物流和看板课件
合集下载
丰田生产现场管理方式——物流物料看板拉动 ppt课件
丰田生产现场管理方式——物流物料
5
看板拉动
附件1
物料控制员收取看板卡时间: 8:00 9:00 10:00 12:00 14:00 16:00 18:00 20:00 21:00 22:00 0:00 2:00 4:00 6:00
拉动送料员领取看板单和看板卡时间: 8:30 9:30 10:30 12:30 14:30 16:30 18:30 20:30 21:30 22: 30 0:30 2:30 4:30 6:30
2、若最后扫描时间距查询时间小于4小时,则不确认为看板卡已丢失不进行补卡, 物控员应进行跟踪找卡(应该还在拉动人员的手中),超过4小时后进行补卡
2、物控员认真填写“丢失原因”(允许主观推测)
3、看板卡扫描员凭借《看板卡丢失单》给与补卡;
4、看板卡扫描员将《看板卡丢失单》交到看板卡制作员处,根据《看板卡丢失单》 制作看板卡,制作完成后由扫描员取走。
1. 拉动送料员到拉动送料员在规定时间(见附件1)到看板工作站相对应的“未确认
拉动单存放盒”内领取看板拉动单和看板卡并填写《看板拉动单交接纪录单》(见附件4)
2 拉动送料员按拉动单到物流中心相应零件存放货架区
3 拉动送料员按拉动单上零件找零件箱,并把相应的看板卡放入零件箱内
4 若拉动送料员发现没有翻包好的零件:是缺件将看板卡交到运作办公室;不是缺件及时通
2、物控员到看板工作站进行补卡(参照《看板拉动看板卡补卡流程》);
3、没有丢失的只打印看板拉动单不进行补卡,物控员在“紧急”一栏打勾并通知 (交给)拉动人员进行紧急配送;
4、确认已丢失的,物控员连同看板卡和看板拉动单一同通知(交给)拉动人员进行 紧急配送;
5、拉动人员参照《看板拉动流程》最先配送;
物流看板培训

以看板为主要手段的精益计划物控管理是一种 计划主导型的生产管理方式
13/122 13/122
拉动生产的重要手段--看板 拉动生产的重要手段--看板 -◈ 看板的定义
看板是传递物料需求信号的工具,它是一种揭示牌“卡片” 看板是传递物料需求信号的工具,它是一种揭示牌“卡片”,卡片记录了 补充物料需求的信息。也可以是一种信号, 补充物料需求的信息。也可以是一种信号,更多的情况下是记录生产需求 信息的卡片,一般会装在塑料袋中。 信息的卡片,一般会装在塑料袋中。
14/122 14/122
看板的功能
1、传递生产以及搬送的作业指令 2、物料表-目视管理的工具 物料表- 3、在均衡化原则下实现计划微调 4、防止过量生产和搬送、发现 防止过量生产和搬送、 改善目标 5、改善进度控制器
15/122 15/122
看板拉动系统的基本框架
总体框架
Kanban Loops 看板卡循环路线
BATCH 批量
ABC ABC X ABC YC XY XY
FLOW 连续流 A
ABC ABC ABC
X
A A C
ABC ABC ABC
X
B C
BEH BE BE
B
先流动,后拉动 先流动 后拉动
19/122 19/122
建立看板拉动系统应考虑的要点
案例FASH说明 说明 案例
精益改善物流看板 展示
12/122 12/122
精益生产的生产计划特点
顾客第一, 第一 、顾客第一,生产由需求驱动各工 序只生产后工序所需要的产品, 序只生产后工序所需要的产品, 避免了生产不必要的产品; 避免了生产不必要的产品; 第二、 第二、因为只在后工序需要时才生产避免 过量生产和减少了不急需品的库存 量;实现在滞品库存的目视化管理。 实现在滞品库存的目视化管理。 第三、因生产指令只下给最后一道工序, 第三、因生产指令只下给最后一道工序, 成品数量与生产指令数量( 成品数量与生产指令数量(市场需 求)一致,因此前工序无生产计划。 一致,因此前工序无生产计划。 后 工 序 按 看 板 生 产
看板系统培训(物流配送)

27
31
物流基础
企业竞争的焦点的变化
市场的要求: 1. 2. 3. 4. 5. 短期,小批量 投入小,周转快,适应强 资源上扬,控制成本 降低库存,减少浪费 利润低,保质量
Material 70% Overhead 25% Labor 5%
企业竞争的焦点: 1. 2. 3. 4. 全面品质控制 完全客户需求 快速市场应变 竞争性价格
Imbalance = AT - TAKT H Cycle of Imbalance = AT
看板系统
现实问题
新产品KANBAN设定与整个进度的同步!
ECN变更中产生新物料的KANBAN建立的效率提高!
直接KANBAN之免检管理方式! KANBAN系统中供应商来料品质及运送料时间的控制! KANBAN系统中呆废料之预防与处理! 帐物一致一直是人员管理上的问题,如何防范!
