PWR 3)(Bottom)(Top)(PWR 1)(Signal)(Signal)(GND 1)(PWR 2)(Signal)(Signal)(GND 2)(PWR 3)(Signal)(Signal)(GND 3)(Bottom)(GND 1)(Signal)(PWR 1)(GND 2)(Signal)(Signal)(PWR 2)(GND 3)(Signal)(Signal)(PWR 3)(GND 4)(Signal)(PWR 4)(PWR 1)(Signal)(GND 1)(PWR 2)(Signal)(Signal)(GND 2)(PWR 3)(Signal)(Signal)(GND 3)(PWR 4)(Signal)(GND 4)(Top)(GND 1)(Signal)(Signal)(GND 2)(Signal)(PWR 1)(GND 3)(Signal)(PWR 2)(Signal)(Signal)(GND 4)(Bottom)(Top)(PWR 1)(Signal)(GND 1)(Signal)(Signal)(PWR 2)(GND 2)(Signal)(Signal)(PWR 3)(Signal)(GND 3)(Bottom) 16A 16B 16C 16DLayer 1 Layer 2 Layer 3 Layer 4 Layer 5 Layer 6 Layer 7 Layer 8 Layer 9 Layer 10 Layer 11 Layer 12 Layer 13 Layer 14 Layer 15 Layer 16(Top)(GND 1)(PWR 1)(Signal)(Signal)(GND 2)(PWR 2)(Signal)(Signal)(GND 3)(PWR 3)(Signal)(Signal)(GND 4)(PWR 4)(Bottom)(Top)(PWR 1)(GND 1)(Signal)(Signal)(PWR 2)(GND 2)(Signal)(Signal)(PWR 3)(GND 3)(Signal)(Signal)(PWR 4)(GND 4)(Bottom)(GND 1)(Signal)(PWR 1)(Signal)(Signal)(GND 2)(PWR 2)(Signal)(Signal)(GND 3)(PWR 3)(Signal)(Signal)(GND 4)(Signal)(PWR 4)(PWR 1)(Signal)(GND 1)(Signal)(Signal)(PWR 2)(GND 2)(Signal)(Signal)(PWR 3)(GND 3)(Signal)(Signal)(PWR 4)(Signal)(GND 4)说明:1. 外表面作为 GND & PWR层压结构,其表面主要用于扇出和短长度连接。
多层板结构组合说明

多层板结构组合说明全文共四篇示例,供读者参考第一篇示例:多层板是一种常用的电子元件结构,它由多层导电层和绝缘层组成,通常被用来制造印制电路板(PCB)。
多层板的结构组合是多种因素综合的结果,下面就对多层板结构组合进行详细说明。
一、多层板的基本结构多层板通常由四部分构成:外层线路、内层线路、内层填充物和绝缘层。
外层线路是多层板的表层,通常用来布置元器件的引脚。
内层线路是板内的导线连接层,起到传递信号和电力的作用。
内层填充物用来填充内层线路之间的空隙,增加板的强度。
绝缘层是内外层之间的绝缘层,起到隔离和保护的作用。
二、多层板的层间结构多层板的层间结构通常是按照信号层、地层和电源层进行布置的。
信号层主要用来传输信号,地层用来接地,电源层用来供电。
在多层板的设计中,信号层、地层和电源层的布局应该符合信号传输的要求,要避免信号线与电源线、地线之间的干扰和交叉。
三、多层板的板厚设计多层板的板厚设计是多层板结构组合中的一个重要环节。
通常情况下,多层板的外层线路要比内层线路粗一些,以减小板的厚度,提高板的柔韧性。
板的厚度也要考虑到板的堆叠方式和板的材料,以确保板的可靠性和性能。
四、多层板的堆叠方式多层板的堆叠方式可以分为对称堆叠和非对称堆叠。
对称堆叠是指内层线路和绝缘层的布局对称,板的厚度对称分布。
非对称堆叠是指内层线路和绝缘层的布局不对称,板的厚度不对称分布。
在选择多层板的堆叠方式时,要考虑到信号传输的要求、板的性能和工艺要求等因素。
五、多层板的阻抗控制在多层板的设计和制造过程中,阻抗控制是一个关键的技术难点。
阻抗是信号在传输过程中遇到的阻力或妨碍,影响信号的质量和稳定性。
为了保证信号的质量和稳定性,多层板必须控制好板内与板外的阻抗匹配,通过合理设计板的结构组合和布线方式来控制板的阻抗。
多层板结构组合是一个综合性的问题,需要考虑多种因素的综合作用。
多层板的设计和制造不仅要考虑到信号传输的要求、板的性能和可靠性,还要考虑到工艺的可行性和成本的控制。
多层板压合工艺

多层板压合工艺
多层板压合工艺是PCB(印制电路板)制造过程中的重要环节,主要目的是将叠好的半固化PP片(由树脂和玻璃纤维组成)的内层芯板通过热熔机融合固定在一起,以保证不同层图形的对准度,避免后续加工时产生层间滑移。
以下是多层板压合工艺的主要步骤和注意事项:
1.棕化:去除表面杂物,增大铜箔的比表面,增加表面张力,为后续的压合工序做准备。
2.压合准备:将内层板、胶片与铜皮等各种散材与钢板、牛皮纸垫料等完成上下对准、落齐或套准工作,以便能小心送入压合机进行热压。
3.压合:在压合过程中,压合时间、温度控制、压力控制都有着非常严格的要求。
专门的压合线进行压合,配备专业设备有效规避工艺缺陷。
4.后续处理:压合后进行层间对准、钻孔、锣边框成型等工序,最终得到所需的PCB多层板。
多层板的压合结构规范

一、目的
为使公司的多层板的制作更加有序及降低成本
