锡膏厚度日常检验记录表
锡膏印刷外观检验标准

批准
允收: 1、锡膏量足。 2、锡膏覆盖焊盘有85%以上。 3、锡膏成形佳。
***集团有限公司 分发部门
二极管、电容类 锡膏印刷
锡膏印刷 外观检验标准
偏移超20%
文件编号
WI-
生效日期 2013/3/5
版本/次
00
页码
3/3
拒收: 1、15%以上锡膏未完全覆盖焊盘。 2、锡膏偏移超过20%焊盘。
插座、IC类焊盘 锡膏印刷
***集团有限公司 分发部门
锡膏印刷
文件编号
WI-
生效日期 2013/3/5
外观检验标准
版本/次
00
页码
1/3
检验方法:在400~1000勒克斯(LUX)约60W的光照度下,距离30cm、角度45度、目视检查10~15秒。
检验工具:目视
参考标准:IPC-A-610E
检验内容如下表:
项 目
图示
作业要求
允收: 1、锡膏量均匀且成形佳; 2、锡膏厚度合符规格要求; 3、有85%以上锡膏覆盖焊盘; 4、印刷偏移量少于15%。
拒收: 1、锡膏85%以上未覆盖焊盘; 2、有严重缺锡。
二极管、电容类 锡膏印刷
标准: 1、锡膏印刷成形佳。 2、锡膏印刷无偏移。 3、锡膏厚度测试符合要求。 4、如此开孔可以使热气排除,以 免造成气流使元 件偏移。
拿板
标准: 1、检查时,应戴干静的手套; 2、取板时,如图示拿板边,不能 触摸到板面。
标准: 1、锡膏无偏移; 2、锡膏量、厚度符合要求; 3、锡膏成型佳,无崩塌断裂; 4、锡膏覆盖焊盘90%以上。
Chip元锡膏仍 有85%覆盖焊盘; 2、锡膏量均匀; 3、锡膏厚度在要求规格内。
IPQC巡检记录表
2
温度设定是否符合WI要求。(大致为235℃±5℃,超出此标 准需找SMT 工程确认)
3
确认炉前人员是否有定期核对锡膏板及物料方向并在《炉前 核样确认表》上确认、签名
1 炉后报表是否有及时如实填写
2 炉后不良是否有做好标示放置在指定不良区域
炉 后
3 外观维修板检验后是否有做好相应标示
Q
4
取8PCS板进行X-RAY检测,检测BGA或屏蔽盖内的物料焊接 是否OK
环 3 人员的静电防护是否落实(各工位静电手环是否有带)
境
4
物料房存放锡膏冰箱、干燥箱温湿度记录报表的确认,室内 温湿度记录报表的确认签名
注意:正常生产过程中IPQC此巡检动作每2小时必须执行一次。
文件保存期:一年
组长:
巡检者:
3 回温时间是否符合WI(SOP)要求
1 使用锡厚测试仪检测锡膏厚度是否在标准范围内
GPX
贴 片 机
回 焊 炉
2
产线作业人员是否落实手动擦拭钢板,确认《手动清洗钢网 记录表》是否有按时进行记录并在上面确认签字。
3
印刷出来的板子取1片进行外观检验,确认是否有漏印或连 锡现象
1 作业员是否有按正确的上料、接料流程作业
2
产线作业员是否按抛料处理流程作业,并确认是否有及时记 录《抛料率异常记录》表,并在表上确认、签名
3
同一制令同一料号物料变更供应商或规格时是否如实做好记 录并通知IPQC确认与送首件
4
贴片出来的板子取1片进行外观检验,确认是否有漏贴或贴 偏现象
1
回焊炉前取1PCS板子跟位号图进行比对以确认是否有漏贴或 多贴物料的情况;物料极性是否正确等。
业
4
根据《生产信息表》检查各工位使用的资料是否为最新有效 版本
锡膏厚度测量&过程能力评价表

Cpk < 1.00 判定
B (一般)
备注:如CPK值判定为“C 差”, 需工程提出改善对策。 工程对策:
审核: 审核:
提出: 制表:罗娟娟
数据分析 刮刀从右往左刮 规格公差(T)= U6
0.141
刮刀从左往右刮 U2 R16
0.144
D1
0.142
C16
0.142
Q5
0.150
U1
0.141
D3
0.138
P1
0.136
R27
0.143
0.035 0.138 0.140 0.004 0.163 1.323
白班
0.151
夜班
白班
0.141 0.138 0.148 0.140 0.136 0.129 0.139 0.138 0.142 0.140
CPK 特性 等级
25 LSL 20
Frequency
USL
Cpk范围 Cpk≥1.67
1.67 > Cpk ≥ 1.33
过程 特性 优 良好 一般 差
A+ A B
15 10
1.33 > Cpk ≥ 1.0
5 C 0
0.121 0.125 0.130 0.135 0.141 0.146 0.151 0.157 0.162 0.167 0.173
锡膏厚度测量&过程能力评价表
产品型号: 钢网编号: 设备校验日期: 生产日期 钢网制作日期: 线别: 钢网厚度 (单位:MM) 锡膏厚度上限值 锡膏厚度下限值 0.12 0.155 0.120
测量数据(单位:MM) 位置 时间
7:30-9:30 (19:30-21:30) 9:30-11:30 (21:30-23:30) 11:30-13:30 (23:30-1:30) 13:30-15:30 (1:30-3:30) 15:30-17:30 (3:30-5:30) 17:30-19:30 (5:30-7:30)
锡膏类检验报表
核准
√
判退 审核
检验者
日期:
编 号:
供应商 物料编 物号料名
称
订单号码 规格型号 来料日期
来料数量 检验数量 不良数量
抽样水准:包装防护全检,产品外观抽检5瓶/批,称重5瓶/批,有害物质测试1次/季度,如果来料数量不足规定抽样样本数则全检; 加严检验为正
常检验的2倍;无放宽检验一项。合格质量水平则按(0,1)执行。
检验方 式
本表由检验者填写在发现不良时填写纠正预防措施报告交上司审核确认后给不良发生部门或供应商要求对策处理核准审核检验者4有害物质测试根据材料要求如果有rosh要求则每季度测试一次1核对与防护1检验单上的品名型号与样品的品名料号实物相符2三对
海能达通信股份有限公司
IQC检验报表(锡膏类)
格式编号:QM-03-S03-F01
加严检验 放宽检验
正常检验 全检
项目 AC/RE
NG
检验项 目
检验内容
1)检验单上的品名、型号、与样品的品名、料号实物相符 1、核对 2)"三对":比对样品、比对确认书、比对前次来料。 与防护 3)包装箱无破损、变形、受潮
4)使用规定的防保材料包装且防保材料无破损、脏污
允收水准
CR
MA
检验工具
检验 数量
目视
检验记录
MI
缺陷
判定
CR MA MI OK/NG
√
2、产品 外观及 信息
1、比对确认书、比对前次来料,确保来料型号一致。 2、确认产品包装完整,无开盖,破损痕迹 3、确认来料产品有效期及使用日期,确保物料进厂后正常可以正 常存储6个月以上
目视
3、重量 单瓶重量在标识重量±5%内
SMT锡膏使用记录表

SMT锡膏使用记录表
日期
部门
锡膏管理员
