剥带打端子机操作说明书
CM-S全自动双头端子机使用说明书2017款(中间商款)

1CM-S系列全自动双头端子机使用说明书12目录一、安全申明...................................................... 3二、机器机构示意图................................................ 4三、机器参数...................................................... 7四、操作方法...................................................... 81、开机准备.................................................... 82、开机调试.................................................... 93、主页基础参数介绍.......................................... 104、子页基础参数介绍.......................................... 111)后打端设置.............................................. 112)前打端设置.............................................. 125、高级参数设置介绍。
........................................ 141)参数设置................................................ 142)冲压设置................................................ 153)中剥设置................................................ 164)手动调试................................................ 165)IO监控................................................. 17五、常见的故障与排除............................................ 17六、机器的保养.................................................. 18七、附件清单....................................... 错误!未定义书签。
连剥带打端子机

连剥带打端子机静音剥皮打端机操作说明书前言首先,感谢贵公司选择了本公司的产品,本公司不仅给贵公司提供质量优良的产品,而且将提供可靠的售后服务。
为确保使用人员的人身安全及机器的完好性,在使用本机器前请详细阅读此使用说明书,确实留意其使用上的注意事项。
本使用说明书详细介绍了此机器的构造,操作规范、保养、故障及排解方法等内容,如仍有不解之处,请与本公司联系,我们将竭诚为您服务。
特别声明:本使用说明书不能作为向本公司提出任何要求的依据本使用说明书最终解释权属于本公司目录一、产品功能及技术参数;1.功能介绍2.技术参数3.运输参数4.技术文件5.主要配置二、操作介绍;1.面板操作2.功能调试三、出现故障的解决方法;四、注意事项;1.操作注意2.维护保养五、质保及维修。
一、产品功能及技术参数1. 功能介绍:本机采用先进的电子控制技术,配有高精度控制模块与传动机构,使剥皮打端一次性完成。
具有低噪音,耗电低,效率高等特点。
针对极细线,多芯屏蔽线的加工有着明显的效果。
可适用于36号--20号线之间的端子压接。
本机剥线动作由气缸传动,动作速度快,定位准确。
剥线后的废料采用真空吸料的方式,干净、方便、简单压力机由齿轮减速传动,压力高度精准。
针对生熟手操作,本机可通过调整气阀门改变整体速度,从而适应操作者的熟练程度。