二、适用范围
华新公司所有客户对压合结构未做特别说明的多层板
三、压合规范
3.1四层板
3.2六层板
四、特别说明
4.1芯板和半固化片必须为同一个厂商且经纬向相同;
4.2芯板厚度指含铜厚度;
4.3客户有特殊说明的须将客户的要求和公司目前具有的材料相结合;
4.4以上未提到的结构做特殊处理。
4.5对于成品厚度为非对称公差的要转换成对称公差后配料。
2005928第2页多层板的压合结构规范一目的为使公司的多层板的制作更加有序及降低成本二适用范围华新公司所有客户对压合结构未做特别说明的多层板三压合规范31四层板hoz1oz0301oz21161hoz压合厚度
昆山市华新电路板公E-018A
页数:
共4页
版本号/修订次数:
A/0
生效日期:
2005.9.28
修正摘要(黑粗体部分为今次修改之处):
版本/修订次数
更改内容
修改人
生效日期
A/0
新编制
李万林
2005.9.28
发放单位:
体系部■1管理者代表□副总□市场总监□
品质部■1工程部■2生产部■1计划部□
行政科□采购部■1协调中心□设备科□
市场部■1资材部□技术科□
多层板的压合制程(压合)
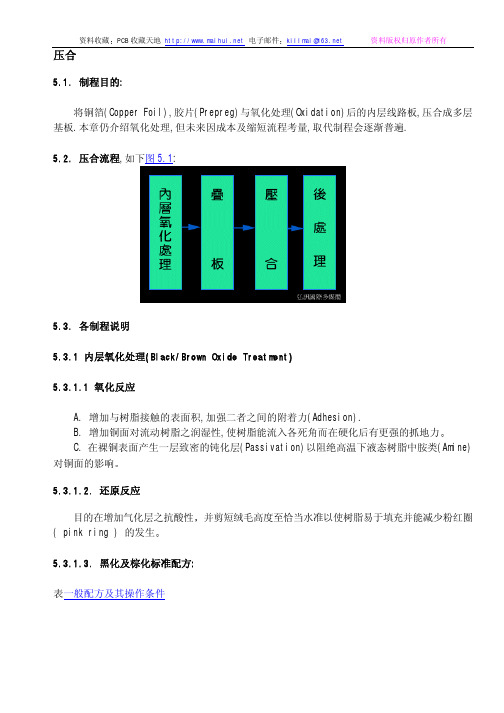
资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有压合5.1. 制程目的: 将铜箔(Copper Foil),胶片(Prepreg)与氧化处理(Oxidation)后的内层线路板,压合成多层 基板.本章仍介绍氧化处理,但未来因成本及缩短流程考量,取代制程会逐渐普遍. 5.2. 压合流程,如下图 5.1:5.3. 各制程说明 5.3.1 内层氧化处理(Black/Brown Oxide Treatment) 5.3.1.1 氧化反应 A. 增加与树脂接触的表面积,加强二者之间的附着力(Adhesion). B. 增加铜面对流动树脂之润湿性,使树脂能流入各死角而在硬化后有更强的抓地力 C. 在裸铜表面产生一层致密的钝化层(Passivation)以阻绝高温下液态树脂中胺类(Amine) 对铜面的影响 5.3.1.2. 还原反应 目的在增加气化层之抗酸性 并剪短绒毛高度至恰当水准以使树脂易于填充并能减少粉红圈 ( pink ring ) 的发生 5.3.1.3. 黑化及棕化标准配方: 表一般配方及其操作条件资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有上表中之亚氯酸钠为主要氧化剂,其余二者为安定剂,其氧化反应式此三式是金属铜与亚氯酸钠所释放出的初生态氧先生成中间体氧化亚铜,2Cu+[O]Cu2O,再继续 反应成为氧化铜 CuO,若反应能彻底到达二价铜的境界,则呈现黑巧克力色之"棕氧化"层,若层膜 中尚含有部份一价亚铜时则呈现无光泽的墨黑色的"黑氧化"层5.3.1.4. 制程操作条件( 一般代表 ),典型氧化流程及条件资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有5.3.1.5 棕化与黑化的比较 A. 黑化层因液中存有高碱度而杂有 Cu2O,此物容易形成长针状或羽毛状结晶 此种亚铜之长针在 高温下容易折断而大大影响铜与树脂间的附着力,并随流胶而使黑点流散在板中形成电性问题, 而且也容易出现水份而形成高热后局部的分层爆板 棕化层则呈碎石状瘤状结晶贴铜面,其结 构紧密无疏孔,与胶片间附着力远超过黑化层,不受高温高压的影响,成为聚亚醯胺多层板必须 的制程 B. 黑化层较厚,经 PTH 后常会发生粉红圈(Pink ring),这是因 PTH 中的微蚀或活化或速化液 攻入黑化层而将之还原露出原铜色之故 棕化层则因厚度很薄.较不会生成粉红圈 内层基板 铜箔毛面经锌化处理与底材抓的很牢,但光面的黑化层却容易受酸液之侧攻而现出铜之原色,资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有见图 5.2. C. 黑化因结晶较长厚度较厚故其覆盖性比棕化要好,一般铜面的瑕 较容易盖过去而能得到 色泽 均匀的外表 棕化则常因铜面前处理不够完美而出现斑驳不齐的外观,常不为品管人员 所认同 不过处理时间长或温度高一些会比较均匀 事实上此种外观之不均匀并不会影响其优 良之剥离强度(Peel Strength). 一般商品常加有厚度仰制剂(Self-Limiting)及防止红圈之 封护剂 (Sealer)使能耐酸等,则棕化之性能会更形突出 表 5.4 显示同样时间及温度下,不同浓度氧化槽液,其氧化层颜色,颗粒大小及厚度变化 5.3.1.6 制程说明 内层板完成蚀刻后需用碱液除去干膜或油墨阻剂,经烘干后要做检修,测试,之后才进入氧化 制程 此制程主要有碱洗 酸浸,微蚀 预浸 氧化,还原,抗氧化及后清洗吹干等步骤,现分述于 后: A. 碱性清洗- 也有使用酸洗.市售有多种专业的化药,能清除手指纹 油脂,scum 或有机物 B. 酸浸-调整板面 PH,若之前为酸洗,则可跳过此步骤. C. 微蚀- 微蚀主要目的是蚀出铜箔之柱状结晶组织(grain structure)来增加表面积,增加氧 化 后对胶片的抓地力 通常此一微蚀深度以 50-70 微英吋为宜 微蚀对棕化层的颜色均匀上非 常 重要, D. 预浸中和- 板子经彻底水洗后,在进入高温强碱之氧化处理前宜先做板面调整 ,使新鲜的铜 面生成- 暗红色的预处理,并能检查到是否仍有残膜未除尽的亮点存在 E. 