物流管理
--看板(Kanban)
目
录
物流基础
看板系统
---------------------------------------------------------------
3
10
看板运作体系实例
Kanban系统的建立
---------------------------------------------------------------
看板系统
看板卡
1.元件编号
936-019-01 SPG3 CTRL SET CASING ASSY
KANBAN盒
2.元件描述
KANBAN SIZE 5000 USAGE RIP-#3 SUPPLY CELL-7
[PPT荟萃]40个物流案例和分析课件
![[PPT荟萃]40个物流案例和分析课件](https://img.taocdn.com/s3/m/dea76957866fb84ae55c8d16.png)
Our greatest weakness lies in giving up. The most certain way to succeed is always to try just one more time
(1)市场链的本质与特点 ●市场链本质之一是:将价值链与企业跨职能部门的组织模式结合,
Our greatest weakness lies in giving up. The most certain way to succeed is always to try just one more time
2.具体专业课程的学习是由浅入深、循序渐进 的过程,它所形成的是一条不断加深的线,是对一门 专业知识的全面理解。而案例反映经济生活的一个点, 它既有浅显,也有深奥,即可能清晰,也可能混沌, 因此,对案例的学习应当是去粗取精、去伪存真、由 表及里的分析综合过程。学习案例的意义在于对学生 分析能力的培养,这也是经济管理类专业学生最基本 的能力之一。
通过对上下游部门或企业之间的价值绩效评估,进行“索赔、索酬、跳 闸”,即“SST”模型。同时将市场机制引入到企业内部的部门与部门 之间、工序与工序之间的协作评估,SST即是对这种关系的很好解释。
●市场链本质之二是:市场链是企业内部的一种动态供应链的反映。 因此市场链的管理模式具有以下基本特点:
①管理过程具有动态性。 ②管理面向整个企业。 ③管理方式具备开放式、可扩展性。 ④充分利用信息技术,体现管理的柔性特征。 ⑤集成化、并行化。 ⑥动态供应链模型的实现。 ⑦动态供应链模型的组织也要适应新市场和新机遇,做到分布化、 柔性化和扁平化。 供应链组织内的各类角色均可以通过动态供应链模型定义,每个企 业可以担当一个或多个不同的角色,这些角色在整个链运行时,可以参 与多个过程。
物流看板-物与信息流图
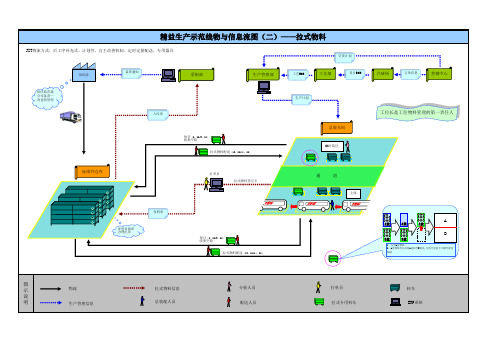
图示说明
精益生产示范线物与信息流图(二)——拉式物料
供应商
采购部
营销中心
生产管理部
物流
生产管理信息配送人员
分装人员总装配人员
料车汽研所
工艺部
拉式专用料车
拉式物料信息标准件仓库
总装车间
XX 分装区
每日(8:00~9:00)收集空箱
每日(8:00~9:00)收集空箱
拉式物料配送(13:00~14:00)
拉式物料配送(13:00~14:00)
拉式物料登记卡
库管员按单
打单员生产计划
交货计划
工艺BOM
设计BOM
订单信息
备货通知
入库单
工位长是工位物料管理的第一责任人
1、先用A 盒物料;
2、A 盒物料用完后将A 盒移至B 盒处,并将空盒的卡片翻至配送版面
1
2
3
41
2
3
4
1
2
3
4
JIT 物流方式:后工序补充式、计划性、自主改善机制、定时定量配送、专用器具
供应商在我公司备货—寄仓制管理
ERP 系统
发料单
打单员
通道
主线
A
B。
(新)物流部目视化看板2
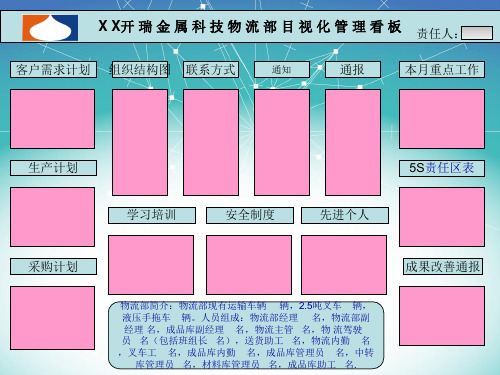
X X开 瑞 金 属 科 技 物 流 部 目 视 化 管 理 看 板 开
责任人:
客户需求计划Biblioteka 组织结构图联系方式通知
通报
本月重点工作
生产计划
5S责任区表
学习培训
安全制度
先进个人
采购计划
成果改善通报
物流部简介:物流部现有运输车辆 辆,2.5吨叉车 辆, 液压手拖车 辆。人员组成:物流部经理 名,物流部副 经理 名,成品库副经理 名,物流主管 名,物 流驾驶 员 名(包括班组长 名),送货助工 名,物流内勤 名 ,叉车工 名,成品库内勤 名,成品库管理员 名,中转 库管理员 名,材料库管理员 名,成品库助工 名.
物流讲座PPT课件

特点
物流过程具有复杂性、动态性、时效性和环境相关性等特点。
物流的重要性
01
02
03
促进经济发展
物流业是国民经济的重要 支柱,对经济增长具有拉 动作用。
提高企业竞争力
高效的物流系统可以提高 企业的运营效率,降低成 本,增强市场竞争力。
提升生活质量
物流在保障民生方面发挥 着重要作用,如食品、药 品等生活必需品的及时供 应。
VS
绿色运输
DHL通过优化运输方式和路线,减少不必 要的运输和空驶,降低能源消耗和排放。 同时,DHL还推广使用清洁能源运输工具 ,如电动车辆和氢能源车辆,以进一步减 少对环境的影响。
THANKS FOR WATCHING
感谢您的观看
电子数据交换技术
总结词
标准化、自动化的信息交换技术
详细描述
电子数据交换技术通过统一的标准和协议,实现不同企业、 部门之间的信息交换和处理。在物流领域,该技术可实现订 单、发货通知等信息快速、准确地传递,提高了物流信息的 流通效率。
05 物流发展趋势与挑战
电商物流
1 2
电商物流概述
电商物流是电子商务与物流的结合,旨在为电商 企业提供高效、便捷、低成本的物流服务。
物流的发展历程
古代物流
以运输为主要功能的物流 活动,如古代丝绸之路。
近代物流
随着工业革命的发展,物 流逐渐成为一个独立的产 业。
现代物流
信息技术的发展推动了物 流的现代化,智能化、自 动化成为发展趋势。
02 物流系统
运
运输方式
包括公路、铁路、水路、航空和 管道等运输方式,每种方式都有
其特点和使用范围。
客户满意度调查
定期开展客户满意度调查,了 解客户需求变化,持续改进服
物流过程具有复杂性、动态性、时效性和环境相关性等特点。
物流的重要性
01
02
03
促进经济发展
物流业是国民经济的重要 支柱,对经济增长具有拉 动作用。
提高企业竞争力
高效的物流系统可以提高 企业的运营效率,降低成 本,增强市场竞争力。
提升生活质量
物流在保障民生方面发挥 着重要作用,如食品、药 品等生活必需品的及时供 应。
VS
绿色运输