能有效的减少加工工序,降低工作难度,提高工作效率,是我们的宗旨,愿与各界同仁共同进步!2.技术参数:电源Power Supply 单相200V~240V 50/60Hz空气源Air Source 0.3~0.4mpa(请使用干燥清净的空气)本体尺寸Body size W530*L400*H830mm总量Total weight 70KG加工线材Processing wire适用线径Applicable wire Diameter AWG32#-AWG20#(根据线材而不同)适用线材Applicable wire A V、A VS、A VSS、CA VUS、KV、KIV、UL、IV特氟龙、纤维线等加工尺寸Processing size剥线长度Stripping length 1.0mm-10.0mm切线误差Tangent error 0.05mm-0.1mm位置误差Position error 0.05mm-0.1mm压着力Focus on pressure压着端子Crimping 开放式连续端子、横式压着能力Crimping capacity 1.5吨行程Travel 30mm功率Power 400W冲程次数The number of strokes 4000次/时开口高度The opening height 215mm3.运输参数4.技术文件(单机、随机提供)5.主要配置5.1主要配置5.2配套工具5.3配套备件二、操作介绍1.操作面板2.功能调试●端子模调整:将模具取出,调整端子与切刀座位置,使端子后脚与切刀芯刀口对齐,然后调整送料长短即可。
裁线剥皮打端机01款说明书
全自動單頭端子壓着機使用說明書六、保修卡用戶公司行號:用戶公司地址:機器型號: 機器編號:1 . 通過我公司或其代理店購買的機器者用於一般用途以外所發生的問題我公司不予負責.2 . 保證期間為從購買日起1年,以發票日期為准.本促證只對原購買者適用,不對其後的購買者(二手)適用.3 . 保證期內對於所發生的零件更換和修理一概免費,交換的舊零件屬我公司所有.4 . 不是在我公司或其代理店購買的機器,不適用本保證,本促證內容由於以下原因發生問題不予負責.(a).事故及誤用/濫用(b).不按說時書記載的內容啟動(c).不是我公司制造及銷售的零件(d).機器的變更(e).接受不是我公認同的服務機構的第三者的服務.前言感謝貴司選擇了本公司的產品,本公司不僅給貴公司提供質量優良的產品,而且將提供可靠的售後服務。
為確保使用人員之人身安全及機器的完好性,在使用本機器前請詳細閱讀此使用說明書,確實留意其使用上的注意事項。
本使用說明書詳細介紹了此機器的構造,操作規範,保養,墾故障的情形及排除方法等內容。
如仍有不解之處,請與本公司業務代表聯系,我們將竭誠為您服務。
特別聲明:本使用說明書不能作為向本公司提出任何要求的依據本使用說明書最終解釋權屬於本公司。
目錄前言 (2)一、產品外形 (3)二、電腦屏幕操作介紹 (5)(1)首頁畫面 (5)(2)操作畫面 (5)(3)功能设置畫面 (7)(4)手动调试畫面 (8)112三、出現故障的解決方法 (9)四、注意事項 (10)五、用戶須知 (11)六、保證卡 (12)五、用戶須知一、由購機之日起保修一年,消耗品不在保修之內,消耗品包括:(電器、碰傷零件等)二、下列情況不在保修範圍內1.因錯誤操作,疏忽使用,自然災害引起的機器損壞。
2.因操作不正常導致機失靈。
3.曾被非本公司技術人員拆開或修理的機器。
4.使用非本公司消耗品或配件而引起的損壞。
5使用非本公司規定電壓之範圍而引起的損壞。
端子机作业指导书-004
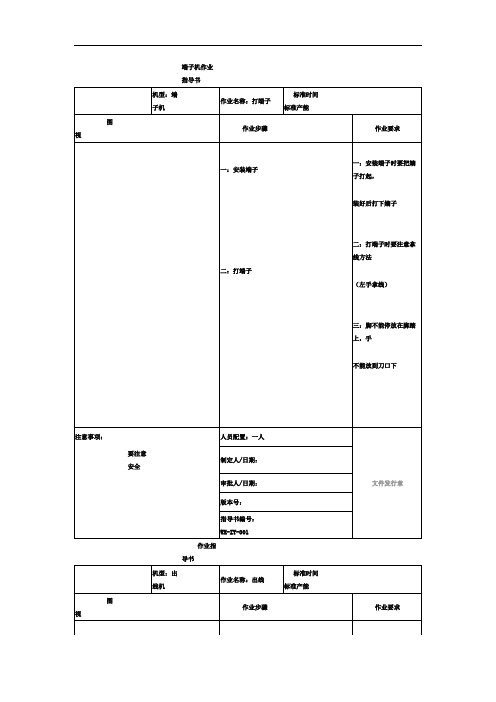
1/1一、操作步骤
二、1.机器运转中手不可以放入模具下方;
3.4.制定日期2012-10-24文件编号WI-SOP-004端子机作业指导书
作业名称打端子文件版次
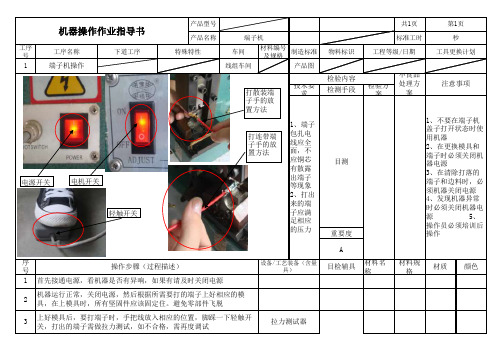
A2打开电源开关,电源灯亮起。
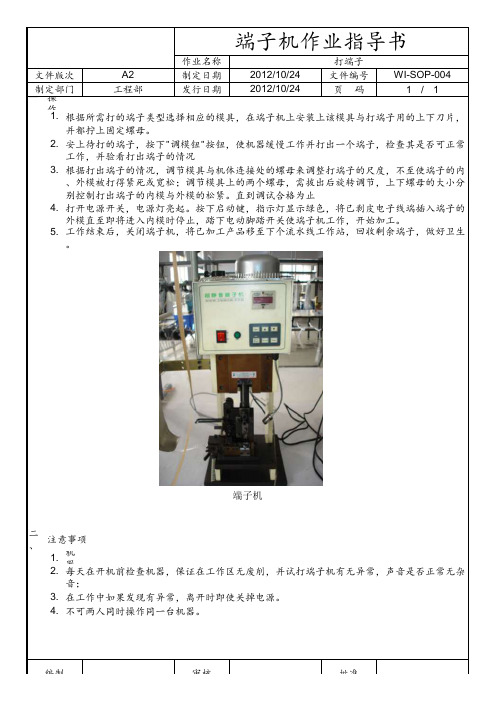
按下启动键,指示灯显示绿色,将已剥皮电子线端插入端子的外模直至即将进入内模时停止,踏下电动脚踏开关使端子机工作,开始加工。
工作结束后,关闭端子机,将已加工产品移至下个流水线工作站,回收剩余端子,做好卫生。
制定部门工程部
发行日期2012-10-24页 码
根据打出端子的情况,调节模具与机体连接处的螺母来调整打端子的尺度,不至使端子的内、外模被打得紧死或宽松;调节模具上的两个螺母,需拔出后旋转调节,上下螺母的大小分别控制打出端子的内模与外模的松紧。
直到调试合格为止
根据所需打的端子类型选择相应的模具,在端子机上安装上该模具与打端子用的上下刀片,并都拧上固定螺母。
