产品直通率如何计算1
产品直通率统计操作指导书

产品直通率统计操作指导书
1目的
为规范产品直通率的收集、计算方法,综合反映产品加工过程
的质量水平
工序工序
分通率=SMT*单板测试*整机测试*FVMI*100%;
测试直通率=单板测试*整机测试
4.2直通率统计数据来源
(MES)
回流炉
FVMI,
4.1.2
与分母相加;
类型一:产品制式相同,用于计算的检测工序名称(系统名称)和数量完全相同,工序所属类型相同(都属于单板测试或者都属于整机测试工序),可进行合并;
类型二:产品制式不同,不能直接进行产品工序数据合并,
需先转化为产品线维度的工序数据(即,单板测试工序,整机测试工序),再进行合并计算;
4.1.3产品工序合并方式,如下
a)MMI测试工序不良作为整机测试不良;特殊检测工序或专有检测工序,未配置单独的数据录入环节,如有整机老化测试,该工位在MMI后,计算时,老化缺陷录入MMI1缺陷;
4.4.2手表。
直通率 知识培训

评介品质水平有个工序直通率(FPY),其 内容是产品从投入第一道工序到完成最 后一道工序交付质量保证前所有工序直 通率的乘积:用公式,即 FPY=FPY1*FPY2*FPY3。如果每一个 工序过程,直通率不高,经过整个过程 的直通率很低的
用FTY度量过程可以揭示由于不能一次达到顾客要求而造成的报废和
二、直通率和传统的测量方法有什么不同?
1、传统用最终阶段检验时候的一次合格率来测量整个流程 的产出率。两者的差别在于,
A、类似于通过率和一次合格率一样,直通率比最终一次合 格率更加反映过程的质量。。
B、最终阶段检验时候的一次合格率不能反映前面作业的质 量情况,而直通率可以。
C、直通率率能向领导提供更加正确的信息。
2、通过率可以反映出产品的复杂性。直通率除了可以反映 产品的复杂性以外,还可以反映过程的复杂性。从计算公式可 以看出。如果减少过程中的作业数量,可以提高直通率。而传 统测量方法是没有办法反映的。
4、传统测量方法只是测量过程的结果,是测量过去;而通 过率、能够测出过程的能力,它给出一个概率统计值。如果未 来过程的条件没有实质性变化,就能用这些数据来预测过程未 来的结果。。
目前计算 公式
一次合格数/总投 入数*100%
97/100=97%
传统计 算公式
合格数/检验 数*100%
97/98=98.98
注: 最后的工序为可以交付客戶使用的 生產工序.(工序依车间为最小单位,依 工艺为准,除工程部有签名确认)
实际操作
1.物料编号是390100589轮心钉, 加工工艺为:螺絲部打头 ----车件部车槽-----热处理加硬-------电镀锌------送样,其中 螺絲部打头, 共打出500PCS样品有3PCS暴头(有选出),车 件部车槽,调机用10PCS并有2PCS槽车小(有选出),热处 理加硬无调机品及不良品,电镀回厂有10PCS电渡外观不良 .请计算直通率是多少? (参加人員:工程/螺絲部/车件部/热处理) 2.物料编号是390100586弹片, 加工工艺为:自冲成型 ----冲压铆珠 ------- 热处理加硬-------电镀锌------送样,其中 自冲成型 , 共打出400PCS样品有3PCS变 形(有选出),冲 压铆珠 ,调机用5PCS并有2PCS珠没到位(有选出),热处理 加硬无调机品及不良品,电镀回厂有5PCS电渡外观不良.请 计算直通率是多少? (参加人員:工程/自冲/冲压/啤机部)
直通率讲解

Page:7/12
2021/4/8
第四章 直通率的实际效用(三)
• 根据RTY,确定工时预算。
当我们要求开展计划进度的时候,可以利用RTY来预算和控制作业的 时间。譬如,我们把作业的标准作业时间用Tb来表示,预计实际时间 用 Ts来表示。那么,沿用上面的例子,一个流程有10个作业。RTY是 0.70。假如,每个作业的Tb = 10分钟。从平均的观点来看,计划应 当安排13分钟。相应可以确定库存材料和流水线上的数量了。根据这 些也可以跟踪确定作业和流程的成本和时间安排了。利用传统的测量 方法是得不到这些参考数据的。
Page:11/12
2021/4/8
第六章 直通率未普及的原因
• 1. 人们不知道有这样好的方法,当然不会去应用。 • 2. 传统方法简单,实用。问题是,人们往往会用方便来代替正确。
他们宁肯做了以后返工,也不愿意花一点时间,把事情一下子做好。 我们希望大家潇洒工作,不必要苦干。更希望大家正确工作,不只图 方便。 • 3. 习惯问题。主管的习惯,关键是在这里。有些主管,不去研究事 物内在的客观规律性,单凭直觉和主观愿望在指挥。只要过得去,还 要去学习什么新的东西?不做正确测量,也就不知道事物的本来面目, 更不知道如何去改进。这就是为什么有些管理不善公司,同样输出即 产出对应的能耗(也即输入),大大超过竞争对手的原因所在。
直通率应用讲解
Page:1/8
第一章 认识直通率(一)
• 1.直通率是考核产品制程品质是否有保证的最重要的指标,是指产品 在制程中所有的工序均没有经过修理而达到合格的产品合格率;
• 2.直通率的提高是需要产品制程中所有环节都达到要求,才能真正提 高直通率;
举例如下:已经知道直通率是0.70,那么,缺损可以返工的话,计划 备料数量应当是1+(1-.70)=1.30。如果,缺损不能返工的,则计划 备料 1/0.70 = 1.43。意思是,您想得到100件产品,如果缺损可以 返工的,应当投130件,如果不能返工的,应当投143件的材料。有的 可以返工和有的不可以返工的话,就介于这两个数据之间。
直通率统计
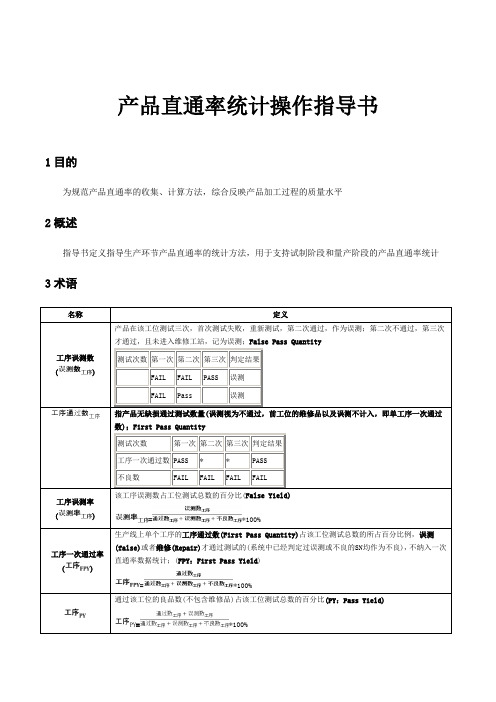