氧化处理-市售的商品多分为两液,其一为氧化剂常含以亚氯酸钠为主,另一为氢氧化钠及添 加物,使用时按比例调配加水加温即可 通常氢氧化钠在高温及搅动下容易与空气中的二氧化 碳 形成碳酸钠而显现出消耗很多的情况,因碱度的降低常使棕化的颜色变浅或不均匀,宜分析 及补 充其不足 温度的均匀性也是影响颜色原因之一,加热器不能用石英,因高温强碱会使硅 化物溶 解 操作时最好让槽液能合理的流动及交换 F. 还原 此步骤的应用影响后面压合成败甚钜. G. 抗氧化 此步骤能让板子的信赖度更好,但视产品层次,不一定都有此步骤. H. 后清洗及干燥-要将完成处理的板子立即浸入热水清洗,以防止残留药液在空气中干涸在板 面 上而不易洗掉,经热水彻底洗净后,才真正完工资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有5.3.1.7 设备 氧化处理并非制程中最大的瓶颈,大部分仍用传统的浸槽式独臂或龙门吊车的输送 所建立的 槽液无需太大量,以便于更换或补充,建槽材料以 CPVC 或 PP 都可以 水平连续自动输送的处理方式,对于薄板很适合,可解决 RACK 及板弯翘的情形.水平方式可分 为喷液法(Spray)及溢流法(Flood),前者的设备昂贵,温度控制不易,又因大量与空气混合造成更 容易沉淀的现象,为缩短板子在喷室停留的时间,氧化液中多加有加速剂(Accelerator)使得槽液 不够稳定.溢流法使用者较多 . 5.3.1.8 氧化线生产品质控制重点A.检测方法及管制范围 a.氧化量(o/w)之测定 管制范围 0.3 0.07 mg/cm2 (1) 取一试片 9cm 10cm 1oz 规格厚度之铜片 随流程做氧化处理 (2) 将氧化处理后之试片置于 130 之烤箱中烘烤 10min.去除水分 置于密闭容器冷却至 室温 称重得重量 w1(g) (3) 试片置于 20%H2SO4 中约 10min 去除氧化表层 重复上一步骤 称重得重量 w2(g) (4) 计算公式 O/W = W1-W2 9 10 2 1000 又称 weight gain,一般在 In-processQC 会用此法 b.剥离强度( Peel Strength )之测定 管制范围 4~8 lb/in (1) 取一试片 1oz 规格厚度之铜箔基板 做氧化处理后图-做叠板( lay up )后做压合处 理 (2) 取一 1cm 宽之试片 做剥离拉力测试 得出剥离强度( 依使用设备计算 ).管制范围 70 30u in (1) 取一试片 9cm 10cm 1oz 规格厚度之铜片 置于 130 之烤箱中烘烤 10min 去除水份 置于密闭容器中冷却至室温 称重量得 w1(g) (2) 将试片置于微蚀槽中约 2'18"(依各厂实际作业时间) 做水洗处理后 重复上一个步 骤 称得重量 w2(g) (3) 计算公式c.蚀刻铜量(Etch Amount) 之测定资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有d.氧化后抽检板子以无亮点为判断标准5.3.2 叠板 进压合机之前,需将各多层板使用原料准备好,以便叠板(Lay-up)作业.除已氧化处理之内层 外,尚需胶片(Prepreg),铜箔(Copper foil),以下就叙述其规格种类及作业: 5.3.2.1 P/P(Prepreg)之规格P/P 的选用要考虑下列事项: 绝缘层厚度 内层铜厚 树脂含量 内层各层残留铜面积 对称 最重要还是要替客户节省成本P/P 主要的三种性质为胶流量(Resin Flow) 胶化时间(Gel time)及胶含量(Resin Content) 其进料测试方式及其它特性介绍如下所述: A. 胶流量(Resin Flow) 1,流量试验法 Flow test-与经纬斜切截取 4 吋见方的胶片四张精称后再按原经向对经向或 纬 对纬的上下叠在一起,在已预热到 170 2.8 之压床用 200 25PSI 去压 10 分钟,待其熔 合 及冷却后,在其中央部份冲出直径 3.192 吋的圆片来,精称此圆片重量,然后计算胶流之百分 流量 为:资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有式中分子相减之差即表示流出去的胶量,因原面积为 16m2,而压后所冲之圆片面积为 (3.196 2)2 3.14 2=16.045m2, 故可以解释为压后圆片以外的东西是"流"出去 的 2,比例流量 Scaled flow test-是指面积大时用大的压力强度,面积小时用小的压力强度其 作法 是正切胶片成 7in 5.5in 之样片并使 7in 长向与原卷之经向平行,薄胶片 (104,106,108)者要 18-20 张,中度者(12.113.116)切 10 张,比 116 更厚者就不太准了 热板先预 热到 150 20 并加上脱膜纸,将胶放上以 31PSI 或 840 磅 5%在 8 吋见方的压床上压 10 1 分钟,冷却后 对角切开,并以测微卡尺量对角线的厚度,其计算如下: ho=[Wo/n(5.54 10-2)-Wg] 21.2 10-2 ho-每张胶片原应有的厚度,Wo-原样片的总重,Wg-单位面积上之玻璃布重(g/in2),n-张 数 B. 胶化时间 (Gel time or Tack Time) 胶片中的树脂为半硬化的 B-Stage 材料,在受到高温后即会软化及流动,经过一段软化而流 动 的时间后,又逐渐吸收能量而发生聚合反应使得黏度增大再真正的硬化成为 C-Stage 材料 上述在压力下可以流动的时间,或称为可以做赶气及填隙之工作时间,称为胶化时间或可流胶 时 间 当此时段太长时会造成板中应有的胶流出太多, 不但厚度变薄浪费成本而且造成铜箔 直接压 到玻璃上使结构强度及抗化性不良 但此时间太短时则又无法在赶完板藏气之前因黏 度太大无法 流动而形成气泡 (air bubble) 现象 C. 