1.安上待打的端子,按下"调模钮"按钮,使机器缓慢工作并打出一个端子,检查其是否可正常工作,并验看打出端子的情况
2.3.4.5.编制审核批准不可两人同时操作同一台机器。
每天在开机前检查机器,保证在工作区无废削,并试打端子机有无异常,声音是否正常无杂
音;
2.端子机
注意事项
在工作中如果发现有异常,离开时即使关掉电源。
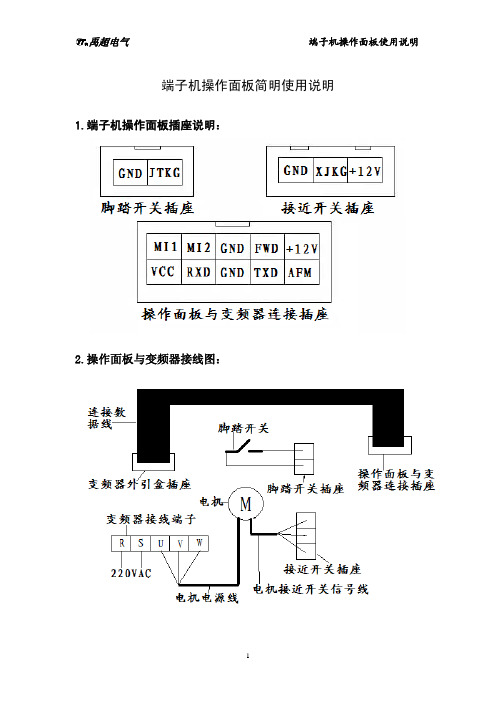
端子机操作面板使用说明
注意事项
1、本变频器除外空端子外,线路板、外操作器及其连线均带强电,安装操作或 维修前必须切断电源; 2、主机必须安装在封闭,手触不到的机箱内; 3、本变频器最好安装在金属板上,以利于散热; 4、此变频器仅应用于工业三相感应式电动机,否则有损坏财物的可能; 5、电源输入端应接有同容量以上的接触器或空气开关,以便紧急时立即切断电 源,否则有损坏财物或引起火灾的可能; 6、电源输入 R、S 端与变频器输出端 U、V、W 端千万不能接错,否则将损坏变频 器或引起火灾;
5
禹超电气
端子机操作面板使用说明
7、变频器输出端(U、V、W)不允许接继电器、补偿电容器,否则将损坏变频器; 8、必须有电工资质的人员进行接线或检修操作。维修检查前,先要切断电源, 并且要待机内 LED 指示灯完全熄灭后方可进行,否则有触电的可能; 9、当使用 60Hz 以上输出频率时,请事先对电机及负载的安全性充分确认。
4.故障信息:
Error1:当前控制计数方式为操作板控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
Error2:当前控制计数方式为变频器控制,且接近开关信号有故障;(按任意 键清除,检查接线连接)
-Econ-:操作板与变频器通讯故障,该故障只在变频器控制计数即“C=01” 时才会出现(检查操作板与变频器的连线,若连线正常,故障依旧 则确认变频器程序版本(D178 为 1503 以后的可以通讯,之前的不 可以));
D027 为对应的计数值。 用外引盒设置为变频器控制的方法如下: 先将 D026 设为 1,再将 D176 设为 3,D001 设为 1,然后再设置其他参数。
4
禹超电气
端子机操作面板使用说明
端子机变频器简介
概述
此型变频器为本公司开发的专用型变频器,它保持了原系列产品的优点,简 化了外端子功能, 使之具有价廉物美、结构紧凑、操作简便、实用性强、可靠 性高的特点,使用时需配合专用操作面板。
端子机操作指引

5.整理好一把去完皮的线材放在放线钩上,打开机台电源开关。
6.右手拿出一根线材,用左手将芯线分开成扇型。
7.将分好的芯线放入端子铆口,前端抵到定位档板。
8.轻踩脚踏开关完成端子铆压,确认铆压外观OK,给IPQC确认 OK后开始进行铆压作业。
9.每打200PCS线材羰子后,需检测端子的拉力,线材端子的拉拔力>40N。
二、操作注意事项:
1.该工站员工必需经过培训合格后方可上岗。
2.当出现卡料时要先关电源再用挑针将异物清出,严禁用手指代替挑针违规操作。
3.机台出现故障时先关电源再通知线长或生技调机处理。
4.操作员在起身或离开时务必先关闭机台电源。
5.安全防护板必需有效防呆,作业员不得随意调整和破坏。
6.出现异常卡料时立即停止操作严禁连打造成刀片损坏。
7.机台保养时必需确认电源为关闭状态。
三、端子机日常保养:
1.上班前的保养:用抹布擦干净桌台、设备上的灰尘及污渍。
2.给活动部位加机油;插上电源线确认机台及脚踏板是否正常。
3.下班后关掉电源,将卸料斗里的废料渣清理到指定的区域,用气枪将机台和台面吹 干净,并用抹布对机台和台面污脏进行清洁。
四、物料清单:
拉力归 零按钮
绝缘压接 测拉力前松开拉力 端子的拉力>40N 开关,将指针归零
ZD-PE-SOP-0107
1
/
1
确认电源线连接良好
确认脚踏板操作正常
严禁用手指伸入铆压区
导体压接
端子止口
线材端子正确压接方式
深圳市╳╳╳电子科技有限公司
作业指导书
机种名称 所有需打端子的线材
制作部门
工序名称 超静音端子机操作指引
班别
端子机操作说明书
1、卡式模具,调整容易,省时。 2、铆压稳定,速度快,准确必高。 3、电脑端子,迷你AC/DC端子均适用。 4、结构轻巧易于移换工作场合。 5、静车或操作时,声音轻小,操作者不易疲累。
端子机操作说明书
5
6、适用于OTP,JAM等之端子模具。
机型
TC-2002
能力
900KG
冲程
30MM
送距
4、以此类推,则可继续操作