产品直通率统计操作指导书1目的为规范产品直通率的收集、计算方法,综合反映产品加工过程的质量水平2概述指导书定义指导生产环节产品直通率的统计方法,用于支持试制阶段和量产阶段的产品直通率统计3术语名称定义工序误测数()产品在该工位测试三次,首次测试失败,重新测试,第二次通过,作为误测;第二次不通过,第三次才通过,且未进入维修工站,记为误测;False Pass Quantity测试次数第一次第二次第三次判定结果FAIL FAIL PASS 误测FAIL Pass 误测指产品无缺损通过测试数量(误测视为不通过,前工位的维修品以及误测不计入,即单工序一次通过数);First Pass Quantity测试次数第一次第二次第三次判定结果工序一次通过数 PASS * * PASS不良数FAIL FAIL FAIL FAIL工序误测率()该工序误测数占工位测试总数的百分比(False Yield)=*100%工序一次通过率()生产线上单个工序的工序通过数(First Pass Quantity)占该工位测试总数的所占百分比例,误测(false)或者维修(Repair)才通过测试的(系统中已经判定过误测或不良的SN均作为不良),不纳入一次直通率数据统计;(FPY:First Pass Yield)=*100%通过该工位的良品数(不包含维修品)占该工位测试总数的百分比(PY:Pass Yield)=*100%产品一次直通率(FPY)已定义的要参与计算检验或检测工序一次直通率的乘积产品一次直通率(FPY)=产品综合直通率(PY) 已定义要参与计算检验或检测工序的各个工序良品率通过率的乘积产品良率(PY)=测试工序一次直通率(与“产品一次直通率”的差异是不包含SMT炉后和FVMI) 已定义要参与计算检验或检测所有测试工位的工序一次直通率的乘积测试工序一次直通率=4操作说明4.1 直通率计算说明:4.1.1 产品直通率计算=4.1.2对手机产品直通率计算:SMT检验,单板测试,整机测试,整机外观检查(FVMI)分为4段,各产品线直通率为4段通过率的乘积,如手机产品直通率=SMT*单板测试*整机测试* FVMI *100%;测试直通率=单板测试*整机测试4.2 直通率统计数据来源工序数据采集点数据来源数据采集责任人SMT 回流炉后IPQC检验炉后AOI检验,分板检查;IPQC检验记录,AOI检验记录IPQC单板工序装备测试装备测试故障板维修整机装备调测记录,维修记录调测操作员其他单板测试工序故障版维修其他调测记录,维修记录调测员,维修员整机测试工序非自动化测试设备,采用手动测试数数据和手动测试故障板维修整机调测记录,维修记录调测操作员,FQC 自动化测试装备采用装备测试记录维修整机装备调测记录,维修记录调测操作员装备测试装备测试故障板维修整机装备调测记录,维修记录调测操作员MMI自动测试,MMI手动测试,手动测试故障板维修整机调测记录,维修记录调测操作员,维修员整机外观终检(FVMI)外观终检外观终检记录调测操作员,FQC 4.3 工序分类、数据来源及数据合并原则总体原则:用于数据统计的工序分类按照产品所处状态分为,按照SMT,单板测试、整机测试以及整机外观检查(FVMI)分类,所有工艺路线上部署的工序,均需要纳入直通率统计,但用于数据统计计算的工序,以质量部发布会签版本为准。
直通率的计算方法
直通率的计算方法
1、直通率=(直通合格数/投入总数)×100%。
2、产品直通率=(进入过程件数-(返工+返修数+退货数))/过程件数×100%;
扩展资料:
直通率是对产品从第一道工序开始一次性合格到最后一道工序的参数,能够了解产品生产过程中在所有工序下产品直达到成品的能力,是反映企业质量控制能力的一个参数,体现企业在满足顾客产品要求的一种能力,直通率越高,能力越强。
产品直通率是对产品从第一道工序开始一次性合格到最后一道工序的参数,能够了解产品生产过程中在所有工序下产品直达到成品的能力,是反应企业质量控制能力的一个参数,体现企业在满足顾客产品要求的一种能力,直通率越高,能力越强。
机型直通率计算公式

机型直通率计算公式机型直通率(First Time Yield,FTY)是指在生产过程中所生产的产品中,能直接通过全部工艺、不需要经过返工、修复或调整的产品的比例。
机型直通率是衡量生产质量的一个重要指标,可以帮助企业评估产品的一致性和制造过程的效率。
其中,生产数量是指生产过程中的产品总量,返工数量是在生产过程中需要经过返工、修复或调整的产品数量。
在计算机型直通率时,需要收集以下数据:1.生产数量:该数据可以从生产记录中获得,是指生产过程中所生产的产品的总数量。
2.返工数量:该数据可以从质量管理记录中获得,是指在生产过程中需要经过返工、修复或调整的产品的数量。
3.成品数量:成品数量可以通过生产记录和入库记录获得,是指在生产过程中能够直接通过全部工艺,不需要经过返工、修复或调整的产品的数量。
在计算机型直通率时,首先需要将相应的数据进行收集和整理。
然后,根据公式将数据代入计算。
最后,将计算得到的机型直通率转换为百分比形式,即可得到最终的机型直通率。
Step 1: 收集数据收集生产数量、返工数量和成品数量的数据。
Step 2: 计算机型直通率使用上述公式计算机型直通率,即(生产数量-返工数量)/生产数量*100%。
Step 3: 转换为百分比形式将计算得到的机型直通率转换为百分比形式,即将计算结果乘以100。
同时,机型直通率也可以用来评估不同产品之间的一致性。
不同产品的机型直通率可以通过比较来确定是否存在差异,并进一步分析可能的原因,以制定优化生产过程的策略。
总之,机型直通率是一个重要的指标,可以帮助企业评估生产质量和效率。
通过正确地收集和计算相关数据,并加以分析,企业可以识别和解决生产过程中的问题,从而提高产品的质量和生产效率。