胶含量 (Resin Content) 是指胶片中除了玻璃布以外之胶所占之重量比 c-1 烧完法 (Burn Out) c-2 处理重量法 (Treated Weight) 其它尚有注意事项如下可以用以下两种方法测量之D. 用偏光镜 (Polarizing Filter) 检查胶片中的硬化剂 dicy 是否大量的集中, 以防其发生 再结晶现象, 因再结晶后会吸水则会有爆板的危险 将胶片在光源经两片互相垂直的偏光镜 而可 以看到胶片中的 dicy 的集中再结晶现象 E. 检查胶片中的玻璃纱束数目是否正确, 可将胶片放在焚炉中在 540 下烧 15 分钟除去树脂露 出玻璃布,在 20X 显微镜下计数每吋中的经纬纱束是否合乎规范 F. 挥发成份 (Volatile), 在胶片卷上斜切下 4 吋 4 吋的样片 4 片, 在天平上精称到 1mg, 然 后置入 163 2.8 通风良好的烤箱中烤 15 1 分钟, 再取出放入密闭的干燥皿中冷到 室 温,再迅速重称烤后重量 其失重与原重之比值以百分法表示之即为挥发成份含量 5.3.2.2. P/P 的切割 ,见图 5.3资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有机械方向就是经向,可要求厂商于不同 Prepreg 胶卷侧边上不同颜色做为辨识 5.3.2.3 铜箔规格 详细铜箔资料请见'基板'章节 常见铜箔厚度及其重要规格表5.3.2.4 叠板作业 压板方式一般区分两种:一是 Cap-lamination,一是 Foil-lamination Foil-lamination. A. 组合的原则 组合的方法依客户之规格要求有多种选择,考量对称,铜厚,树脂含量,流量等以最低成本达品 质 要求: (a) 其基本原则是两铜箔或导体层间的绝缘介质层至少要两张胶片所组成,而且其压合后之厚度 不 得低于 3.5 mil(已有更尖端板的要求更薄于此),以防铜箔直接压在玻璃布上形成介电常数太 大之绝缘不良情形,而且附着力也不好 (b) 为使流胶能够填满板内的空隙 ,又不要因胶量太多造成偏滑或以后 Z 方向的过度膨胀,与铜 面 接触的胶片,其原始厚度至少要铜厚的两倍以上才行 最外层与次外层至少要有 5 mil 以保证 绝缘的良好 (c) 薄基板及胶片的经纬方向不可混错,必须经对经,纬对纬,以免造成后来的板翘板扭无法补救 本节仅讨论资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有的 结果 胶片的张数一定要上下对称,以平衡所产生的应力 少用已经硬化 C-Stage 的材料来垫 补厚度,此点尤其对厚多层板最为要紧,以防界面处受热后分离 在不得及使用时要注意其水 份的 烘烤及表面的粗化以增附着力 (d) 要求阻抗 (Impedance)控制的特殊板,应改用低棱线(Low Profile)的铜箔,使其毛面(Matte side)之峰谷间垂直相差在 6 微米以下,传统铜皮之差距则达 12 微米 使用薄铜箔时与其接壤 的 胶片流量不可太大,以防无梢大面积压板后可能发常生的皱折(Wrinkle) 铜箔叠上后要用 除尘布 在光面上轻轻均匀的擦动,一则赶走空间气减少皱折,二则消除铜面的杂质外物减少后 来板面上 的凹陷 但务必注意不可触及毛面以免附着力不良 (e) 选择好组合方式,6 层板以上内层及胶片先以铆钉固定以防压合时 shift.此处要考虑的是卯 钉 的选择(长度,深度材质),以及铆钉机的操作(固定的紧密程度)等.C. 叠板环境及人员 2 ,相对湿度应在 50% 5%, ,人员要穿著连身装之抗静电服装 戴罩帽 手套 口罩(目的在防止皮肤接触及湿气),布鞋, 进入室内前要先经空气吹浴 30 秒,私人 物品不宜带入,入口处更要在地面上设一胶垫以黏鞋 底污物 胶片自冷藏库取出及剪裁完成后要 在室内稳定至少 24 小时才能用做叠置 完成叠 置的组合要在 1 小时以内完成上机压合 若有抽 真空装置 ,应在压合前先抽一段时间,以赶走水气 胶片中湿气太大时会造成 Tg 降低及不易硬化 现象 D.叠板法 (a) 无梢压板法-此法每一个开口中每个隔板间的多层板散册要上下左右对准,而且各隔板间也绝 对要上下对准,自然整个压床之各开口间也要对准在中心位置 对准的方式有两种方式: 一种是投影灯式,在叠板台正上方装一投影机,先将铝载板放在定位并加上牛皮纸,将光影按 板册之尺寸投影在铝板上,再将各板册之内容及隔板逐一叠齐,最后再压上牛皮纸及铝盖板即完成 一个开口间的组合 另一种是无投影灯时,将板册之各材料每边找出中点来,铝皮钢板也找出中点,也可进行上下 对准 六层板则先将 2 个内层双面板分别钻出铆钉孔,每片双面板的四个铆钉孔要与板内各孔及线 路有绝对准确的关系再取已有铆钉梢的样板套在所用夹心的胶片,此等胶片已有稍大一点的 铆孔, 于是小心将四边中心的铆钉孔对准并套上铆钉,再小心用冲钉器把四个铆钉逐一冲开压 扁而将两 内层及其间的胶片夹死,其上下两面再叠上胶片及铜箔如四层板一样去压合 此时可 用 X 光检查 两薄内层板间的对准情形再进行压合或折掉重铆 一般六层板只在第二层上做出箭靶即可 层间 对位方式另参考内层制作检验. 叠板现场温度要控制在 20资料收藏PCB 收藏天地 电子邮件killmai@资料版权归原作者所有(b) 有梢套孔叠置-将已精准钻出的工具孔的内层一一套在下载铝板定位梢上,并套上冲孔较大的 胶片 牛皮纸 脱模纸 隔皮等 (c)压力舱式叠置法-将板册内容按上无梢法叠铝载板上,此载板与液压法不同,其反面有导气的井 字形沟槽,正 面平坦用以承载板册,连同隔板以多孔性的毯子包住放在导气板上,外面再包以两 层防漏绝气特殊隔膜,最后以有弹性可耐压的特殊胶带将隔膜四周贴合气板上,推入压力舱内,关 上门后先把包裹内抽至极低之气压使板册死处的藏气都被抽出,再于舱内压入高温的二氧化碳或 氮气至 150-200PSI,进行真空压合 5.3.3 压合制程操作 5.3.3.1 压合机种类 压合机依其作动原理不同可分为三大类: A. 