锡膏型号 批次 罐号 数量 解冻时间 搅拌时间 发出时间 使用线体 领取人 锡膏回收 二次使用 锡膏报产批次号先后顺序编号,锡膏由各线体丝印员进行添加,并做好锡膏添加记录表,IPQC监督确认; 2.所有锡膏须按《锡膏管理规范》执行;回收锡膏二次使用时注意在《锡膏管理标签》上记录; 3.锡膏管理员至少每小时一次对线上锡膏使用情况进行点检,包括使用锡膏型号与SOP是否对应、有无及时做锡膏添加记录、锡膏瓶剩余锡膏量、 检查钢网上锡膏高度是否符合标准等,如整瓶锡膏使用完后以回收产线空锡膏瓶换新锡膏方式进行管控并做好本记录表;
SMT首末件检验记录表
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
SMT巡检记录表(最新)

惠州市XXX电子有限公司
SMT制程巡检记录表
生产机型:
类 别
班别:
生产日期:
9
表单编号:Y.QA.R0007
时间/时 11 13 15 17 19 责任人 签名 改善 情况
备注:①巡检结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“/”,改善情况用“OK”或“NG”表示; ②QC巡检频率为1次/2H,针对不符合项要求责任人签名并限时改善; ③本表单存档保留期限为一年。
巡检QC:
审核:
巡检项目
锡膏是否按先进先出原则取用,是否在室温下解冻4小时,是否填写使用时间、领用人 及开盖后在24小时内使用。 使用前是否有搅拌3分钟,并按少量多次原则添加使用。
不需用锡膏是否及时收回瓶内退还,放回冰箱并做好相应记录。 锡 接触PCB是否戴有静电手环或手套,且轻拿轻放,不可推放,摔板、叠板。 膏 印 印锡膏之PCB未贴片前不得在线上停留超过60分钟。 刷 印锡工位作业指导书及附件是否完整,且人员依据工艺指导文件规范作业。 印刷机程序参数的设置是否符合作业指导书及其附件的规定。 锡膏印刷质量是否符合《锡膏印刷检查标准》。 上板机、印刷机日、周、月点检保养记录是否按时完成。 贴片工位作业指导书及其附件是否完整。 操作员接料是否及时填写换料记录,书写工整且内容完整。 操作员接料后是否及时找人复检并通知质控QC核对物料。 作业员拿板是否戴有静电手环或静电手套。 贴 操作员是否定时(1次/15分钟)在炉前抽检贴片板质量并及时向工程师反馈不良情况。 片 生产中途更换物料、调机优化须经生产线长、工程师、质控QC三方先后确认后方可正 常生产并在换料记录上做相应记录。 在线站位表、工艺指导附件及贴片程序名是否与所生产机型名称一致。 工作台面是否整洁,物品摆放是否整齐,散料是否用静电袋(盒)存放。 贴片机是否按时作日、周、月点检保养并填写记录。 回流炉是否有标准作业指导书及其所生产机型相应的工艺附件。 回 回流炉炉温及链速设置是否符合作业指导书及其附件的参数设定要求。 流 炉 回流炉是否张挂所生产机型的炉温曲线且有按时更新。 回流炉是否按时作日、周、月点检保养维护并填写保养记录。 AOI检测是否正常,误报是否控制在5个以内。 经AOI检测后的产品是否符合《贴片焊接检查判定标准》,AOI是否能正确的检测出良品 、不良品。 检测出的良品、不良品有无标识且区分放置。 AOI 检测出的不良品有无填写《贴片检查记录表》并及时向产线或上级反馈反应。 贴片检查记录表相关责任人有无定时签名确认。 作业员拿取PCBA是否戴有静电手环或手套,且轻拿轻放,不可推放,摔板、叠板。 维修员维修OK送回产线的PCBA是否再次经过检查,PASS后方可流入下一工序。 