DHL通过优化运输方式和路线,减少不必 要的运输和空驶,降低能源消耗和排放。 同时,DHL还推广使用清洁能源运输工具 ,如电动车辆和氢能源车辆,以进一步减 少对环境的影响。
THANKS FOR WATCHING
感谢您的观看
电子数据交换技术
总结词
标准化、自动化的信息交换技术
详细描述
电子数据交换技术通过统一的标准和协议,实现不同企业、 部门之间的信息交换和处理。在物流领域,该技术可实现订 单、发货通知等信息快速、准确地传递,提高了物流信息的 流通效率。
05 物流发展趋势与挑战
电商物流
1 2
电商物流概述
电商物流是电子商务与物流的结合,旨在为电商 企业提供高效、便捷、低成本的物流服务。
物流的发展历程
古代物流
以运输为主要功能的物流 活动,如古代丝绸之路。
近代物流
随着工业革命的发展,物 流逐渐成为一个独立的产 业。
现代物流
信息技术的发展推动了物 流的现代化,智能化、自 动化成为发展趋势。
02 物流系统
运
运输方式
包括公路、铁路、水路、航空和 管道等运输方式,每种方式都有
其特点和使用范围。
客户满意度调查
定期开展客户满意度调查,了 解客户需求变化,持续改进服
精益生产之物流中的看板

正确的做法是:后道工序使用的情况也就是前工序的制造情况
看板
1
A2
2
AA
工站2
说明:1.後製程領走B工件
2. A2看板放入看板收集箱中
3.製程2人員凴看板往前製程 1領取A物料
4.將 A1 看板放入看板收集箱中
5.將A物料拉回製程2開始加工
A2 3
A2
A1
4AAAA Nhomakorabea5
工站1
成品
这一张可以充分显现出「取用看板」和「生产指示看板」两者之间的关 系及对各工程间流程的全体图,如此一来,「取用看板」和「生产指示看 板」不断地交互运作,就像锁一样紧密地结合在一起。
拉式生產
Pull Production是指一切從市場需求出發, 根據市場需求來組裝產品,借此拉動前面工 序的零部件加工。每個生產部門、工序都根 據后部門以及工序的需求來完成生產製造, 同時向前部門和工序發出生產指令。
Push Production,是 按照生產訂單計畫提前 製造。 舉例:華寶現行生產模 式
总而言之,后工程向前工程领取物品,而前工程根据后工程所留置的看板 来补充被取走的零件,这种活动循环就是看板方式。
材料
1. 后工程向前工程取用方式 2. 平准化生产 3. 严守生产规则 4. 品質保證
「后工程取用」方式在前面我们已经做了详细的说明。现在大家不妨动动脑 筋想一想,为什么要这样做呢?如果采用一般的运送方式又会产生什么的问 题呢?相信经由各位思考后,必定能加深各位对「后工程取用」重要性的了 解。各位是否已经有了明确的答案?现在我们就来说明一下:前推式运送方 式并没有考虑到后工程的实际需求;前工程根据生产计划加工,完成后依序 将物品运送给下一个工程站,对后工程而言,就会产生下列这几种问题:
看板
1
A2
2
AA
工站2
说明:1.後製程領走B工件
2. A2看板放入看板收集箱中
3.製程2人員凴看板往前製程 1領取A物料
4.將 A1 看板放入看板收集箱中
5.將A物料拉回製程2開始加工
A2 3
A2
A1
4AAAA Nhomakorabea5
工站1
成品
这一张可以充分显现出「取用看板」和「生产指示看板」两者之间的关 系及对各工程间流程的全体图,如此一来,「取用看板」和「生产指示看 板」不断地交互运作,就像锁一样紧密地结合在一起。
拉式生產
Pull Production是指一切從市場需求出發, 根據市場需求來組裝產品,借此拉動前面工 序的零部件加工。每個生產部門、工序都根 據后部門以及工序的需求來完成生產製造, 同時向前部門和工序發出生產指令。
Push Production,是 按照生產訂單計畫提前 製造。 舉例:華寶現行生產模 式
总而言之,后工程向前工程领取物品,而前工程根据后工程所留置的看板 来补充被取走的零件,这种活动循环就是看板方式。
材料
1. 后工程向前工程取用方式 2. 平准化生产 3. 严守生产规则 4. 品質保證
「后工程取用」方式在前面我们已经做了详细的说明。现在大家不妨动动脑 筋想一想,为什么要这样做呢?如果采用一般的运送方式又会产生什么的问 题呢?相信经由各位思考后,必定能加深各位对「后工程取用」重要性的了 解。各位是否已经有了明确的答案?现在我们就来说明一下:前推式运送方 式并没有考虑到后工程的实际需求;前工程根据生产计划加工,完成后依序 将物品运送给下一个工程站,对后工程而言,就会产生下列这几种问题:
《看板管理实务与物流改善课程培训教程》
由于不知道产品什么时候被使用,什 么时候被送走,所以前后工程都需要仓库。
无论运输成本多么低廉,如果准时化 水平低下就不可能降低总的物流成本,也 不可能实现高效物流。
物流和看板
丰田生产的历史也是物流发展的改善史。 同时实现准时化生产和低成本的物流 1 小批量多频次运输 2 缩短滞留时间及运送周期 3 实现高效的装载率
物流新动态:LOGISTICS(后勤保障)、 SMC(Supply Chain Management,供应链管) 理)、ECR (Efficient Customer Response, 高效率应对消费者)、QR(Quick Response,快 速反应)制造销售同盟以及EDI(Electronic Data Interchange,电子数据表格)。
现停滞现象。
每天平均作业时间 生产节拍= ——————————
每天所需数量
(例如) 每天平均作业时间 8 小时 460 分种 每天所需数量 460 件/天
460 分种 生产节拍 = —————— = 1 分种/件
460 件/天
切莫按设备和人的能力进行生产
低水平物流和高水平物流
+
+
+
工厂 库存及出货
因此,必须严格按照计算出的制造 节拍进行生产。
切莫按设备和人的能力进行生产
物流和看板
只有按照售出情况进行生产,才能使 低成本生产成为可能。
将制造出的产品放在生产线后边,使 用看板交流信息,产品售出,看板返回, 什么型号看板,告诉我们下一步生产什么 型号产品。
现在,一般的工厂使用生产计划来指 导工厂内生产,而由于计划会改变,所以 泛滥的信息会导致过度制造。
退货的运输 转存的运输 物料的调节 利息的支出
无论运输成本多么低廉,如果准时化 水平低下就不可能降低总的物流成本,也 不可能实现高效物流。
物流和看板
丰田生产的历史也是物流发展的改善史。 同时实现准时化生产和低成本的物流 1 小批量多频次运输 2 缩短滞留时间及运送周期 3 实现高效的装载率
物流新动态:LOGISTICS(后勤保障)、 SMC(Supply Chain Management,供应链管) 理)、ECR (Efficient Customer Response, 高效率应对消费者)、QR(Quick Response,快 速反应)制造销售同盟以及EDI(Electronic Data Interchange,电子数据表格)。