良率和直通率计算案例

良率和直通率计算案例摘要:I.良率和直通率的概念A.良率的定义B.直通率的定义II.良率和直通率计算案例A.案例一1.计算良率2.计算直通率B.案例二1.计算良率2.计算直通率III.良率和直通率的意义A.对于生产过程的改进B.对于产品质量和企业效益的影响正文:良率和直通率是衡量产品质量的重要指标,它们反映了生产过程中产品合格率的高低。
在计算良率和直通率时,需要先理解它们的定义。
良率是指产品中合格品数量占总产品数量的比率,通常用百分比表示。
它反映了生产过程中产品的质量水平,良率越高,说明产品质量越好。
直通率是指产品从生产开始到结束,在各个生产环节中全部合格的比率。
它反映了生产过程中各个环节的质量控制情况,直通率越高,说明生产过程的质量控制越严格。
下面通过两个案例来说明良率和直通率的计算方法。
案例一:假设某企业生产的产品中,有1000个产品,其中合格品有950个,那么良率是多少?解答:良率= 合格品数量/ 总产品数量= 950 / 1000 = 95%,所以良率为95%。
案例二:假设某企业生产的产品中,有1000个产品,其中在第一个生产环节中有50个不合格,在第二个生产环节中有30个不合格,那么直通率是多少?解答:直通率= 合格品数量/ 总产品数量= (1000 - 50 - 30) / 1000 = 92%,所以直通率为92%。
良率和直通率对于生产过程的改进有着重要的意义。
通过计算良率和直通率,企业可以了解产品质量的情况,及时发现问题,采取相应的措施进行改进。
同时,良率和直通率的高低也会影响企业的效益。
良率越高,企业的产品就越受欢迎,销售额就会增加;直通率越高,企业的生产成本就越低,利润就会增加。
直通率-精益生产

Kodak柯达 - 1995
Westinghouse美国西屋电气 - 1996
Siemens (manufacturing only)西门子 - 1997
Nokia 诺基亚- 1997
Sony索尼- 1997
最少有超过50家公司是Six Sigma 最好
的共同实践者
8
生产直通率为GE(美国通用)带 来了什么
生产直通率提高教育培训
精益生产 2020/05/15
一. 生产直通率
直通率的定义
直通率(First Pass Yield ,FPY)是衡量生 产线出产品质水准的一项指标,用以描述 生产质量、工作质量或测试质量的某种状 况。具体含义是指,在生产线投入100套 材料中,制程第一次就通过了所有测试的 良品数量。因此,经过生产线的返工 (Rework)或修复才通过测试的产品,将不 被列入直通率的计算中。
如果所有的缺损都不能返工,只能报废的,那 么, Ns = 1 / RTY。
如何计算生产直通率?
举例如下:已经知道直通率是0.70,那 么,缺损可以返工的话,投料数量应当 是1+(1-.70)=1.30。如果,缺损不能 返工的,要投 1/0.70 = 1.43。意思是, 您想得到100件产品,如果缺损可以返工 的,应当投130件,如果不能返工的,应 当投143件的材料。有的可以返工和的不 可以的话,就介于这两个数据之间。
1、收集资料:
有关产品零件、操作、工艺、操作者、工作环境等
多方面资料。
秒
表 2、划分操作单元:
法
◎ 每个单元应有明显辩认的起点和终点。 ◎ 人工操作单元应与机器操作单元分开。
测
◎ 尽量使每一个单元的操作动作为基本动作。
公司部门的质量目标
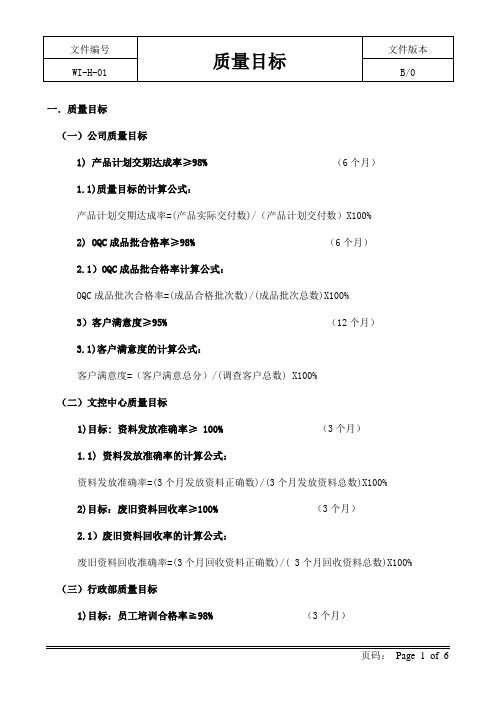
一.质量目标(一)公司质量目标1) 产品计划交期达成率≥98% (6个月)1.1)质量目标的计算公式:产品计划交期达成率=(产品实际交付数)/(产品计划交付数)X100%2) OQC成品批合格率≥98%(6个月)2.1)OQC成品批合格率计算公式:OQC成品批次合格率=(成品合格批次数)/(成品批次总数)X100%3)客户满意度≥95%(12个月)3.1)客户满意度的计算公式:客户满意度=(客户满意总分)/(调查客户总数) X100%(二)文控中心质量目标1)目标:资料发放准确率≥ 100% (3个月)1.1) 资料发放准确率的计算公式:资料发放准确率=(3个月发放资料正确数)/(3个月发放资料总数)X100%2)目标:废旧资料回收率≥100% (3个月)2.1)废旧资料回收率的计算公式:废旧资料回收准确率=(3个月回收资料正确数)/( 3个月回收资料总数)X100% (三)行政部质量目标1)目标:员工培训合格率≧98%(3个月)1.1)员工培训合格率的计算公式:员工培训合格率=(3个月培训合格数)/(3个月培训总数)×100%2)目标:公司员工流失率≤10% (3个月)2.1)公司员工流失率的计算公式:公司员工流失率=当月离职人数/(期初人数+新进人数)X100%3)目标:劳动合同签订及时率=100% (1个月)3.1)劳动合同签订及时率的计算公式:劳动合同签订及时率=(入职30天期限人员签订数)/(入职30天期限人员总数)X100% 4)目标:安全事故发生率≤0% (6个月)4.1)安全事故发生率的计算公式:安全事故发生率=以实际登记备案为准,按发生经济损失额(含工伤工资)分类: 200~500元为轻微安全事故;500元以上为严重安全事故。