注;如操作中有发生异常情形,应先把电源关掉,依手动操作 方式回转测试
端子机操作说明书
13
端子机操作说明书
14
(四)、操作停止
1、电源开关置于OFF位置,此时电源指示灯熄灭马达及飞轮停 止转动。
2、请将铜屑集中于槽中倒掉,清理干净 3、将端子机擦干净,并于滑动部分之机件上润滑油。 六、刀具调整
端子机操作说明书
26
端子机操作说明书
20
端子机操作说明书
21
七、故障检修 (一)、马达不转之情形
原因: 1、离合器不在定位,卡住马达无法带动飞轮 解决方法: 以手动操作使离合器旋转至定位
2、保险丝烧毁(故障) 3、马达烧毁(故障) 4、皮带太紧
换新 换新 将皮带调至适当位置
端子机操作说明书
22
(二)、飞轮正常旋律踏脚踏开关机台不能动作之情形
原因:
解决方法:
1、脚踏开关不良(故障)
换新
2、拉杆弹簧疲乏
换新或减短弹簧
3、电磁铁吸铁不良
换新
4、电路控制板故障
换新
5、离合器弹簧松脱,疲乏
重装或换新
(三)、踏脚踏开关一次而动作二次之情形
原因:
解决方法
1、压缩弹簧或拉杆弹簧疲乏
端子机作业指导书【精】
一:调好要打卷的数量
一:调数量时一定要按规格要求 Nhomakorabea的数量调好。(数量指标每台大
二:穿线
饼机有标识)
二:打卷时要看好线,不能跳出
三:绑包装带
滑轮
三:绑包装带时,打结一定要打
四:开机打卷
在外面
四:标签一定要与所打的线相符
五:写标签
五:打包装膜时要把标签打上
六:打结取出卷线
七:打包装膜
注意事项:
人员配置:一人
注意事项:
人员配置:一人
要注意安全
制定人/日期:
审批人/日期:
文件发行章
版本号:
指导书编号:WX-ZY-006
作业指导书
机型:
作业名称:插排线
标准时间 标准产能
图 视
作业步骤
作业要求
一:安排为排好线
一:按样品的排位把线拍好。
循序不能乱
二:胶壳分为正面和反面,如何
二:分清楚胶壳的方向
拿胶壳就如何排线。一拿的是反
面
三:插端子
三:要注意端子是否有打坏
四:插端子时不能用死力去按
注意事项:
人员配置:按需求
要注意安全
制定人/日期:
审批人/日期:
文件发行章
版本号:
指导书编号:WX-ZY-007
符
五:放胶,机嘴发热,并开
五:出线时要先调好偏心
六:线的大小要按要求大小出
拖机
七:出线过程要注意添加胶料,
和接铜丝
六:出线
注意事项:
人员配置:一人
要注意安全
制定人/日期:
审批人/日期:
文件发行章
版本号:
指导书编号:WX-ZY-002
连剥带打端子机 使用说明

1、通常端子机冲压导向轨须1—2小时加一次机油润滑,加油孔在端子机顶部,每次加油不要过多,2-3滴为宜;
2、操作人员每天须清洁机器,以便除去机器表面的杂物灰尘以及多余的油污;
3、最后端子机主速轴承须每周加黄油:打开端子机后盖→拆掉从动皮带轮卡簧→拆掉皮带轮→打黄油(均匀涂于高速轴承表面)→复原(注:拆卸皮带轮过程中,应注意轴承滚珠遗失)。
概述
端子机指的是电线加工要用到的一种机器,它可以把五金头打压至电线端,然后再做导通。端子机打出来的端子通常是为了连接更方便,不用去焊接便能够稳定的将两根导线连接在一起,而在拆的时候只需拔掉就可以了。
工作原理
1、(步进原理)马达不停的在转动。内裏有一个断电器带离合的,每动一下就是一个标准的“O”出来,是最常见的。
3、全自动双头压着端子机(采用plc或者单片机控制,伺服电机或者步进电机提供动力,生产过程无需人工参与,生产效率高,目前该类型的国产设备可实现每小时约4500pcs的线材裁剪、薄皮、双端压着端子,可自动检测端子压着品质,精度极高)
4、全自动并线打端子机。(采用plc或者单片机控制,伺服电机或者步进电机提供动力,生产过程无需人工参与,生产效率高,目前该类型的国产设备可实现每小时约7000pcs的线材裁剪、11000pcs的端子压着,期中3500pcs为并线压端子,7500pcs为单线压端子,可自动检测端子压着品质,具有上述三种全自动端子机的功能,是目前国内市场上自动化程度最高的端子机之一)
检验
检测端子是否合格,需要通过端子截面分析仪,过程分为:
切割----磨抛----电解(腐蚀)-----观察
日常保养方法
端子机的保养分为日常保养和二级保养。在这里简单的介绍一下它的日常保养方法。
【最新】端子机操作指导书-word范文模板 (2页)
本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!