舱压式压合机(Autoclave): 压合机构造为密闭舱体 外舱加压 内袋抽真空受热压合成型 各层板材所承受之热力与压 力 来自四面八方加压加温之惰性气体 其基本构造如下图 5.4优点:因压力热力来自于四面八方 故其成品板厚均匀 流胶小 可使用于高楼层 缺点: 设备构造复杂 成本高 且产量小 HydraulicB.液压式压合机液压式压合机构造有真空式与常压式 其各层开口之板材夹于上下两热压盘问 压力由下往 上 压 热力藉由上下热压盘加热传至板材 其基本构造如下图 5.5优点:a.设备构造简单成本低且产量大 b.可加装真空设备有利排气及流胶缺点: 板边流胶量较大板厚较不均匀C. ADARA SYSTEM Cedal压合机 Cedal为一革命性压合机其作动原理为在一密闭真空舱体中利用连续卷状铜箔叠板在两端通电流,因其电阻使铜箔产生高温,加热Prepreg用热传系数低之材质做压盘藉由上方加压达到压合效果因其利用夹层中之铜箔加热所以受热均匀内外层温差小受压均匀比传统式压合机省能源故其操作成本低廉其构造如下图5.6优点:a. 利用上下夹层之铜板箔通电加热省能源操作成本低b. 内外层温差小受热均匀产品品质佳c. 可加装真空设备有利排气及流胶d. Cycle time短约4Omin.e. 作业空间减小很多.f. 可使用于高楼层缺点: 设备构造复杂成本高且单机产量小叠板耗时C-1. Cedal Adara压合机其加热方式为利用上下夹层之铜箔通电加热其Stack结构简图见图5.75.3.3.2. 压合机热源方式:A.电热式:于压合机各开口中之压盘内安置电加热器直接加热优点: 设备构造简单成本低保养简易缺点: a.电力消耗大b.加热器易产生局部高温使温度分布不均B.加热软水使其产生高温高压之蒸汽直接通入热压盘优点: 因水蒸汽之热传系数大热媒为水较便宜缺点: a.蒸气锅炉必需专人操作设备构造复杂且易锈蚀,保养麻烦b.高温高压操作危险性高C.藉由耐热性油类当热媒以强制对流方式输送将热量以间接方式传至热压盘优点: 升温速率及温度分布皆不错操作危险性较蒸汽式操作低缺点: 设备构造复杂价格不便宜保养也不易D.通电流式:利用连续卷状铜箔叠板在两端通电流因其电阻使铜箔产生高温加热Prepreg用热传系数低之材质做压盘减少热流失优点: a.升温速率快(35/min.)内外层温差小及温度分布均匀b.省能源操作成本低廉缺点: a.构造复杂设备成本高b.产量少5.3.3.3. 开口(Opening)叠板之方式:A.一般压合机叠板结构:若压合机有十二个开口每一开口有上下热压盘共十三个热压盘叠板方式以钢质载盘为底盘放入十二张牛皮纸及一张铜箔基板中间以一层镜面钢板一层板材的方式叠入十二层板材上面再加一层镜面钢板及一张铜箔基板和十二张牛皮纸再盖上钢质盖板其结构如图5.8.A-1 叠板结构各夹层之目的a. 钢质载盘,盖板(Press plate): 早期为节省成本多用铝板,近年来因板子精密度的提升已渐改成硬化之钢板,供均匀传热用.b. 镜面钢板(Separator plate): 因钢材钢性高, 可防止表层铜箔皱折凹陷.与拆板容易钢板使用后如因刮伤表面或流胶残留无法去除就应加以研磨c.牛皮纸: 因纸质柔软透气的特性可达到缓冲受压均匀施压的效果,且可防止滑动因热传系数低可延迟热传均匀传热之目的在高温下操作牛皮纸逐渐失去透气的特性,使用三次后就应更换d.铜箔基板:其位于夹层中牛皮纸与镜面钢板之间可防止牛皮纸碳化后污染镜面钢板或黏在上面及缓冲受压均匀施压e.其它有脱模纸 (Release sheet)及压垫 (Press pad) Conformal press的运用,大半都用在软板coverlayer压合上.B. CEDAL ADARA 叠板结构与方式 :见图5.9CEDAL叠板作业依图5.9分四个主要步骤,一个Stack最多可叠65个Panel,并可利用固定架固定,其构造图见图5.105.3.3.4. 压合时升温速率与升压速率对板子之影响典型Profile见图 5.11A.温度:a.升温段:以最适当的升温速率控制流胶b.恒温段:提供硬化所需之能量及时间c.降温段:逐步冷却以降低内应力(Internal stress)减少板弯板翘(Warp Twist)B.压力:a.初压(吻压 Kiss pressure):每册(Book)紧密接合传热,驱赶挥发物及残余气体b.第二段压:使胶液顺利填充并驱赶胶内气泡同时防止一次压力过高导致的皱折及应力c.第三段压:产生聚合反应使材料硬化而达到C-staged.第四段压:降温段仍保持适当的压力减少因冷却伴随而来之内应力B-1压力的计算传统式的初压及全压,大量法的低压及高压都是对板面面积而言的,机台上的设定压力强度则与顶起的活塞轴有直接的关系,故应先有板面压力强度的规范数值后再去换算成为机台设定压力,即:低压设定压力 = 40PSI A(板子面积)活塞轴截面积(所得数值仍为压力强度)高压设定压力 = 560PSI A 活塞轴截面积压力换算法:1㎏/㎝2 =14.22PSI(pound/in2)1PSI = 0.07㎏/㎝2 ,1㎏/㎝2 = 1ATM5.3.3.5. 压合流程品质管制重点:a. 板厚板薄板翘b. 铜箔皱折c. 异物,pits & dentsd. 内层气泡e. 织纹显露f. 内层偏移5.3.4 后处理作业 5.3.4.1. 目的A. 设立加工之基准靶位及基板外框成型 B. IPQC (In Process Quality Control) 作业提升品质管制5.3.4.2.后处理之流程:A.