(四)销售部质量目标1) 产品计划交期达成率≥90% (6个月)1.1)质量目标的计算公式:产品计划交期达成率=(产品实际交付数)/(产品计划交付数)X100%2)客户满意度≥95%(12个月)2.1)客户满意度的计算公式:客户满意度=(客户满意总分)/(调查客户总数) X100%(五)工程部质量目标1)目标:设备故障率≤3% (12个月)1.1)设备故障率的计算公式:设备故障率=(12个月设备故障次数)/(设备总数)×100% 2)目标:样品交期达成率≥85% (12个月) 2.1)样品交期达成率的计算公式:样品交期达成率=样品准时完成数量/样品需求总数量×100%3)目标:产品技术文件制订的准确率≥100% (12个月) 3.1)产品技术文件制订的准确率的计算公式:分发正式技术文件准确性并持续改进,过程完善4)目标:作业指导书编制的准确率≥100% (12个月) 4.1)作业指导书编制的准确率的计算公式:分发正式作业指导书文件操作可行并持续改进,过程完善5)目标:产品物料清单编制的准确率≥100% (12个月) 5.1) 产品物料清单编制的准确率计算公式:产品物料清单编制的准确率=物料清单编制准确次数/总编制数6)目标:新产品研发的成功率≥70% (12个月) 6.1)新产品研发的成功率的计算公式:新产品研发的成功率=新产品样品试制成功次数/研发总次数7)目标:工艺改进完成率≥100% (12个月) 7.1) 工艺改进完成率的计算公式:工艺改进完成率=改进完成次数/提交总次数8) 目标:新产品培训≥100% (12个月)8.1)新产品培训的计算公式:新产品培训=培训次数/新产品发布数9)目标:新产品技术转化率≥90% (12个月)9.1) 新产品技术转化率的计算公式:新产品技术转化率=转化生产次数/新产品研发成功次数10)目标:设备仪器维护及保养率≥100% (12个月)10.1)设备仪器维护及保养率的计算公式:设备仪器校准并确保正常使用11)目标:工程项目完成率≥100% (12个月)11.1)工程项目完成率的计算公式:工程项目完成率=完成项目次数/总项目数12)目标:工程验收的合格率≥100% (12个月)12.1)工程验收的合格率的计算公式:工程验收的合格率=验收合格工程次数/总工程数(六)采购质量目标1)目标:供应商交货准时率≥95%(3个月)1.1)质量目标计算公式:供应商交货准时率 =(3个月交货准时批数)/(3个月交货总批数)×100%2)目标:IQC来料电子料合格率≥98% (1个月)IQC来料结构件、辅料合格料≥95%2.1) IQC来料合格批的计算公式:IQC来料合格率=(产品来料合格批数)/(产品来料总批数)×100%(七)仓库质量目标1)目标:收货物料准确率≥99% (1个月)1.1) 收货物料准确率的计算公式:收货物料准确率=收货物料数量/订单物料数量×100%2)目标:产品出货准确率≥100% (3个月)2.1)产品出货准确率的计算公式:产品出货准确率=(产品出货正确量)/(出货指令单要求量)×100% 3)目标:库存准确率≥99% (1个月)3.1)库存准确率的计算公式:库存准确率=物料库存数量/系统帐目录入数量×100%(八)品质部质量目标1)目标:产品退货率≤3%(3个月)1.1) 产品退货率的计算公式:产品退货率=(产品退货批数)/(产品出货总批数)×100%2) 目标:IQC来料电子料合格率≥98% (1个月)IQC来料结构件、辅料合格料≥95%2.1) IQC来料合格批的计算公式:IQC来料合格率=(产品来料合格批数)/(产品来料总批数)×100%3)目标:OQC成品批合格率≥98%(6个月)3.1) OQC成品批合格率的计算公式:OQC成品批合格率=(产品出货合格批数)/(产品出货总批数)×100%(九)生产部质量目标1)目标:产品直通率≥94%(1个月)1.1)质量目标计算公式:产品直通率=(直通合格数/投入总数)×100%2)目标:产量达成率≥95% (1个月)2.1)产量达成率的计算公式:产量达成率=生产完成数量/生产指令单需求数量×100%二.质量目标统计时间:按文件规定时间统计三.相关记录【品质目标达成情况统计表】。
直通率(ppt文档可编辑修改)

DPO = 0.05 / 20 = 0.0025
如果该产品的临界质量特性只有2个,那么DPO数值就变成0.025。提高十倍。 同样的DPU就有不同的DPO,这就能反映过程的质量有所不同了。但是,光从 这个数据还很难看出质量变好和变坏的直觉。譬如,上面的DPO相差10倍, 是否代表过程能力相差10倍?
直通率算法及定义:
1、产品直通率:全制程稳态下一次性成机率。 产品直通率=工序A1直通率×工序A2直通率×工序A3直通率×……
工序An直通率×100%(n=正常生产过程所有检查工序总和) 2、综合直通率:稳态下,从开机检查工序到产品包装工序一次性成机率。 综合直通率=∑(单机型综合直通率×该机型投入数量)/∑各机型总投入数量
意思是,这个作业从统计角度来看,100件产品中将有95件可以无缺损通过。
单位产品缺损机会的缺损率DPO
DPO是平均每个缺损机会中可能发生缺损的概率值。什么是缺损产生机会? 前面介绍过,没有满足顾客临界质量特性的要求就是一个缺损。那么,产品有 几个临界质量特性,就有几个没有满足顾客要求的可能性,也就是有几个缺损 发生机会。产品复杂,临界质量特性数量也就多,缺损发生机会数也多。反之,少。
1.管制圖基本概念 管制圖是一種以實際產品品質特性與根據過去經驗所判明制程能力的管制 界限比較,而以時間經由過用圖形表示者.或其是一種品質的圖解記錄,採用 統計的方法將收集的資料算出管制界限,也就是所能做到的制程能力水準的 一種管理圖表. 一般管制圖縱軸表示制品的品質特性,以制程的變化的數據為分度;橫軸表制 品的編號或製造年月日等,以時間先後順序,製造順序,將點繪在圖上. 在管制圖上有三條橫線,中間的一條為中心線 (Center Line 簡稱 CL),係代表 品質的水準或標準值,一般用藍色或黑色實線;在上面的一條稱管制上限
直通率

什么叫缺损?