== 本文为word格式,下载后可方便编辑和修改! ==
端子机操作指导书
篇一:端子机操作规程
篇二:端子机机操作规程
端子机操作规程编号:KP-JS09010-04
篇三:端子机操作规程
端子机安全操作规程
一、操作者必须经过培训考核合格方能上岗。
二、开机前检查机台是否稳固平放,模具是否安装固定。
踏板插座、
电源插座是否牢固,固定端子卷及端子路线是否处于正常位置,紧固件是否有松动,调试扳手是否拿掉。
三、调整压着高度,并以手动方式按回转方向,测试压着力。
调整模
具和刀座时必须切断电源进行调试。
四、开启电源前,先试脚踏开关,必须确保正常动作。
五、端子打包时手要离开上、下铆刀活动范围,以免造成伤害。
六、刀片影响端子松紧时,可在刀片处加油。
七、端子机工作时,机器前方严禁站人,防止飞刀伤人。
八、设备突发故障必须迅速切断电源,要请专业维修人员维修,不得
私自拆卸。
九、更换刀片等易损坏物件时必须关掉电源。
十、刀片降入刀槽深度不得超过2mm,且刀片与刀槽不得接触。
十一、停机后要关闭电源开关、收好调节工具。
篇四:端子机安全操作规程。
端子机操作指引范文

端子机操作指引范文端子机是一种用于连接、插拔和切换电缆、线束和连接器的设备,广泛应用于电子设备的制造和维护过程中。
本文将介绍端子机的操作指引,包括设备准备、连接电缆、插拔连接器和注意事项等方面。
一、设备准备1.确认端子机的工作区域整洁干净,并将工作区域固定好,以避免机器晃动或移动。
2.检查端子机的电源线是否连接正常,并确保电压稳定。
3.检查端子机的刀具是否安装正确,如需要更换,请按照设备说明书进行操作。
4.打开端子机的电源开关,待设备进入正常工作状态后,开始进行下一步操作。
二、连接电缆1.将要连接的电缆两端剥开外皮,露出导线。
2.使用钳子或剥线钳将每根导线端部的绝缘层剥开约10毫米,确保导线的金属部分暴露出来。
3.将剥开的导线依次插入端子机上对应的插槽中,注意保持导线的顺序和方向一致。
4.使用手轮或按钮控制端子机压紧导线,确保导线牢固地接触端子,并具有良好的连接性能。
5.检查每个连接点的质量,确保插头与导线之间没有松动,以免产生电气接触故障。
三、插拔连接器1.确认待插拔的连接器和端子机插座的匹配性,避免因连接不良而产生电气故障。
2.将连接器的插针与端子机上的插座对准,并轻轻插入,确保插针与插座端子之间正确接触,并且连接稳定。
3.注意插拔连接器的方向和顺序,避免损坏连接器或产生电气短路。
四、注意事项1.操作端子机时必须注意自身安全,避免手指被机器夹到或触电。
2.在操作过程中应保持警惕,防止异物掉入机器内部,以免影响设备正常工作。
3.切勿对设备进行未授权的操作或维修,避免损坏机器或造成安全风险。
4.定期对端子机进行维护保养,例如清洁和润滑等操作,以确保设备的正常工作和寿命。
5.如果在使用端子机的过程中出现故障或异常情况,应立即停止操作,并寻求专业人员的帮助进行排除故障。
总结:端子机是一种重要的设备,广泛应用于电子设备制造和维护的过程中。
操作端子机需要保证设备准备齐全,连接电缆和插拔连接器时要小心谨慎,遵守注意事项,以确保设备正常工作和操作安全。
全自动剥打机操作规程
全自动剥打机操作规程全自动剥打机操作规程一、操作前的准备工作1. 确保全自动剥打机处于正常工作状态,机器底座稳固,周围无任何杂物和障碍物。
2. 检查设备电源是否正常,确认安全绝缘性能良好。
3. 检查剥打机刀片是否固定牢固,无破损或锈蚀。
4. 检查剥打机所需的剥皮刀和配件是否齐全。
5. 确保有足够的操作空间和光线,防止操作时发生意外。
二、操作过程1. 穿戴个人防护装备,包括安全鞋、防护眼镜、耳塞等。
2. 将剥打机放置在操作台上,并固定好。
3. 打开设备的电源开关,确保电源稳定。
4. 调整机器上的剥皮深度和速度控制器,根据需要进行调整。
5. 操作者将需要剥打的物品放置在剥打机上,确保物品平稳并能够自动进入机器。
6. 按下启动按钮,全自动剥打机开始工作。
7. 观察剥打机的运行情况,确保物品能够顺利进入和剥打,并根据需要及时调整剥皮深度和速度。
8. 定期检查剥打机的刀片是否需要更换或磨削,避免出现质量问题。
9. 当操作结束或需要维护时,先断开电源开关,待剥打机停止运行后再进行下一步操作。
三、安全注意事项1. 切勿将手或其他物体靠近剥打机的刀片区域,以免发生意外伤害。
2. 切勿用湿手操作电源开关,以免触电。
3. 切勿随意调整剥打机的内部部件,以免影响正常运行。
4. 切勿在剥打机运行时摆放其他物品或干扰机器的正常运行。
5. 在剥打机需要进行维护、更换刀片、清洁等操作时,务必先关闭电源开关并等待机器停止运行后再进行操作。
6. 定期检查剥打机的电源线是否破损,有无电源漏电等安全隐患,确保操作的安全性。
7. 对于不熟悉操作全自动剥打机的人员,应进行专门培训并遵守操作规程。
8. 在操作全自动剥打机期间,注意周围环境的安全和整洁,防止发生滑倒等意外事故。
四、维护保养1. 定期检查剥打机各部件的紧固度,确保机器正常工作。
2. 定期清理剥打机内外部的积尘和杂物,保持机器的清洁。
3. 定期对剥打机的刀片进行检查和磨削,保证剥打效果。
端子机操作指引
一.目的:明确设备操作步骤与方法,指导操作员安全正确使用本设备。
二.适用范围:适用于本公司装配部端子机设备。
三.操作步骤及注意事项:(一)刀片的安装端子机的刀片一般有4片(上内刀、上外刀、下内刀、下外刀)松开上刀螺丝与下刀螺丝后,将刀片放入下图所示的位置(上下刀的内刀的开口比外刀的开口小,切勿将内刀与外刀放反)。