后烤(post cure, post lamination)-通常后烤条件是150,4小时以上.如果先前压合步 骤curing 很完整,可不做后烤,否则反而有害( 降低Tg ).可以测量Tg,判断curing 是否完 整.后烤的目的有如下三个:a.让聚合更完全.b.若外表有弯翘,则可平整之.c.消除内部应力并可改善对位.B. 铣靶,打靶-完成压合后板上的三个箭靶会明显的出现浮雕(Relief), a.手动作业:将之置于普通的单轴钻床下用既定深度的平头铣刀铣出箭靶及去掉原贴的耐热胶 带,再置于有投影灯的单轴钻床或由下向上冲的冲床上冲出靶心的定位孔,再用此定位孔定 在钻床上即行钻孔作业注意要定时校正及重磨各使用工具,b.X-Ray 透视打靶: 有单轴及双轴,双轴可自动补偿取均值,减少公差.C. 剪边(CNC 裁板)-完成压合的板子其边缘都会有溢胶,必须用剪床裁掉以便在后续制程中作业 方便及避免造成人员的伤害,剪边最好沿着边缘直线内1公分处切下,切太多会造成电镀夹点的困扰,最好再用磨边机将四个角落磨圆及边缘毛头磨掉,以减少板子互相间的刮伤及对槽液 的污染或者现在很普遍直接以CNC 成型机做裁边的作业资料收集 电子邮件killmai@ 号码13985548。
多层板压合结构计算方法

一、 多层板压合结构计算方法:A :内层板厚(不含铜)B :PP 片厚度E :内层铜箔厚度F :外层铜箔厚度 X :成品板厚 Y :成品公差 计算压合上、下限:通常锡板为:上限-6MIL ,下限-4MIL金板为:上限-5MIL ,下限-3MIL比如锡板:上限=X+Y-6MIL 下限=X-Y-4MIL计算中值=(上限+下限)/2≈A+第二层铜箔面积%*E+第三层铜箔面积%*E+B*2+F*2以上常规四层板内层开料比成品板小0.4MM 的开,用2116的PP 片压单张,对于特殊内层铜厚和外层铜厚大于1OZ 以上的在选择内层材料时要把此铜考虑进去。
计算压合公差:上线=成品板厚+成品上线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度下线=成品板厚-成品下线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度B三、常用的PP片类型:KB SY1080 0.07MM 0.065MM2116 0.11MM 0.105MM7628 0.17MM 0.175MM7630 0.2MM一般两个含胶高的PP片勿一起使用,内层铜皮太少时请用含胶量高的PP片 1080 PP片致密度最高,含胶量低,尽可能不要压单张,最多只能压2张2116、7630 PP片只可压单张、2OZ以上的厚铜板内层不能用单张PP压 7628 PP片可压单张、2张、3张、最多可压4张.多层板压合后理论厚度计算说明H (半盎司铜厚=0.7MIL)7628 RC50%(PP压合后厚度=100%残铜压合厚-内层铜厚*(1-残铜率%)39.4MIL 1/1 内层板蕊,看是否包含铜厚,如果不包括,需加上铜厚。
7628 RC50% (PP压合后厚度=100%残铜压合厚-内层铜厚*(1-残铜率%)H (半盎司铜厚=0.7MIL)举例说明:有一个压合结构为39.4MIL(含铜厚),外层铜厚为半盎司,PP用7628 RC50%(厂商提供该种PP 100%残铜压合厚度为4.5MIL ?从已知条件可以得出:外层铜厚为半盎司:即HOZ=0.7MIL,外层有两层铜即1.4MIL. 所用板蕊为39.4MIL 1/1(即含铜) :即板蕊厚为39.4MIL,包含铜厚,所以不用加上铜箔厚度。
厚铜板的压合结构
二、四层厚铜板的压合结构
1.厚铜多层板的定义 • 内层芯板底铜厚度>2 OZ的敷铜板,称为 厚铜多层板。 2.厚铜板的客户 001(艾默生),017(瑞谷),POWER ONE 系列(222,249,250, 004),339(熊 极电子),163(安伏电子),164(康舒), 096(百富电子)
PP片:2116HR/C55%0.13mm core:0.10mm(不含铜) PP片:2116HR/C55%0.13mm core:0.10mm(不含铜) PP片:2116HR/C55%0.13mm
板厚0.80mm的压合结构
PP片:2116HR/C55%0.13mm core:0.20mm(含铜)
PP片:7628HR/C49%0.215mm
多层板压合结构总结
பைடு நூலகம்目 录 一、普通多层板结构 二、四层板厚铜板结构 三、六层以上多层板厚铜板结构 四、HDI板层压结构
一、普通多层板的压合结构
1.压合结构注意事项 • 介质层厚度必须≥0.09mm • 介质层必须是内层铜箔厚度的2倍以上,且优先选用板厚 较厚的芯板 • 选用结构对称的层压结构设计 • 选用成本低之Prepreg及其组合,能用一张PP时,尽量不用 两张或两张以上的PP片. • 六层或以上板且内层芯板底铜>HOZ时,夹层间禁止使用 单张1080,内层芯板底铜≥1OZ,夹层间禁止使用单张 2116结构 • 次单边不使用两张或超过两张以上高含胶量PP搭配进行 结构设计 ,防止滑板
core:0.20mm(含铜) PP片:2116HR/C55%0.13mm
板厚1.00mm以上的压合结构
完成板厚
芯板用料(含铜) 0.20mm 0.30mm 0.5mm
注意:夹层间禁止使用单张2116底 树脂的PP片组合
多层板压合技术介绍.
B.壓力機(包含熱壓及冷壓機)
—熱盤的平行度及平坦度 ‧ 定期作壓力分段校正. 方法1.鉛片 2.感壓紙 —絕緣管理 ‧熱盤之絕緣板,建義以一年為週期作更換.
—承載盤管理
‧平坦度 ‧清潔度 —緩衝材使用
1.牛皮紙張數及使用次數之管制
2.緩衝墊(Polyamide-Polyamide Rubber)使用次數之管制.