我们做工作(作业)就是把输入的某一个(些)特性,譬如,零件的尺寸、强度、 外观、安全性等,发生量变到质变,变成满足顾客要求特性的过程。在六西格玛管理 中,把某一个顾客要求特性没有得到满足,顾客就会不满意的特性叫临界质量特性, 通常用CTQ表示。当这个临界质量特性没有得到满足,就发生了一个缺损。 譬如,有M件产品,通过某道作业时发现N个缺损。那么,平均每件产品的缺 损率DPU就等于, DPU = N / M, 通过率FTY = 1 – DPU。 举一个例子说明。有100件产品,通过某道作业时发现5个缺损。那么, DPU = 5 / 100 = 0.05 通过率FTY = 1 – DPU = 1 - 0.05 = 0.95。 意思是,这个作业从统计角度来看,100件产品中将有95件可以无缺损通过。
产品直通率

举个列子给你:某流程包括4站,以下是各站的缺陷品数据,请计算直通率(RTY)。
第一站:输入产品1000个,输出980个(其中包括30个经过返工的产品),报废20个;第二站:输入产品980个,输出950个(其中包括10个经过返工的产品),报废30个;第三站:输入产品950个,输出930个(其中包括10个经过返工的产品),报废20个;第四站:输入产品930个,输出000个(其中包括20个经过返工的产品),报废30个。
传统意义上的直通率是Yf=900/1000=90%,实际意义上的直通率是Yrt=Yft1*Yft2*Yft3*Yft4=[1000-(30+20+10+30+10+20+20+30)]/1000*100%=83%。
由于传统意义上的直通率被“隐蔽工厂”给消化了,造成了高估过程产出率。
不知这样说你能否明白?产品直通率如何计算要想提高产品和服务的质量,必须提高过程的质量。
为此,必须测量过程,了解过程。
六西格玛对过程的产出常常采用以下三个指标:通过率Throughput yield,直通率Rolled throughput yield和名义通过率Normalized yield。
本文只介绍直通率和名义通过率。
如有不当,欢迎指正。
一、直通率是测量全过程产出率的指标过程是利用资源把输入转化为输出的活动或者一组活动。
如果把活动也界定它的输入和输出,那么,这样的活动我们叫“作业”,它也是一个小过程。
整个大的过程,也有叫流程,可以看成是几个作业,小过程组成的。
通过率Throughput yield是测量过程产出的指标,它表明产品可以无缺损通过某一个作业的概率值。
而直通率Rolled Throughput Yield (RTY)是测量产品可以无缺损通过整个流程的概率值。
它也是产出率的指标之一。
还让我们举例来说明。
假定,整个流程有5道作业组成。
它们的通过率分别是0.95、0.93、0.98、0.98、0.94。
直通率PPM计算公式
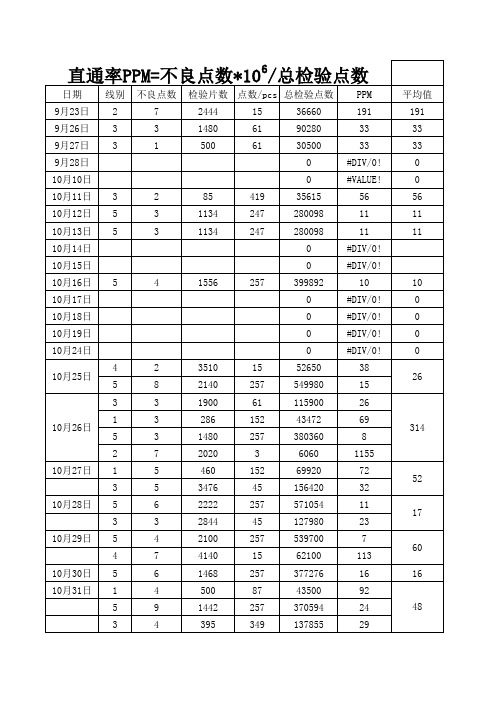
日期 9月23日 9月26日 9月27日 9月28日 10月10日 10月11日 10月12日 10月13日 10月14日 10月15日 10月16日 10月17日 10月18日 10月19日 10月24日 4 10月25日 5 3 1 10月26日 5 2 10月27日 1 3 10月28日 5 3 10月29日 5 4 10月30日 10月31日 5 1 5 3 3 7 5 5 6 3 4 7 6 4 9 4 1480 2020 460 3476 2222 2844 2100 4140 1468 500 1442 395 257 3 152 45 257 45 257 15 257 87 257 349 380360 6060 69920 156420 571054 127980 539700 62100 377276 43500 370594 137855 8 1155 72 52 32 11 17 23 7 60 113 16 92 24 29 48 16 8 3 3 2140 1900 286 257 61 152 549980 115900 43472 15 26 69 314 2 3510 15 5 4 1556 257 3 5 5 2 3 3 85 1134 1134 419 247 247 线别 2 3 3 不良点数 7 3 1 检验片数 点数/pcs 总检验点数 2444 1480 500 15 61 61 36660 90280 30500 0 0 35615 280098 280098 0 0 399892 0 0 0 0 52650 PPM 191 33 33 #DIV/0! #VALUE! 56 11 11 #DIV/0! #DIV/0! 10 #DIV/0! #DIV/0! #DIV/0! #DIV/0! 38 26 10 0 0 0 0 平均值 191 33 33 0 0 56 11 11
良率和直通率计算案例
良率和直通率计算案例摘要:I.良率和直通率的概念A.良率的定义B.直通率的定义II.良率和直通率计算案例A.案例一1.不良品数量2.总数量3.计算结果B.案例二1.不良品数量2.总数量3.计算结果III.良率和直通率的意义A.对于生产过程的改进B.对于产品品质的提升C.对于企业经济效益的影响正文:良率和直通率是衡量产品质量和生产效率的重要指标,它们反映了生产过程中不良品率和工作效率。
良率是指产品中不良品数量占总数量的比例,通常用百分比表示。
它的计算公式为:不良品数量÷ 总数量× 100%。
例如,如果生产100 个产品,其中有10 个不良品,则良率为(10 ÷ 100) × 100% = 10%。
直通率是指在生产过程中,从原材料到成品,每个工序都合格的产品数量占总产品数量的比例。
它的计算公式为:直通数量÷ 总数量× 100%。
例如,如果生产100 个产品,其中90 个产品在每个工序都合格,则直通率为(90 ÷ 100) × 100% = 90%。
下面给出两个良率和直通率计算案例:案例一:某企业在生产过程中,生产了1000 个产品,其中不良品数量为50 个,总数量为1000 个。
则良率为:50 ÷ 1000 × 100% = 5%。
案例二:某企业在生产过程中,生产了1000 个产品,其中不良品数量为40 个,总数量为1000 个。
由于每个工序都合格的产品数量为960 个,则直通率为:960 ÷ 1000 × 100% = 96%。