现停滞现象。
每天平均作业时间 生产节拍= ——————————
每天所需数量
(例如) 每天平均作业时间 8 小时 460 分种 每天所需数量 460 件/天
460 分种 生产节拍 = —————— = 1 分种/件
460 件/天
切莫按设备和人的能力进行生产
低水平物流和高水平物流
+
+
+
工厂 库存及出货
因此,必须严格按照计算出的制造 节拍进行生产。
切莫按设备和人的能力进行生产
物流和看板
只有按照售出情况进行生产,才能使 低成本生产成为可能。
将制造出的产品放在生产线后边,使 用看板交流信息,产品售出,看板返回, 什么型号看板,告诉我们下一步生产什么 型号产品。
现在,一般的工厂使用生产计划来指 导工厂内生产,而由于计划会改变,所以 泛滥的信息会导致过度制造。
退货的运输 转存的运输 物料的调节 利息的支出
物流看板培训
1天用量 看板单位数量
× 安全库存率
最大库存量 =
1天使用量 × 送货间隔(天) 看板单位数量 × 每天送货次数
设定条件 : 1天使用量 ---------------- 1000个 每箱可容量 ---------------- 100个 安全库存 ----------------- 4小时 送料周期 -----------------1-4-4
周期
周期 时间
看板单位量
• 订单周期 以供货时间表示的订单批量大小(例如,五天) • 生产周期 包括加工、等待与搬运时间,同时包括换模、转产时间
还包括诸如热处理之类的工艺等待时间的生产批量大小。 • 安全时间 弥补需求变化(例如输送故障或临时的供应商质量问题)
4/122
内制看板数计算
生产看板的计算
129
132 131
250 225
200 150Leabharlann 172 172 172 164 175 179 145 147 1471 4 8 . 2 1568.75
100
100
50
50
0
0
工位
单铆反D 面拼装反A 面拼装反B 面拼装反C 面拼装反D 面铆接反A 面铆接正B 面拼铆正A 面拼铆正B 面拼装C
起吊
焊接
9/122
Storage System 物料存放系统的5S管 理
Supermarket 超市
Bulk storage 大宗货物存放区
AC 53
STORE
STORE
STORE
C
C
Part #__________________________ Description_____________________ Std. Pack_______________________ Min____________ Max____________ Store Loc_______ Use Loc________ Supplier________________________ Delivery Date - M - T - W - T - F - S Time___________________________
物流ppt课件

随着消费者需求的多样化,个性化已经成为物流 行业的重要趋势。通过提供个性化的物流服务, 如定制化配送时间、定制化包装等,可以满足消 费者的不同需求,提高客户满意度。
02
物流运输方式
公路运
01
02
03
灵活性强
公路运输可以实现“门到 门”的直达运输,途中不 需要转乘其他交通工具, 方便快捷。
覆盖面广
迅速分解。
可回收材料:如塑料、金属等,可通 过回收再利用,减少对原材料的需求 和废弃物的产生。
绿色包装材料应用
根据产品特性和运输需求选择合适的 包装材料,确保产品能在运输和存储 过程中保持完好。
在包装设计上注重简约、实用,减少 不必要的装饰和过度包装,以降低资 源和能源消耗。
废弃物回收与再利用策略
重心法、层次分析法、多因素评价法等。
布局规划
根据业务流程和作业需求,合理规划各功能区域 ,如收货区、存储区、拣货区、发货区等。
配送中心作业流程设计
入库作业流程
在库作业流程
出库作业流程
退货作业流程
收货、验货、入库存储 等。
库存管理、盘点、移库 等。
订单处理、拣货、复核 、打包、发货等。
接收退货、检验、分类 处理、退款或换货等。
阐述EDI技术在物流管理中的应用,如订单处理、库存管理、运输管理等。
EDI技术在物流中的优势
分析EDI技术提高数据传输效率、降低交易成本、增强企业竞争力等方面的优势。
06
绿色物流与可持续
发展
绿色物流的概念及意义
绿色物流定义
以降低对环境的污染、减少资源消耗为目标,利用先进物流技术规划 和实施运输、储存、包装、装卸、流通加工等物流活动。
物流系统的构成
02
物流运输方式
公路运
01
02
03
灵活性强
公路运输可以实现“门到 门”的直达运输,途中不 需要转乘其他交通工具, 方便快捷。
覆盖面广
迅速分解。
可回收材料:如塑料、金属等,可通 过回收再利用,减少对原材料的需求 和废弃物的产生。
绿色包装材料应用
根据产品特性和运输需求选择合适的 包装材料,确保产品能在运输和存储 过程中保持完好。
在包装设计上注重简约、实用,减少 不必要的装饰和过度包装,以降低资 源和能源消耗。
废弃物回收与再利用策略
重心法、层次分析法、多因素评价法等。
布局规划
根据业务流程和作业需求,合理规划各功能区域 ,如收货区、存储区、拣货区、发货区等。
配送中心作业流程设计
入库作业流程
在库作业流程
出库作业流程
退货作业流程
收货、验货、入库存储 等。
库存管理、盘点、移库 等。
订单处理、拣货、复核 、打包、发货等。
接收退货、检验、分类 处理、退款或换货等。
阐述EDI技术在物流管理中的应用,如订单处理、库存管理、运输管理等。
EDI技术在物流中的优势
分析EDI技术提高数据传输效率、降低交易成本、增强企业竞争力等方面的优势。
06
绿色物流与可持续
发展
绿色物流的概念及意义
绿色物流定义
以降低对环境的污染、减少资源消耗为目标,利用先进物流技术规划 和实施运输、储存、包装、装卸、流通加工等物流活动。
物流系统的构成
看板管理PPTPPT32页
20
“三”看板系统
信息流 零件流
1 生产容器
3 外部供应商
2 备用容器
21
看板“碰碰撞”
针对一些特殊的场合,有其他类型的看板系统, 简单描述如下:
速递看板:当零件短缺时使用; 紧急看板:用以替换不良零件,或其它不确定零件,
如量产时机器故障或调整后产出的零件; 贯通看板:当毗连的工作中心位置很近时,将搬运
2
背景知识:准时化生产
需要的时候按 需要的数量生 产需要的产品
是一组活动的集合,其 目的在于实现在原材料、 在制品及产成品保持最 小库存的情况下进行大 批量生产。
一种生产 管理哲理
杜绝 浪费!