樹脂重
R.C%=
樹脂重+玻織布
× 100%
b.Resin Flow
壓合流出之樹脂重量 原樹脂重+玻織布重
R.F%=
× 100%
壓合條件:壓力15.5kg/cm^2
溫度170°C 壓合時間10min 試片制作:MIL spec —各布種均以size:10cm×10cm4pc壓合
IEC spec: size 10cm×10cm, sample重20g
疊合層數過高
對準度不良
承載盤擋框
升溫速率過快
4.其他
2.管理
(b)白邊白角
壓力不當 滑動 對準度不當 樹脂流膠過大 熱盤彎曲
白邊白角
升溫速度過慢 基材G.T.過低
基材潤濕流動不良
25kg/cm^2 WHITE
PRESSURE GRADIEN T 1kg/cm^2
1
HOT PLATEN
2
3
CORNER
確認P/P動黏度
3.處理異常注意事項
(1)查明投用P/P、內層板之LOT NO.-供追溯制程條件
(2)異常MLB之組成、數量及壓合時間-確認異常量及異常品處理方式 (3)取得SAMPLE先confirm是否為南亞材(走UV光確認)再進行其他物性分析-確定異常責任
板翹成因及改善對策
多层板压合结构计算方法

一、 多层板压合结构计算方法:A :内层板厚(不含铜)B :PP 片厚度E :内层铜箔厚度F :外层铜箔厚度 X :成品板厚 Y :成品公差 计算压合上、下限:通常锡板为:上限-6MIL ,下限-4MIL金板为:上限-5MIL ,下限-3MIL比如锡板:上限=X+Y-6MIL 下限=X-Y-4MIL计算中值=(上限+下限)/2≈A+第二层铜箔面积%*E+第三层铜箔面积%*E+B*2+F*2以上常规四层板内层开料比成品板小0.4MM 的开,用2116的PP 片压单张,对于特殊内层铜厚和外层铜厚大于1OZ 以上的在选择内层材料时要把此铜考虑进去。
计算压合公差:上线=成品板厚+成品上线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度下线=成品板厚-成品下线公差值-[电镀铜厚、绿油字符厚度(常规0.1MM )]- 理论计算的压合后的厚度B三、常用的PP片类型:KB SY1080 0.07MM 0.065MM2116 0.11MM 0.105MM7628 0.17MM 0.175MM7630 0.2MM一般两个含胶高的PP片勿一起使用,内层铜皮太少时请用含胶量高的PP片 1080 PP片致密度最高,含胶量低,尽可能不要压单张,最多只能压2张2116、7630 PP片只可压单张、2OZ以上的厚铜板内层不能用单张PP压 7628 PP片可压单张、2张、3张、最多可压4张.多层板压合后理论厚度计算说明H (半盎司铜厚=0.7MIL)7628 RC50%(PP压合后厚度=100%残铜压合厚-内层铜厚*(1-残铜率%)39.4MIL 1/1 内层板蕊,看是否包含铜厚,如果不包括,需加上铜厚。
7628 RC50% (PP压合后厚度=100%残铜压合厚-内层铜厚*(1-残铜率%)H (半盎司铜厚=0.7MIL)举例说明:有一个压合结构为39.4MIL(含铜厚),外层铜厚为半盎司,PP用7628 RC50%(厂商提供该种PP 100%残铜压合厚度为4.5MIL ?从已知条件可以得出:外层铜厚为半盎司:即HOZ=0.7MIL,外层有两层铜即1.4MIL. 所用板蕊为39.4MIL 1/1(即含铜) :即板蕊厚为39.4MIL,包含铜厚,所以不用加上铜箔厚度。
多层板压合工艺
多层板压合工艺多层板压合工艺的魔力交响乐哎,您可知道,在电子工业的宏大乐章中,有一种工艺如同细腻而强劲的旋律,那便是多层板压合工艺。
这可不是一般的“叠叠乐”,而是科技与艺术交织的神奇魔术,是现代电路板制造领域的“灵魂焊工”。
想象一下,一块块看似平淡无奇的铜箔和树脂预浸料,通过多层板压合工艺的巧妙编排,犹如乐队中的各种乐器,在精准的时间节点上逐一鸣响,最终合成一曲和谐且强大的电路交响乐。
这工艺,就像一位高超的指挥家,挥舞着手中的“压力”与“温度”这两根指挥棒,引领着每一片材料在热压机的大舞台上翩翩起舞。
首先,咱得说说这个“叠层”的过程,那可是个细致活儿。
每一片芯板、每一层半固化片(Prepreg),都像乐谱上的音符,精确到微米级别的对位,才能确保最终的电路传导畅通无阻,就如同每个音符都要严丝合缝地嵌入五线谱中,才能演绎出悦耳的旋律。
咱们行话叫“层压排布”,那是真真正正的一门技术,更是艺术。
接下来,“热压合”这一环节就显得尤为关键了。
在高温高压的炼狱般环境中,各层材料历经涅槃重生,紧紧相依,形成坚固稳定的多层结构。
这就像是乐团在紧张热烈的高潮部分,所有乐器齐声激昂,力量在瞬间凝聚,最终诞生出震撼人心的音乐华章。
在这个过程中,时间、温度、压力三位一体,恰似音色、节奏、力度在音乐中的精妙配合,稍有差池,整个作品就会失之毫厘,谬以千里。
所以,从事多层板压合工艺的工程师们,他们不仅要有扎实的专业知识,更需具备匠人之心,以及艺术家般的敏锐感知力。
哎呀,讲到这里,你是不是也对多层板压合工艺有了全新的认识?它不仅仅是一种生产流程,更是一场科技与艺术交融的奇妙旅程。
每一个精密的电路板背后,都蕴含着无数个匠心独运的压合瞬间,共同奏响了一首首属于现代工业文明的独特乐章。
如此这般,多层板压合工艺便以其独特的魅力,持续为我们的生活添加着跃动的“电流”。
多层板压合参数介绍
多层板压合参数介绍多层板压合参数介绍多层板压合参数的控制主要是指温度、时间、压⼒之间的有机匹配。
以下从这三个⽅⾯做简单的叙述。
⼀、温度温度⼤致可分为三个阶段,升温段、恒温段、降温段。
各阶段的作⽤如下:a、升温段:以最适当的升温速率控制流胶。
b、恒温段:提供树脂硬化所需的能量及时间。
c、降温段:逐步冷却以降低内应⼒(Interral stress)减少板弯(Warp Twist)。
在压板过程中有⼏个温度参数⽐较重要。
即树脂的熔融温度、树脂的固化温度、热盘设定温度及升温的速率变化。
熔融温度是指温度升⾼到70℃时树脂开始熔化。
正是由于温度的进⼀步升⾼,树脂进⼀步熔化并开始流动。
在温度70℃---140℃这段时间,树脂是易流体,具有可流动性,因此才能够保证树脂的填胶、湿润。
随着温度的逐步升⾼,树脂的流动性经历了⼀个由⼩变⼤、再到⼩最终当温度达到160℃--170℃时,树脂的流动度为零,这时的温度称为固化温度。
为了使树脂能较好的填胶、湿润,控制好升温速率就很重要,升温速率就是指板料温度在70℃---140℃之间温度与时间的⽐值。
升温速率是层压温度的具体变化,即控制何时温度升到多⾼。
升温速率的快慢关系到树脂在热压过程中的熔融粘度。
升温速度快,板⾯受热的均匀性差,树脂的熔融粘度低,易出现介质层厚度不均匀、⽩边、⽩⾓等问题。
升温速率⼀般控制为2--4℃/min。
这与PP的型号,叠层结构等密切相关。
对7628PP升温速率可以快⼀点即为2---4℃/min、对1080、2116PP升温速率控制在1.5--2℃/min,同时叠层时PP数量多升温速率也不能太快,容易造成滑板。
热盘温度主要取决于钢板、钢盘、⽜⽪纸等的传热情况,⼀般为180℃到200℃。
⼆、压⼒多层板层压压⼒的⼤⼩是以树脂能否填充层间空区,排尽层间⽓体和挥发物为基本原则。