安装上刀片时需注意观察刀片的开口处,需根据您的端子及电线调节好上内刀与上外刀的落差,一般上外刀的开口需比上内刀的开口高出一些。
然后重新锁紧上下刀螺丝即完成刀片的安装。
装刀片的时候刀片一定要对准,不要压到2边的其他东西,不然很容易打坏刀片。
(二)穿端子刀片调节完毕后,您即可将端子穿入模具内,需将端子先固定在放料架上,依次通过导板,过料板,端子切刀。
下面对如何让端子穿入过料板与切刀进行讲解:然后需调节滑料片的位置,使端子刚好露出和送料小爪所在的孔一样的下一个端子的料带孔。
送料小爪在方孔,滑料片需盖住其他孔,露出下一个端子的方孔即可。
至此,模具的调校工作巳全部完成,您可以将电线放入正确的刀口下,以手动模式压接一个端子看一下效果如何,如果效果不理想,可根据上面的说明再行调节。
如果效果很理想,您可以将机器切换到自动模式脚踏开关连续工作即可,如下图所示。
(三)注意事项:1.操作者必须经过培训考核合格方能上岗。
2.开机前必须检查电路,压线模具是否安装正确,压着力是否合适,紧固件是否有松动,调试扳手是否拿掉。
3.确认无异常方可开机使用。
4.端子机工作时,机器前方严禁站人,防止飞刀伤人。
5.设备突发故障必须迅速切断电源,要请专业维修人员维修,不得私自拆卸。
端子机操作作业指导书
5 打完端子后,关闭电源
标记 处数
更改文件号
签名(日期)
标记
处数
更改文件 号
签名(日 期)
编制(日期)
审核(日 期)
批准(日 期)
会审(日期)
A
目检辅具
材料名 称
材料规 格
材质
颜色
2
机器运行正常,关闭电源,然后根据所需要打的端子上好相应的模 具,在上模具时,所有坚固件应该固定住。避免零部件飞脱
3
上好模具后,要打端子时,手把线放入相应的位置,脚踩一下轻触开 关,打出的端子需做拉力测试,如不合格,需再度调试
拉力测试器
4
端子机工作时,操作员应远离模具活动区域,如在操作中机器出现异 常,及时关闭电源,并且报修。
避免零部件飞脱上好模具后要打端子时手把线放入相应的位置脚踩一下轻触开关打出的端子需做拉力测试如不合格需再度调试端子机工作时操作员应远离模具活动区域如在操作中机器出现异常及时关闭电源并且报修
机器操作作业指导书
工序 号
工序名称
1
端子机操作
下道工序
电源开关
电机开关
轻触开关
产品型号 产品名称 特殊特性
端子机
车间
材料编号 及规格
制造标准
线组车间
产品图
打散装端 子手的放 置方法
技术要 求
物料标识
检验内容 检测手段
打连带端 子手的放 置方法
1、端子 包扎电 线应全 面,不 应铜芯 有散露 出端子 等现象 2、打出 来的端 子应满 足相应 的压力
目测 重要度
共1页 标准工时 工程等级/日期
Байду номын сангаас
第1页 秒
工具更换计划
TR201S说明书

5.1.8 寸动运行 5.1.9 1周期运行 5.1.10 连续运行
………………………………………………………………………………… 5-6 ………………………………………………………………………………… 5-7 ………………………………………………………………………………… 5-7
5.1.11 作业结束
………………………………………………………………………………… 5-7
5.2
5.2.1
5.2.2 5.2.3 5.2.4
5.3
5.3.1 5.3.2 5.3.3 5.3.4 5.3.5 5.3.6 5.3.7 5.3.8
5.4
5.4.1 5.4.2 5.4.3 5.4.4 5.4.5 5.4.6
5.5
启动压着器伺服 马达时不要插入 不作业时请切断 电源 小心烫伤 不要空烧焊焬槽 焊锡槽内不要进 入水等异物 不要分拆机器
不要靠着预送机
漏接电缆及接头松掉,伺服马达有可能产生异常动作
拆除安全装置,或在未起作用状态下运行,有可能发生人身事故
手指靠近动作部有可能发生骨折等伤害.特别是刀具处,压着器的 压头,模具等处都是非常危险的.两人以上一起操作时,务必互 相提醒确认安全后才进行.作业任务更换及清扫作业等需要手放 入设备内的时候,必须按下紧急停止按钮,再关闭电源后进行操 作.使用长线接受装置(选购件)时,受线皮带上不要放置物 品.在机器启动的同时皮带会回转,皮带上的物品会发生飞出伤 人的危险
新明和工业株式会社产业设备事业部全自动打端子机tr201str201ss操作说明书ye02010502前言标记方法ii安全事项iii操作面板说明3131操作面板名称3232画面说明34321运行键与数据键35322汽缸单元选择键35323数字键操作36324键盘操作3733参数键383311周期3833238333调整38334电线38335压着310336单独311337as自动脱胶皮感应器312338s脱胶皮感应器312339生产3123310补正3133311手动压着3163312点检3163313各项设定3173314线交换3183315电线数据画面细节3183316捻线焊锡画面细节3213317压着数据画面细节32234数据模式33435数据细节338操作步骤5151初次操作时52511接通电源前52512接通电源52513选择所配设备53514接通马达53515机器零位调整54516用途确认55517运行条件的确认56518寸动运行565191周期运行575110连续运行575111作业结束57目录52电线切断脱胶皮处理58521安装电线前58522安装电线58523输入数据58524切断剥皮处理5853端子压着处理59531安装模具59532安装端子59533模具的调整59534剥皮长度59535压着位置的粗调510536压着时线夹上下时间的调整511537端子的压着512538压着位置的微调51254各模式的数据输入法焊锡单元514541更换设备514542脱胶皮模式515543半脱胶皮模式515544捻线模式脱胶皮捻线加工516545焊锡模式脱胶皮焊锡加工519546捻线焊锡模式脱胶皮捻线焊锡加工52255各感应器的检出52356其他操作524561切断位置的调整524562粗压着位置的读取524563自动开始功能526564半自动压着527565操作界面和数据界面的切换528566防止测长时r线夹的电线跳出529567数据的保存530前言感谢您购买新明和自动打端子机与捻线浸锡设备