良率和直通率对于生产过程的改进、产品品质的提升以及企业经济效益的影响都非常重要。
9.直通率
浪费30,000ppm
FPR
浪费56,000ppm 浪费131,000ppm
4
传统合格率的例子
缺陷:不合格品2个
缺陷:返工1个
缺陷:清洁5个
缺陷5个
秘密工厂
(不合格品)
5
流通合格(直通)率的例子
缺陷:不合格品2个
缺陷:返工1个
缺陷:清洁5个
缺陷5个
6
直通率Leabharlann YRT=Y2×Y5×Y7×YFP=0.98×0.99×0.95×0.9
直通率知识介绍
广州今朝科技有限公司 客户服务部
1
直通率分析
直通率的含义
直通率的分析方法(举例说明) 直通率的意义
2
直通率的含义
含义:
即流通合格率,是指每个工序一次做好的 机率。
表示为:FRP,即
First Pass Yield Rate
3
直通率的分析
来自供应商的元件 通过检查,合格率95.5% 浪费45,000ppm 机器操作员的合格率97% 首次装配站 合格率94.4%
5=0.876 近似计算 YRT=e-d/u=e-13/100=0.878 其中d=总缺陷数=13 u=产品数 =100
7
直通率(FPR)的意义
• 暴露并指出隐含成本较多的“隐藏的工厂”。
• 帮助对产生缺陷的过程领域或步骤以及他们对整个过 程的关系影响有更好的了解。
• 指出那些改进效果较明显的领域。
• 通过测量改进对过程不同部分的影响来研究整个过程。
FPR强调过程每一步骤的能力,
而不只是最终结果。
8
Todaysoft®SPC解决方案
9
生产直通率

大家好
25
生产相关名词定义
加班工时:为增加产量而延长的工作时间; 生产效率讲的是快慢,是速度,它是实际产出与标准
产出的比率;生产力讲的是效益,它讲的是产出与投 入之比;
标准工时:指在正常情况下,从零件到成品直接影响 成品完成的有效动作时间,其包含直接工时与间接工 时。即加工每件(套)产品的所有工位有效作业时间 的总和。制定方法:对现有各个工位(熟练工人)所 有的有效工作时间进行测定,把所有组成产品的加工 工位的工时,考虑车间生产的均衡程度、环境对工人 的影响、以及工人的疲劳生产信息等因素后,计算得 到标准工时。
大家好
20
3、测时:
秒 方法有:归零法,累积测时法,连续测时法。
表
剔除异常值。 三倍标准差法,测 工
平均值X:
n
Xi
XX1X2X3Xni1
n
n
时
标准偏差δ:
n
(X 1X )2(X 2X )2 (X n X )2i 1(X iX )2
n
n
大家好
• 认为高质量是昂贵的
• 知道高质量制造商就是低成本制造商
• 没有规范的解决问题的方法 • 以竞争对手作为参照基准进行比较 • 认为99%已经足够好
• 使用测量、分析、改进、控制和测量、 分析、设计、验证
• 以世界上最好的公司作为参照基准进 行比较
• 从自身内部出发定义质量关键点 (CTQ)
• 认为99%是无法接受的 • 从外部出发定义质量关键点(CTQ)
新产品导入过慢
. . . 高品质,低成本,准时,提高客户满意度
大家好
30
对比
3 Sigma公司:
6 Sigma公司:
• 质量成本耗费15-25% 的销售额
(最新整理)生产直通率

Texas Instruments美国德州仪器 - 1988
ABB (Asea Brown Boveri)艾波比 - 1993
Microsoft 美国微软 - 1994
General Electric美国通用电气 - 1995
Kodak柯达 - 1995
Westinghouse美国西屋电气 - 1996
时
◎ 每一个单元应有完整而详细的说明。
2021/7/26
21
3、测时:
秒 方法有:归零法,累积测时法,连续测时法。
表
剔除异常值。 三倍标准差法,正常值在X±3δ范围内,超出范
法ห้องสมุดไป่ตู้
围为异常值,应剔除。
测 工
平均值X:
n
XX1X2X3Xni1 Xi
n
n
时
标准偏差δ:
n
(X 1X )2(X 2X )2 (X n X )2i 1(X iX )2
4化:稳定化-自働化-准时化-持续化
2021/7/26
29
三.6 Sigma的益处
2021/7/26
30
集中在每个摧毁冰山的缺陷上
传统的质量成本
(容易发现)
检查 索赔
退货
废弃 返工
隐藏的质量 (难以测量)
交货周期过长
员工素质
生产率下降 订单更换频繁
失去的机会
订单的丢失 顾客满意度下降 加班的增加 延迟发货 出差过多 过量库存
标准工时:指在正常情况下,从零件到成品直接影响 成品完成的有效动作时间,其包含直接工时与间接工 时。即加工每件(套)产品的所有工位有效作业时间 的总和。制定方法:对现有各个工位(熟练工人)所 有的有效工作时间进行测定,把所有组成产品的加工 工位的工时,考虑车间生产的均衡程度、环境对工人 的影响、以及工人的疲劳生产信息等因素后,计算得 到标准工时。
产品直通率

——现场管理水平的标尺
概念
• 直通率:从第一道投入工序开始,到最后 一道产出工序为止,一次性通过所有工序 的良品比率,有人称之为“一次性合格 率”,“一次性通过率”和“直行率”。 • 例外不良率:正常检查工序以外(加工工 序)的不良品占投入总数的比率。 • 合格率:合格良品占投入总数的比率。
☻直通率追求全过程合格,注重中途变化
①产品(在制品)在前工序因不良被挑出,经修理变成良 品,计算直通率时仍需扣除一次 ②二次不良,计算直通率时只作一次计算 ③修理OK的截存品,不计入任何班次里(原班次已扣除)
直通率与合格率的区别
☻直通率是将前后工序视为一个连动整体,相关数 字也是连动
以直通率计算后,就会明显体会到来自后工序的压力,换 言之客户在时时监督着你。你要是天天修理,不仅自己的 直通率上不去,别人的也上不去,别人肯定有意见!在这 种监督连环套里,每个工序(部门)只有更加努力,更多 的与别人配合,多做一点,才能换来最高直通率
计算公式
Hale Waihona Puke 产品合格率=最终合格品总数
投入总数
× 100%
例外不良率=
工序内不良品合计总数
投入总数
× 100%
产品直通率=
一次过所有工序良品数 投入总数
× 100%
事实上,各 工序不良修 理OK之后 再投入的, 无法在合格 率中反映出 来,合格率 高并不完全 意味着QCD 得到控制, 只有直通率 才能真正体 现。