由于热压机分⾮真空压机和抽真空压机,因此从压⼒出发有⼀段加压、⼆段加压和多段加压⼏种⽅式。
多层线路板厂家简析压合技术-廖道全

多层线路板厂家简析压合技术一、前言对于多层板线路板厂家而言,压合是最重要的一道工序。
其生产过程中有许多问题值得研究、讨论,例如:铜箔起皱、压合层偏、树脂空洞、白边白角、分层起泡、板厚不均......等等。
欲解决改善上述问题就必须对压合主要物料(内层芯板、PP)及压机的控制点有清晰的认识并熟悉其特性。
二、压合制程的主要物料A.内层芯板已经过蚀刻做成内层图形的多层板芯板,称之为内层芯板,内层芯板在压合前须先进行棕(黑)化处理,目的在于增加内层铜箔表面的粗糙度,使板在压合过程中PP片流胶充分与铜面结合,以便增加PP与铜面的结合力。
随着多层板层次越来越高,其内层芯板越来越薄,水平棕化制程逐步取带垂直黑化制程,确认内层芯板的棕化效果是否符合要求,主要从三个方面进行:微蚀量、抗酸时间、棕化拉力。
B.半固化片(PP):1.组成:常用的PP片主要由环氧树脂和玻璃纤维不组成;2.主要的基本物性:①含胶量RC%:其环氧树脂所占的比例,可按照IPC-TM-650 2.3.16的测试方法进行检测其含量;②凝胶时间GT:在170℃溫度下测试B-stage的PP片至C-stage完全固化时所需的时间,可按照IPC-TM-650 2.3.18的测试方法进行检测;③挥发份V.C%:測試PP片在含浸过程后溶剂的残留量,可按照IPC-TM-650 2.3.19的方法检测;3.功能:①作为与芯板与芯板、芯板与铜箔结合的介质;②阻抗控制:提供提供适当的绝缘层的厚度;4.规格:目前主要使用的PP片规格有106、1080、3313.、2116、1506、7628,不同规格的PP 片以及同种规格,不同含胶量,其压合厚度均存在差异。
5.储存条件:湿度:≤50%RH;温度:≤5℃:可保存180天;20±2℃可保存90天;三、压合设备1.热压机种类:按照加热方式的不同,目前主要类型可分为:①电热式加热:此为早期的加热方式,但因为升降温度不稳定,现已很少使用;.②热煤油式加热:通过锅炉对热媒油进行加热,再由热媒油将热量传递给压机。
pcb多层板的压合流程

pcb多层板的压合流程英文回答:The lamination process of a multi-layer PCB involves the pressing together of multiple layers of materials to create a single circuit board. This process is critical in ensuring the integrity and functionality of the PCB. Let me walk you through the steps involved in the lamination process.Firstly, the inner layers of the PCB are prepared. This includes cleaning the copper layers and applying a layer of adhesive material called prepreg. The prepreg acts as a bonding agent between the copper layers and helps in creating a strong and durable PCB.Next, the inner layers are stacked together, along with the outer copper layers, to form a "sandwich" structure. The layers are aligned and secured using alignment pins or registration holes to ensure precise positioning.Once the layers are properly aligned, the stack is placed into a lamination press. The press applies heat and pressure to the stack, causing the prepreg to melt and bond the layers together. The temperature and pressure applied during this step are carefully controlled to prevent delamination or damage to the PCB.After the lamination process, the PCB is cooled down and removed from the press. The excess copper is then etched away, leaving behind the desired circuit pattern. The PCB is then cleaned and inspected for any defects or irregularities.Finally, the finished PCB goes through additional processes such as drilling, plating, and solder mask application before it is ready for component assembly.中文回答:多层PCB的压合流程涉及将多层材料压合在一起,形成单个电路板。
多层板结构组合说明

多层板结构组合说明
多层板结构是一种常见的建筑结构,由多层板材按照一定的方式组合而成。
这种结构具有强度高、稳定性好等特点,被广泛应用于各种建筑项目中。
多层板结构通常由两层或多层的板材叠加而成。
每一层的板材都是经过加工处理的,具有较高的密度和强度。
这种叠加的方式可以增加结构的稳定性和承重能力。
多层板结构在组合过程中通常采用交错排列的方式。
这种交错排列可以使结构更加坚固,能够更好地分散荷载。
例如,在地板的制作过程中,多层板材的纹理方向会相互垂直,以增加地板的稳定性和耐久性。
多层板结构还可以根据需要进行进一步的加工和处理。
例如,在木制家具的制作过程中,多层板材可以通过切割、镶嵌、打磨等工艺进行加工,以实现不同形状和功能的设计需求。
多层板结构的应用范围非常广泛。
在建筑领域,多层板结构可以用于地板、墙体、屋顶等部位的搭建。
在家具制造领域,多层板结构可以用于制作各种家具,如桌子、椅子、柜子等。
在交通运输领域,多层板结构可以用于制作船舶、汽车等交通工具的车身和底盘。
总的来说,多层板结构的组合方式灵活多样,可以根据不同的需求进行设计和制作。
它具有强度高、稳定性好的特点,被广泛应用于
建筑、家具、交通运输等领域。
多层板结构的应用不仅提高了建筑物和物品的质量和稳定性,还为人们提供了更好的使用体验和舒适感。