关于全自动端子机操作的说明

关于全自动端子机操作的说明一、全自动端子机(剥线打端机)技术参数1. 功能: 导线栽断、剥皮、压端;2. 速度:最高8000条/小时(最短设定) ;3. 电线规格:AWG#32~#18;4. 剥皮长度:1.0~25mm;5. 检测功能:检测有无电线、电线过紧、压着剥皮异常、气压下降;6. 压着机:2T静音端子机;7. 外型尺寸:1060*600*1380mm8. 电源220V单相3A及2个马力空压机【请装干燥机】。
二、全自动端子机作业顺序1.确认线卡指示;端子/ 模具确认2.找专用模具:①模具保管盒保管确认②找专用模具3.模具取部:①将模具装在压力机上②用杠杆将模具固定在压力机上4.找专用端子:①确认端子保管箱②找专用端子5.端子轮固定在压力机上6.将端子安装到模具7.电源开关ON8.显示器操作:按照线卡输入作业要求-线径,长度,脱皮…9.打端位置/高度调整:①打端位置及高度调整②高度值调整10.样品外观检查:①样品外观检查(长度,线色,线径,端子相异)②检查芯线漏出,I/BR不良,端子扭等11.打端高度/引张力检查:①使用测定器②测定方法:参考附加内容12.记录/试料保管:①打端高度/拉力值输入②试料粘贴/试料保管13.开线打端作业实施:按照线票实施正常开线打端作业14.外观自主检查:①全数自主检查实施②检查芯线漏出,I/BR不良,端子扭等15.包装端子保护杯:①确认保护杯的大小(大/小)②保护杯包装固定16.记录管理:①作业完毕填写数值管理②LOT , 数量等17.作业完毕:作业完成品挂在挂线台18.电源开关OFF三、全自动端子机作业时注意事项1、机器开动时禁止把手放在刀片或压轮上。
2、调整高度时把导线盘(W/D),绝缘线盘(I/D)先稍微用力,然后再加大力度四、全自动端子机打端时重点管理项目确认部份:√确认作业指示书或是作业管理表上的电线线种, 线经, 线色是否同一。
√调整刀片后确认是否有芯线切断,线皮伤痕及脱皮长度√切断面外观参考上记“电线脱皮不良类型”.五、全自动端子机打端高度测定顺序⊙首先确认要测定的电线“线径”和“允许固定力”.⊙打端部位(WH)不要固定.⊙拉力“允许固定力”异常时测定已完了,及时停止测定.⊙绝对不能把微调回转(可把粗调回转).⊙高度测试器一定要在固定的状态下使用.1. 测定前要确认“0”点①扁顶头和尖顶头终端接触之前把粗调慢慢地回转.②扁顶头和尖顶头终端接触后,粗调慢慢地回转粗调声音响3声(嘟,嘟,嘟)发生时“0”点确认后再“0”点调整.2. 测定①测定前打端部为点检压着痕和打端形象确认后测定.=> 形象不良及压着痕过多产品是依赖QC测定.②要测定的端子打端部与扁顶头调整平行.=> 测定端子的时候有点倾斜的情况测定的值偏高.③扁顶头和端子调整平行的状态下把粗调回转尖顶头接触到端子后,粗调的声音发生 3 回时读数.3. 测定后措施测定后把粗调反转移动后, 把端子取出来拉力测定顺序1. 测定前“0”点确认①测定器的“0”点没调整重置按钮按住后针恢复测定器的标度把“0”调整到针的位置. (数字是按重置后确认“0”点)②P-P TESTER 的测定器标度(数据-文字板)里针和数字是否在“0”的位置要确认还有重置按钮是否在“ON”的位置要确认.2. 测定①端子的打端部位避开后(终端部分固定)端子固定台(HOLDER)里固定后, 把电线放在电线固定台里面把杠杆回转再把电线固定台(HOLDER)里固定.②“0”点位置确认和端子固定, 电线固定好之后, 按住开关2秒钟③电线固定台前进时测定器的标度测定比端子电线的允许固定力测定的高瞬间异常时S/W按钮按住后恢复原位置.那瞬间的最高值用测定器采取测定已完了( EX. 电线0.5sq的情况“允许固定力比8.0㎏”高的情况时“OK”)3. 测定后措施①测定的端子和把WIRE 在P-P TESTER里解除后制定的场所里废掉.②测定器的重新设置开关按住后在“0”的位置把针的位置调整.六、全自动端子机注意事项1.清除机器上之皮屑或端子屑,请用不锈钢摄子摄取,勿用空气枪清除,以免皮屑与端子屑吹入机器活动零件内造成零件磨损或机器故障〞2.端子机使用3-6个月后,需检查各部件(耗损件)是否需要更换如刀片,各部件弹簧是否弹性减弱需要更换。
CM-S全自动双头端子机使用说明书2017款(中间商款)