☻合格率则将前后工序视为松散、独立的关系,相 关数据并没有紧密连动
前工序哪怕天天修理,只要按时修好并出至后工序就行了, 而且最终合格率还挺好的。有时中间工序急,前后工序不 急;有时后工序急,前工序不急
直通率推行小结
产品的直通率统计操作指导书.docx

产品直通率统计操作指导书1 目的为规范产品直通率的收集、计算方法,综合反映产品加工过程的质量水平2 概述指导书定义指导生产环节产品直通率的统计方法,用于支持试制阶段和量产阶段的产品直通率统计名称工序误测数( 误测数工序 )工序通过数工序工序误测率( 误测率工序 )工序一次通过率( 工序)工序3术语定义产品在该工位测试三次,首次测试失败,重新测试,第二次通过,作为误测;第二次不通过,第三次才通过,且未进入维修工站,记为误测;FalsePassQuantity测试次数第一次第二次第三次判定结果FAIL FAIL PASS误测FAIL Pass误测指产品无缺损通过测试数量( 误测视为不通过,前工位的维修品以及误测不计入,即单工序一次通过数) ;FirstPassQuantity测试次数第一次第二次第三次判定结果工序一次通过数 PASS**PASS不良数FAIL FAIL FAIL FAIL该工序误测数占工位测试总数的百分比( FalseYield)误测率=误测数工序*100%工序通过数工序误测数工序不良数工序生产线上单个工序的工序通过数 (FirstPassQuantity)占该工位测试总数的所占百分比例,误测(false)或者维修 (Repair)才通过测试的 ( 系统中已经判定过误测或不良的SN均作为不良 ) ,不纳入一次直通率数据统计; ( FPY:FirstPassYield)通过数工序=通过数工序*100%误测数不良数工序工序工序通过该工位的良品数( 不包含维修品 ) 占该工位测试总数的百分比 (PY:PassYield)-来源网络,仅供个人学习参考工序 =通过数工序误测数工序*100%通过数工序误测数工序不良数 工序产品一次直通率已定义的要参与计算检验或检测工序一次直通率的乘积(FPY)产品一次直通率 (FPY)= 工序工序工序工序产品综合直通率 (PY)已定义要参与计算检验或检测工序的各个工序良品率通过率的乘积产品良率 (PY)= 工序工序工序工序测试工序一次直通率 ( 与“产品一次直 已定义要参与计算检验或检测所有测试工位的工序一次直通率的乘积通率”的差异是不 测试工序一次直通率 =测试工序测试工序测试工序测试工序包含 SMT 炉后和FVMI)4 操作说明4.1 直通率计算说明:4.1.1 产品直通率计算 产品一次直通率通过数 工序通过数 工序工序工序工序工序通过数 误测数 不良数通过数 误测数 不良数工序工序工序工序工序工序工序工序通过数 工序通过数 工序误测数 工序不良数 工序工序产品直通率 工序 工序 工序 工序通过数 工序误测数 工序通过数 工序误测数 工序通过数 工序误测数 工序不良数 工序通过数 工序误测数 工序不良数 工序工序工序通过数 工序误测数 工序通过数 工序误测数 工序 不良数 工序工序4.1.2对手机产品直通率计算:SMT 检验,单板测试,整机测试,整机外观检查(FVMI) 分为 4 段,各产品线直通率为 4 段通过率的乘积,如手机产品直通率 =SMT*单板测试 * 整机测试 *FVMI*100%;测试直通率 =单板测试 * 整机测试4.2 直通率统计数据来源工序 数据采集点 数据来源 数据采集责任人SMT 回流炉后 IPQC 检验炉后 AOI 检验,分板检查;IPQC 检验记录, AOI 检验记录 IPQC 单板工序装备测试整机装备调测记录,维修记录调测操作员装备测试故障板维修- 来源网络,仅供个人学习参考其他单板测试工序故障版维修其他调测记录,维修记录 调测员,维修员 非自动化测试设备,采用手动测试数数据 整机调测记录,维修记录调测操作员, FQC和手动测试故障板维修自动化测试装备采用装备测试记录维修整机装备调测记录,维修记录 调测操作员 整机测试工序装备测试整机装备调测记录,维修记录调测操作员装备测试故障板维修MMI 自动测试, MMI 手动测试,手动测试故 整机调测记录,维修记录调测操作员, 维修员障板维修整机外观终检外观终检外观终检记录调测操作员, FQC(FVMI)4.3 工序分类、数据来源及数据合并原则总体原则:用于数据统计的工序分类按照产品所处状态分为,按照 SMT ,单板测试、整机测试以及整机外观检查 (FVMI) 分类,所有工艺路线上部署的工序,均需要纳入直通率统计,但用于数据统计计算的工序,以质量部发布会签版本为准。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品直通率如何计算1# 发表于2010-4-30 22:36 | 只看该作者| 倒序看帖| 打印| 使用道具
要想提高产品和服务的质量,必须提高过程的质量。
为此,必须测量过程,了解过程。
六西格玛对过程的产出常常采用以下三个指标:通过率Throughput yield,直通率Rolled throughput yield和名义通过率Normalized yield。
本文只介绍直通率和名义通过率。
如有不当,欢迎指正。
一、直通率是测量全过程产出率的指标
过程是利用资源把输入转化为输出的活动或者一组活动。
如果把活动也界定它的输入和输出,那么,这样的活动我们叫“作业”,它也是一个小过程。
整个大的过程,也有叫流程,可以看成是几个作业,小过程组成的。
通过率Throughput yield是测量过程产出的指标,它表明产品可以无缺损通过某一个作业的概率值。
而直通率Rolled Throughput Yield (RTY)是测量产品可以无缺损通过整个流程的概率值。
它也是产出率的指标之一。
还让我们举例来说明。
假定,整个流程有5道作业组成。
它们的通过率分别是0.95、0.93、0.98、0.98、0.94。
那么,整个流程的直通率Rolled Throughput Yield 就是5个通过率的乘积。
RTY = 0.98X0.93X0.95X0.98X0.94= 0.7976
它的意思是,大约是80%的产品可以无缺损通过这5个作业组成的整个流程。
二、直通率和传统的测量方法有什么不同?