3
背景知识:拉动生产系统
倾听来自市场的声音
拉动式
工序 I+1
工序 I
生系统
需求信息流 产品供应流
4
看板
供应商 纵向联合协作者,团队成员之一 质量 零缺陷 机器维护 持续有效开展,最小化机器故障 周转期 短 工人 自我管理,发扬主人公精神
24
看板系统≠零库存
看板系统只是通过控制每种零件的容器数, 以达到控制一次投入工序中的物料数。
无法按时 强 加工零件 适
应 性
存在多余 零件容器
追加容器 去除容器
看板及生产看板设计成一块贯通看板
22
看板现场运用
条码识别器、计算机等电子设备的引入 进一步提高了看板系统的效率。
23
Toyota看板理念扫描
项目 库存 批次数量
Toyota看板系统 不利因素,尽量降低或消除 即时需求,要求补充最小量制造和外购零件
设置
弱化,通过采用已设置好的冗余机器或者能在 对生产影响极微的情况下做快速调整等方法
“三”看板系统
信息流 零件流
1 生产容器
3 外部供应商
2 备用容器
21
看板“碰碰撞”
针对一些特殊的场合,有其他类型的看板系统, 简单描述如下:
速递看板:当零件短缺时使用; 紧急看板:用以替换不良零件,或其它不确定零件,
如量产时机器故障或调整后产出的零件; 贯通看板:当毗连的工作中心位置很近时,将搬运
2
背景知识:准时化生产
需要的时候按 需要的数量生 产需要的产品
是一组活动的集合,其 目的在于实现在原材料、 在制品及产成品保持最 小库存的情况下进行大 批量生产。
一种生产 管理哲理
杜绝 浪费!
3
背景知识:拉动生产系统
倾听来自市场的声音
拉动式
工序 I+1
工序 I
生系统
需求信息流 产品供应流
4
看板
供应商 纵向联合协作者,团队成员之一 质量 零缺陷 机器维护 持续有效开展,最小化机器故障 周转期 短 工人 自我管理,发扬主人公精神
24
看板系统≠零库存
看板系统只是通过控制每种零件的容器数, 以达到控制一次投入工序中的物料数。
无法按时 强 加工零件 适
应 性
存在多余 零件容器
追加容器 去除容器
看板及生产看板设计成一块贯通看板
22
看板现场运用
条码识别器、计算机等电子设备的引入 进一步提高了看板系统的效率。
23
Toyota看板理念扫描
项目 库存 批次数量
Toyota看板系统 不利因素,尽量降低或消除 即时需求,要求补充最小量制造和外购零件
设置
弱化,通过采用已设置好的冗余机器或者能在 对生产影响极微的情况下做快速调整等方法
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
利用混载运输的方法提高运输的效率
物流和看板
均衡生产是实现准时化生产和高效物流 的首要前提条件。
均衡化包含有两层意思
一是产品的数量均衡,既在相对一段 时间里,让生产的速度保持相对稳定。
再一个是品种的均衡,既所有的品种 按照均衡的方式一套一套的造出来。
物流和看板
拉动式生产系统的意义: 1.将生产出来的产品放在生产现场,不能 放在仓库。 2.按照售出的顺序、售出的速度,将产品 一个一个地生产出来。
物流和看板
提高生产线的可靠性 1)减少次品 2)提高设备的可动效率
提高维修保养能力 • 自检防误装置(自働化)
不损坏设备(维修保养) •即使坏了也能及时修好 •再发生防止
物流和看板
2.稳定出勤率
3.简化工序(流程的改善:对流 程工序进行改善,使任何人都能 操作。)
标准作业
改善
物流和看板
看板的起源,是从超级市场置货架上所 启发出来的灵感,并加以研化后而产生 的,它的基本想法其实很单纯,就是顾 客所需要的物品能在其需要的时候,得 到他需要的数量,简单地说也就是一种 适物、适时、适量的超级市场百货经营 理念,能随时提供给顾客所需要物品的 便捷感和满足感。
物流和看板
现在,我们就举个例来说明平准 化生产吧! 图中例子里有轿车、跑车、行李车 3 类车种,该月的总需要量是 9200 台, 工作日数为 20 天,每天工作是 460 分 钟。
物流和看板
总数量 为 9200 台 , 除 以 20 天后 得出, 每天 的需要量为 460 台节拍 为 460 分除以 460 台, 从这里我们可以了解到 每生产 1 台车仅需花费 1 分钟就够了。
1. 生产指示看板和 2.取用看板,两种生产指示看板
取用看板可分为在工场内各工程间的零件搬运时所用的「工程 间取用看板」和与外包厂商之间零件搬运使用的「外包零件交 货看板」两种。
物流和看板
看板运用实例说明 「工程内看板」是指在工程内指示生 产用的看板。通常都运用在像装配线 一样的专用生产线或是在生产多种不 同物品,而不需经常换模的生产线上。
现在,一般的工厂使用生产计划来知 道工厂内生产,而由于计划会改变,所以 泛滥的信息会导致过度制造。
物流和看板
每到工序每天会受到计划,并按照定额(计 划)生产,并不考虑后工程的需求,因此,中间 在制品会急剧增加。
由于后工程看不见前工程的售出情况,所以 只得按照计划进行生产。
正确的做法是:前道工序使用的情况 也就是后工序的制造情况
物流和看板
如果要对「平准化生产方式」说得更 详细的话。那就是 1.决定每日所需要的数量
2.决定过程时间 3.决定生产顺序
物流和看板
其次是决定节拍。节拍代表的意 义 是 :「 在 每 日 所 需 生 产 的 车 种 中,每天所需的各类数量除以每 日的工作时间」这样就可以求出 某一车种,在一日工作时间内, 花多少时间生产出所需要的数 量。将这些不同车种所需数量的 生产时间,做最有效的生产计划 安排,就是节拍的真意。
物流和看板