1CM-S系列全自动双头端子机使用说明书12目录一、安全申明...................................................... 3二、机器机构示意图................................................ 4三、机器参数...................................................... 7四、操作方法...................................................... 81、开机准备.................................................... 82、开机调试.................................................... 93、主页基础参数介绍.......................................... 104、子页基础参数介绍.......................................... 111)后打端设置.............................................. 112)前打端设置.............................................. 125、高级参数设置介绍。
........................................ 141)参数设置................................................ 142)冲压设置................................................ 153)中剥设置................................................ 164)手动调试................................................ 165)IO监控................................................. 17五、常见的故障与排除............................................ 17六、机器的保养.................................................. 18七、附件清单....................................... 错误!未定义书签。
H1F1剥皮打端防水塞机使用说明书
使用扳手将螺丝完全松开,将插销整根取出
5. 取出剥线滑台 在拆除插销后,右手紧握马达左右两侧,朝箭头方向抽出,剥线滑台便可取出来
3、 送料多长调整
4、 冲头加机油润滑
5、 压接高度调整
松开正面M4螺丝,调整正前方的止付螺丝,逆时 针松开,送的塞子长度变长,调整完毕后重新扭紧 M4螺丝
在圆圈里头,加入润滑脂
https://
1 真空吸防水塞 2 送端子动作时间 3 第二次吸塞子时间 4 真空吸防水塞间隔 5 提前松夹线夹
6 顶线收回时间 7 直震吹塞子间隔
8 直震吹塞子时间
铆压上升前,夹线夹需在冲头没全上升前打开夹子,避免 切刀座上升时把线打弯,设定值越小越提前打开
顶线气缸后来的动作时间 开启直震模式后,功能有效。调整n次和n+1次之间间隔时 间n次和n+1次之间间隔时间
开启直震模式后,功能有效。吹塞子的时间长度,调整次 参数,必须调整吹气的力度
1、 功能选择
https://
1 加工模式 2 切线功能
3 打端开关 4 启动方式 5
6 7 8 9 提前退针 10 吸两次塞子
可打开关闭防水塞功能,关闭后机器只剥皮打端,注意在切换过后 需要按急停复位机器
6、模式错误报警 脚踏启动需要开启自动模式,没开启而踩下脚踏,触发报警
① 机台没有复位,点击复位按钮,复位机台 8、取料针上没有塞子
打开后机器在剥皮动作后将线头尖尖部分切除掉,预设切除1mm。注 意在切换过后需要按急停复位机器1mm。注意在切换过后需要按急停 复位机器
关闭后机器不打端子 机器启动可以使用按钮方式和脚踏方式 点动后机器将预送一颗端子
手动运行马达功能,需要手动运行马达,需要打开手动运行马达开
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
剥带打端子机操作说明书
生效日期
2013-9-10 编 号 SOP-EN-1654
版本/次
A/1
核准: 审核: 制定:梁恩超2013.09.08 1、目的:
为正确指导员工操作,提高工作效率,加强产品品质,规范现场管理。
2、范围:
生产车间的全体管理干部,技术员及操作员。
3、定义:
3.1 无
4、职责:
4.1课长:对设备的日常维护监督。
4.2组长:对设备的日常点检确认。
4.3 技术员/作业员:对设备的日常操作/维护和点检。
5、操作方法:
3.1开机前先用同等规格线材确认剥皮状态:
3.1.1.打开剥皮段开关,点亮马达和剥皮指示灯(注意不要打开自动开关).此时定位指示灯应为亮的.如果不亮,请按定位键回原点;b.将线材放入切刀座顶住定位挡块踩脚踏板开关去皮,确认剥皮是否会断芯线.脱皮不净.夹伤线皮等不良.排除后进行下一步作业.
3.2确认端子压着状态:
3.2.1.铆压前应先由生技人员对刀模进行调整,品管人员依SOP 和兰图要求确认端子高.
宽度和磅力.
3.2.2.用去尺寸OK 的线材铆压2-3个端子确认压着是否会打包不良,端子变形.规格变异等状况.(正常生产时两小时至少由品管人员确认一次)OK 后正常生产.
6. 注意事项:
6.1.机台故障时应立即知会生技人员.严禁操作员私自维修,每次维修后应由品管确认后再
生产.
6.2.每日下班应按正常的日保养对机台进行清洁处理.严禁私拆机台防护罩等安全相关配
件.
6.3.机台搬运应由两个以上人员陪同护送,严禁私自移位.。