1、传统用最终阶段检验时候的一次合格率来测量整个流程的产出率。
两者的差别在于,
A、类似于通过率和一次合格率一样,直通率比最终一次合格率更加反映过程的质量。
参阅博客文章《通过率——过程产出指标之一》。
B、最终阶段检验时候的一次合格率不能反映前面作业的质量情况,而直通率可以。
C、直通率率能向领导提供更加正确的信息。
2、通过率可以反映出产品的复杂性。
直通率除了可以反映产品的复杂性以外,还可以反映过程的复杂性。
从计算公式可以看出。
如果减少过程中的作业数量,可以提高直通率。
而传统测量方法是没有办法反映的。
3、六西格玛管理的通过率、DPU、DPO、DPMO和西格玛值等指标,既适用于计量型也适用于计数型数据。
因为,六西格玛管理的缺损是直接根据顾客要求来衡量的,不同于传统的测量方法,先确定过程能力,再计算过程能力指数CP,Cpk,来反映过程能力满足顾
客要求。
对计数型数据不适用。
4、传统测量方法只是测量过程的结果,是测量过去;而通过率、西格玛值能够测出过程的能力,它给出一个概率统计值。
如果未来过程的条件没有实质性变化,就能用这些数据来预测过程未来的结果。
请见下没一节介绍。
还有其他不同,将结合介绍其他测量指标时再进一步讨论。
三、直通率的几种实际应用
1、确定名义通过率。
当我们知道整个流程有多少作业,以及要求整个流程的直通率RTY 是多少以后,就可以求出每个作业的“名义通过率”。
它的意思是要达到直通率的目标,每个作业的通过率应当不低于名义通过率。
这个名义通过率NTY的计算方法很简单,就是RTY 的k次方。
举例说明。
譬如有一个流程,由10个作业(叫工序也可以)组成。
根据以往的数据知道,该流程的直通率应当达到36.8%。
把36.8开10次方得到的结果是0.9510。
就是说,平均每个作业的通过率应当不低于0.905,才能达到RTY = 0.368的目标。
这样,可以要求各个作业负责人计算一下自己作业的通过率,知道哪个作业应当改进。
2、确定投料数量N。
当我们知道了整个流程的RTY以后,就可以根据以下的公式来确定开始应当投多少料:
如果所有的缺损都是可以返工的,那么,
Nr = 1 + (1-RTY)
如果所有的缺损都不能返工,只能报废的,那么,
Ns = 1 / RTY。
举例如下:已经知道直通率是0.70,那么,缺损可以返工的话,投料数量应当是1+(1-.70)=1.30。
如果,缺损不能返工的,要投1/0.70 = 1.43。
意思是,您想得到100件产品,如果缺损可以返工的,应当投130件,如果不能返工的,应当投143件的材料。
有的可以返工和的不可以的话,就介于这两个数据之间。
3、确定工时预算。
当我们利用作业成本法来控制作业成本的时候,或者要求开展计划进度的时候,可以利用RTY来预算和控制作业的时间。
譬如,我们把作业的标准作业时间用Tb来表示,预计实际时间用Ts来表示。
那么,上面的例子,一个流程有10个作业。
RTY 是0.70。
加入,每个作业的Tb = 10分钟。
从平均的观点来看,计划应当安排13分钟。
相应可以确定库存材料和流水线上的数量了。
根据这些可以跟踪确定作业和流程的成本和时间安排了。
利用传统的测量方法是得不到这些参考数据的。
4、利用单位产品缺损数DPU的负数作为以自然数为底的指数函数可以很容易计算通过
率和直通率,请参考有关文章,不在这里进一步说明了。
四、既然通过率和直通率很好为什么得不到推广?
1、人们不知道有这样好的方法,当然不会去应用。
2、传统方法简单,实用。
问题是,人们往往会用方便来代替正确。
他们宁肯做了以后返工,也不愿意花一点时间,把事情一下子做好它。
六西格玛教人潇洒工作,不必要苦干。
六西格玛教人正确工作,不只图方便。
3、习惯问题。
领导的习惯,关键是在这里。
有些领导,不去研究事物内在的客观规律性,单凭直觉和主观愿望在指挥。
只要过得去,还要去学习什么新的东西?不做正确测量,也就不知道事物的本来面目,更不知道如何去改进。
这就是为什么我们国家,同样国民生产总值的能耗好大大超过先进国家的根本原因所在。
转载请注明出自( 六西格玛品质网 ),本贴地址:/thread-238107-1-1.html。