说得简单一点,就是物料逆流的领取方 式,由后工程向前工程去领取其生产所 需的A.B.C三种零件,分别放置a.b.c三 种看板来区别。而前工程为满足后工程 所需,也生产出A.B.C三种零件,同时, 也和后工程一样分别以a.b.c三种看板来 表示其生产零件的种类。
物流和看板
这一张可以充分显现出「取用看板」 和「生产指示看板」两者之间的关系及对 各工程间流程的全体图,如此一来,「取 用看板」和「生产指示看板」不断地交互 运作,就像锁一样紧密地结合在一起。
物流和看板
再以图中所标示出来的 3 种车型 来看,轿车每月的需求量为 4600 台, 除以 20 天后得出 230 台是每日的需求 量。由此得知轿车的节拍便是 460 分 钟除以 230 台,这表示轿车每台生产 时间为 2 分钟,同理推算出跑车 4 分 钟一台,行李车也是 4 分钟一台,依 照各类不同车种所需的生产时间去做 安排,便是节拍。
物流和看板
如果当事者抱着「这只不过是个人不符合规 定而已,应该不会造成全线生产流程不便」这种 幼稚观念的话,那就大错了。 由于这种错误的想法,在其他许多公司所造成的 失败例子,实在多得不胜枚举。
看板方式并不是仅在基本一工程中实施而 已,而是跨越前后工程,贯连整条生产线的。
物流和看板
那么看板究竟如何来运用呢?现在就让我们解说看板的种类和 运用实例吧! 看板的种类大致可分为
物流和看板
低水平的物流也会导致物品到处滞留, 大量运输方式使制造周期长,库存量加大。
高水平物流:在必要的时间 按照必要的数量 运输必要的东西
物流和看板
通常我们生产中将每天作出的半成品送 回半成品库,这样的物流水平太低了。
事项如果我们将制造出的产品直接送到 用户使用的生产线上,将省去进出库及仓 库管理等诸多环节,是成本大幅度下降。
物流和看板
若以具体的物品流动方式来说, 生产线上全面以 1 分钟生产 1 台车的 速度在进行着,但其中轿车以 2 分钟 1 台,跑车以 4 分钟 1 台的流速在进 行。
根据前面的节拍这个例子,图中的生 产线正以这种流程在进行生产,首先 1 号车生产轿车,接下来,2 号车生产 跑车,3 号车再生产轿车,4 号车生产 行李车。
物流和看板
各个工程的监督为了将 100%优良品交 给后工程起见,所以必需时时加以注 意防止不良品的流出和再发。
第 4 个必需的前种条件是「严寒 生产规则」违反生产规则是十分严重 的事情,整个丰田生产方式极可能会 因此而崩溃瓦解。
物流和看板
例如:规定作业员在固定时间内生产 10 个零件,而却制造出 11 个或公生 产 9 个,虽然将造成下一个工程流速 上的困扰或者规定每回搬运一箱,却 为了方便一次搬运 2 箱,像这种不按 生产规定来做事,很容易引起其他工 程段在作业上的混乱,而导致整个生 产线的瘫痪。
由于上列问题的产生,势必会 产生下列的结果:
1.需要更多的人力和设备投资 2.不容易发掘瓶颈工程之所在 3.问题点不容易明显化
物流和看板
第2个必要的前提条件是平准化生产 图中的纵轴表示负荷量,也就是生 产工程的工作量,横轴表示日期。 假设生产能力是依照为了配合生产 尖峰时段的负荷量而设定的话,那 么尖峰时段以外的生产就会产生浪 费
物流和看板
为实现准时化的生产方法,必须树 立按照售出情况进行生产的概念。
由于生产的速度比售出的速度快, 所以导致生产过剩,生产过程中出现了 停止的现象。
因此,必须严格按照计算出的制造 节拍进行生产。
切莫按设备和人的能力进行生产
物流和看板
只有按照售出情况进行生产,才能使 低成本生产变成可能。
将制造出的产品放在生产线后边,使 用看板交流信息,产品售出,看板返回, 什么型号看板,告诉我们下一步生产什么 型号产品。
物流和看板
如果只考虑运输费用,大量运输必然造 成减少运输频度,后工程的情况无法频繁 的反馈给前工序,这将导致过度制造。
由于不知道产品什么时候被使用,什 么时候被送走,所以前后工程都需要仓库。
无论运输成本多么低廉,如果准时化 水平底下就不可能减低总的物流成本,也 不可能实现高效物流。
物流和看板
丰田生产的历史也是物流发展的改善史。 同时实现准时化生产和低廉的物流 1 小批量多频次运输 2 缩短滞留时间及运送周期 3 实现高效的装载率
物流和看板
从 1 号车到 4 号车便构成一个生产周 期,如果第 5 车起也同样以这个周期来 生产的话,那么这 3 种车种便能生产出 当月实际需求的目标数量了。
节拍每 3 个必需的前提条件是「品 质保证」,前面我们已经叙述过节拍的 起源。因此前后段工程两者之间的关系 就如同超级市场中的店东与顾客一样, 卖方绝对不可以把不良品交给买方。
物流和看板
各位是否已经有了明确的答案?现在我们就来 说明一下:前推式运送方式并没有考虑到后工 程的实际需求;前工程根据生产计划加工,完 成后依序将物品运送给下一个工程站,对后工 程而言,就会产生下列这几种问题:
1. 产生不需要的库存 2. 制造出不需要的东西 3. 发生交期延迟和不必要的加班
物流和看板
物流和看板
为了防止制造过剩或搬运过多的物品起 见,必须使每位作业员有强烈地「没有 看板就不生产或不搬运」的基本观念。 也就是说,作业员必须完全依照看板所 规定的指示来从事生产和搬运。 所以,不仅是作业员而已,管理者、监 督者甚至搬运员都不能独自任意妄加判 断而做出与看板不同的行动。
物流和看板
看板的规则,大致可分成 6 项 1.后工程向前工程去取胜物品 2.前工程仅需生产将被子后工程取胜
的物品 3.没有看板,绝不生产或是搬运物品 4.看板必须附在被子运送的实物上 5.不良品不附看板,也就是不往后一
个工程段运送 6. 看板的发行张数有没有过于浮溢?
应定期以检讨修正。
物流和看板
物流和看板
减少库存的方法: 1.物流的改善 多次均衡的出货 多次均衡的收货 2.缩短制造周期 3.提高生产线的可靠性 4.减少和限制种类
物流和看板
物流的改善: 通过混载等多种方式实现频繁出货和收货 执行收货标准化 厂内物流的改善
缩短制造周期: 缩短更换模具的时间 模具通用化 不交换模具 消减工序
后工程仅取走其生产所需的零件数而 已。为了贯彻这个规定,后工程必须 严守上述规则 3 及规则 4 的原则,如 果后工程无视于这项规定,而任意取 胜零件时,就会造成前工程生产上的 不稳定,那么看板生产方式也就无法 推行实施了。
物流和看板
前工程务必依照生产计划中,仅生产 将会被子取直的部分。正如后工程一 样,前工程不能任意生产多余的物品, 持有多余的库存品。 简单地说,就是不生产看板张数上所 规定以外的数量。因此,停电看板取 胜之顺序来生产,这个观念是十分重 要的。
物流和看板
超级市场为了便利顾客很容易能得到他 所需要的物品,并且能快速地补充因顾 客购买该物品所产生的空缺,于是将物 品加以分类并悬挂牌面,以方便顾客容 易找寻。 这种观念,经由丰田加以运用后,就成 为今日的看板管理方式了。
物流和看板
均衡生产是实现准时化生产和高效物流 的首要前提条件。
均衡化包含有两层意思
一是产品的数量均衡,既在相对一段 时间里,让生产的速度保持相对稳定。
再一个是品种的均衡,既所有的品种 按照均衡的方式一套一套的造出来。
物流和看板
拉动式生产系统的意义: 1.将生产出来的产品放在生产现场,不能 放在仓库。 2.按照售出的顺序、售出的速度,将产品 一个一个地生产出来。
物流和看板
提高生产线的可靠性 1)减少次品 2)提高设备的可动效率
提高维修保养能力 • 自检防误装置(自働化)
不损坏设备(维修保养) •即使坏了也能及时修好 •再发生防止
物流和看板
2.稳定出勤率
3.简化工序(流程的改善:对流 程工序进行改善,使任何人都能 操作。)
标准作业
改善
物流和看板
看板的起源,是从超级市场置货架上所 启发出来的灵感,并加以研化后而产生 的,它的基本想法其实很单纯,就是顾 客所需要的物品能在其需要的时候,得 到他需要的数量,简单地说也就是一种 适物、适时、适量的超级市场百货经营 理念,能随时提供给顾客所需要物品的 便捷感和满足感。
物流和看板
现在,我们就举个例来说明平准 化生产吧! 图中例子里有轿车、跑车、行李车 3 类车种,该月的总需要量是 9200 台, 工作日数为 20 天,每天工作是 460 分 钟。
物流和看板
总数量 为 9200 台 , 除 以 20 天后 得出, 每天 的需要量为 460 台节拍 为 460 分除以 460 台, 从这里我们可以了解到 每生产 1 台车仅需花费 1 分钟就够了。
1. 生产指示看板和 2.取用看板,两种生产指示看板
取用看板可分为在工场内各工程间的零件搬运时所用的「工程 间取用看板」和与外包厂商之间零件搬运使用的「外包零件交 货看板」两种。
物流和看板
看板运用实例说明 「工程内看板」是指在工程内指示生 产用的看板。通常都运用在像装配线 一样的专用生产线或是在生产多种不 同物品,而不需经常换模的生产线上。
现在,一般的工厂使用生产计划来知 道工厂内生产,而由于计划会改变,所以 泛滥的信息会导致过度制造。
物流和看板
每到工序每天会受到计划,并按照定额(计 划)生产,并不考虑后工程的需求,因此,中间 在制品会急剧增加。
由于后工程看不见前工程的售出情况,所以 只得按照计划进行生产。
正确的做法是:前道工序使用的情况 也就是后工序的制造情况
物流和看板
如果要对「平准化生产方式」说得更 详细的话。那就是 1.决定每日所需要的数量
2.决定过程时间 3.决定生产顺序
物流和看板
其次是决定节拍。节拍代表的意 义 是 :「 在 每 日 所 需 生 产 的 车 种 中,每天所需的各类数量除以每 日的工作时间」这样就可以求出 某一车种,在一日工作时间内, 花多少时间生产出所需要的数 量。将这些不同车种所需数量的 生产时间,做最有效的生产计划 安排,就是节拍的真意。
物流和看板
说得简单一点,就是物料逆流的领取方 式,由后工程向前工程去领取其生产所 需的A.B.C三种零件,分别放置a.b.c三 种看板来区别。而前工程为满足后工程 所需,也生产出A.B.C三种零件,同时, 也和后工程一样分别以a.b.c三种看板来 表示其生产零件的种类。
物流和看板
这一张可以充分显现出「取用看板」 和「生产指示看板」两者之间的关系及对 各工程间流程的全体图,如此一来,「取 用看板」和「生产指示看板」不断地交互 运作,就像锁一样紧密地结合在一起。
物流和看板
再以图中所标示出来的 3 种车型 来看,轿车每月的需求量为 4600 台, 除以 20 天后得出 230 台是每日的需求 量。由此得知轿车的节拍便是 460 分 钟除以 230 台,这表示轿车每台生产 时间为 2 分钟,同理推算出跑车 4 分 钟一台,行李车也是 4 分钟一台,依 照各类不同车种所需的生产时间去做 安排,便是节拍。
物流和看板
如果当事者抱着「这只不过是个人不符合规 定而已,应该不会造成全线生产流程不便」这种 幼稚观念的话,那就大错了。 由于这种错误的想法,在其他许多公司所造成的 失败例子,实在多得不胜枚举。
看板方式并不是仅在基本一工程中实施而 已,而是跨越前后工程,贯连整条生产线的。
物流和看板
那么看板究竟如何来运用呢?现在就让我们解说看板的种类和 运用实例吧! 看板的种类大致可分为
物流和看板
低水平的物流也会导致物品到处滞留, 大量运输方式使制造周期长,库存量加大。
高水平物流:在必要的时间 按照必要的数量 运输必要的东西
物流和看板
通常我们生产中将每天作出的半成品送 回半成品库,这样的物流水平太低了。
事项如果我们将制造出的产品直接送到 用户使用的生产线上,将省去进出库及仓 库管理等诸多环节,是成本大幅度下降。
物流和看板
若以具体的物品流动方式来说, 生产线上全面以 1 分钟生产 1 台车的 速度在进行着,但其中轿车以 2 分钟 1 台,跑车以 4 分钟 1 台的流速在进 行。
根据前面的节拍这个例子,图中的生 产线正以这种流程在进行生产,首先 1 号车生产轿车,接下来,2 号车生产 跑车,3 号车再生产轿车,4 号车生产 行李车。
物流和看板
各个工程的监督为了将 100%优良品交 给后工程起见,所以必需时时加以注 意防止不良品的流出和再发。
第 4 个必需的前种条件是「严寒 生产规则」违反生产规则是十分严重 的事情,整个丰田生产方式极可能会 因此而崩溃瓦解。
物流和看板
例如:规定作业员在固定时间内生产 10 个零件,而却制造出 11 个或公生 产 9 个,虽然将造成下一个工程流速 上的困扰或者规定每回搬运一箱,却 为了方便一次搬运 2 箱,像这种不按 生产规定来做事,很容易引起其他工 程段在作业上的混乱,而导致整个生 产线的瘫痪。
由于上列问题的产生,势必会 产生下列的结果:
1.需要更多的人力和设备投资 2.不容易发掘瓶颈工程之所在 3.问题点不容易明显化
物流和看板
第2个必要的前提条件是平准化生产 图中的纵轴表示负荷量,也就是生 产工程的工作量,横轴表示日期。 假设生产能力是依照为了配合生产 尖峰时段的负荷量而设定的话,那 么尖峰时段以外的生产就会产生浪 费
物流和看板
为实现准时化的生产方法,必须树 立按照售出情况进行生产的概念。
由于生产的速度比售出的速度快, 所以导致生产过剩,生产过程中出现了 停止的现象。
因此,必须严格按照计算出的制造 节拍进行生产。
切莫按设备和人的能力进行生产
物流和看板
只有按照售出情况进行生产,才能使 低成本生产变成可能。
将制造出的产品放在生产线后边,使 用看板交流信息,产品售出,看板返回, 什么型号看板,告诉我们下一步生产什么 型号产品。
物流和看板
如果只考虑运输费用,大量运输必然造 成减少运输频度,后工程的情况无法频繁 的反馈给前工序,这将导致过度制造。
由于不知道产品什么时候被使用,什 么时候被送走,所以前后工程都需要仓库。
无论运输成本多么低廉,如果准时化 水平底下就不可能减低总的物流成本,也 不可能实现高效物流。
物流和看板
丰田生产的历史也是物流发展的改善史。 同时实现准时化生产和低廉的物流 1 小批量多频次运输 2 缩短滞留时间及运送周期 3 实现高效的装载率
物流和看板
从 1 号车到 4 号车便构成一个生产周 期,如果第 5 车起也同样以这个周期来 生产的话,那么这 3 种车种便能生产出 当月实际需求的目标数量了。
节拍每 3 个必需的前提条件是「品 质保证」,前面我们已经叙述过节拍的 起源。因此前后段工程两者之间的关系 就如同超级市场中的店东与顾客一样, 卖方绝对不可以把不良品交给买方。
物流和看板
各位是否已经有了明确的答案?现在我们就来 说明一下:前推式运送方式并没有考虑到后工 程的实际需求;前工程根据生产计划加工,完 成后依序将物品运送给下一个工程站,对后工 程而言,就会产生下列这几种问题:
1. 产生不需要的库存 2. 制造出不需要的东西 3. 发生交期延迟和不必要的加班
物流和看板
物流和看板
为了防止制造过剩或搬运过多的物品起 见,必须使每位作业员有强烈地「没有 看板就不生产或不搬运」的基本观念。 也就是说,作业员必须完全依照看板所 规定的指示来从事生产和搬运。 所以,不仅是作业员而已,管理者、监 督者甚至搬运员都不能独自任意妄加判 断而做出与看板不同的行动。
物流和看板
看板的规则,大致可分成 6 项 1.后工程向前工程去取胜物品 2.前工程仅需生产将被子后工程取胜
的物品 3.没有看板,绝不生产或是搬运物品 4.看板必须附在被子运送的实物上 5.不良品不附看板,也就是不往后一
个工程段运送 6. 看板的发行张数有没有过于浮溢?
应定期以检讨修正。
物流和看板
物流和看板
减少库存的方法: 1.物流的改善 多次均衡的出货 多次均衡的收货 2.缩短制造周期 3.提高生产线的可靠性 4.减少和限制种类
物流和看板
物流的改善: 通过混载等多种方式实现频繁出货和收货 执行收货标准化 厂内物流的改善
缩短制造周期: 缩短更换模具的时间 模具通用化 不交换模具 消减工序
后工程仅取走其生产所需的零件数而 已。为了贯彻这个规定,后工程必须 严守上述规则 3 及规则 4 的原则,如 果后工程无视于这项规定,而任意取 胜零件时,就会造成前工程生产上的 不稳定,那么看板生产方式也就无法 推行实施了。
物流和看板
前工程务必依照生产计划中,仅生产 将会被子取直的部分。正如后工程一 样,前工程不能任意生产多余的物品, 持有多余的库存品。 简单地说,就是不生产看板张数上所 规定以外的数量。因此,停电看板取 胜之顺序来生产,这个观念是十分重 要的。
物流和看板
超级市场为了便利顾客很容易能得到他 所需要的物品,并且能快速地补充因顾 客购买该物品所产生的空缺,于是将物 品加以分类并悬挂牌面,以方便顾客容 易找寻。 这种观念,经由丰田加以运用后,就成 为今日的看板管理方式了。