AOI是否按时作日、周、月点检保养并填写记录。 烙铁温度控制在相应要求内( 370±10℃),并按要求保养。 维修工位是否物品摆放整齐,台面整洁,标识清楚。 环境温度、湿度是否控制在相应范围内。(温度22-28度,相对湿度40-80%) 其 它 表面无丝印的元器件不允许手工贴片,同一人手工贴片最多不超过两种物料。对照样板 并且做好标记。 送检包装胶箱(盘)内外四边必须干净,无不良标签,且有唯一的状态标识。 产线员工的静电点检是否按时完成,并作记录。 巡检问题点及结果详细描述:
锡膏检查作业指导书
4、开关机严格按照正确步骤操作。开机:先启动电脑主 机再开设备电源;关机:退出所有应用程序后电脑关机,
再关闭设备。
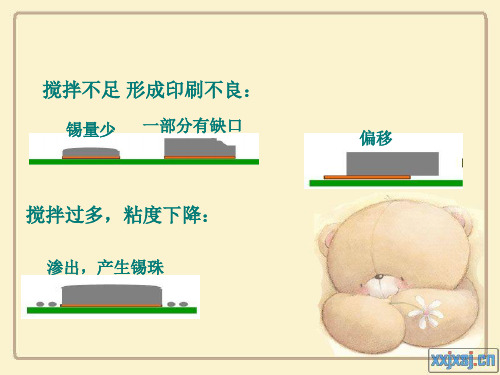
搅拌不足 形成印刷不良:
锡量少 一部分有缺口
偏移
搅拌过多,粘度下降:
渗出,产生锡珠
拉尖焊锡刮落塌陷源自正确的印刷标准注意事项
1、机台保持清洁,不能有杂物放置,该设备属高精密仪 器,不能外力碰撞或挤压。
2、厚度标准:对于目前0.15mm的钢网,锡膏厚度标准为 0.15mm±0.02mm。人艺记录点超出控制限则视为失控。
锡焊检验记录表

4、返工、返修后要重新检验,并记录。
不合格品处理:□返工□报废(生产部负责人)签名:
锡焊检验记录表
编号:JL-8.2.3-05
锡焊技术
要求
编号
锡焊人员
焊接日期
检验人
检验日期
检验结果
处理措施
重检结果
备注
合格
不良象
不允许有错焊、漏焊现象,焊点表面光滑、无毛刺、残渣、气孔等。
备注:
检验方法:
1、目测看是否有错焊、漏焊,焊点表面是否光滑、无毛刺、残渣、气孔等,如有一项不合格即为不合格;
2、批量不合格品的处理由总经理批准,单个或少量由生产技术部批准;
锡膏检验标准

日本錫膏工業標準一日本工業標準JIS錫膏Z3284-19941. 範圍日本工業標準係規範錫膏在電子、電氣或通訊設備的線路連接相關的使用上.註:1. 本規範引用下列下列標準:JIS C 6408印刷線路板所用銅片之通論JIS H 3100銅和銅合金、薄板及銅片JIS Z 3197錫膏助焊劑合成松香的檢驗方法JIS Z 3282軟性錫膏JIS Z 8801篩選測試2. 與本規範有關連之國際標準ISO 9454-1:1990軟性錫膏助焊劑的分類和資格−第一部份:分類,標籤和包裝ISO 9455-1:1990軟性錫膏助焊劑−檢驗方法−第一部份:測定揮發性、熱重損失試驗2. 定義為使本規範易於達成目的,定義名詞如下:(1) 錫膏:錫鉛合金粉末和膏狀助焊劑的混合物。
(2) 助焊劑活性:助焊劑能夠提昇液態融錫在基板表面之沾錫力程度。
(3) 助焊劑效率:助焊劑的功效表現在焊接過程中。
(4) 活性劑:用以提昇助焊劑能力。
(5) 合成松香:助焊劑中天然或合成松香。
(6) 松香:自松樹所提煉之樹脂,加以蒸餾所得之自然硬性樹脂,或稱橡膠松香、木材松香,或酸性指數為130以上之長油松香。
(7) 改良式松香:不同松香種類之混合松香,但無法歸類於松香分類之中。
(8) 松香助焊劑:助焊劑的主要成份為松香,形式為溶劑之溶液或膏狀物。
(9) 助焊劑殘留物:溶錫加熱之後,殘留於基板之上的助焊劑物質。
(10) 塌陷:錫膏印刷後乾燥或加熱中,其外觀上的改變。
(11) 黏滯力:錫膏黏著於基板上的力量。
(12) 錫球:在錫膏熔化之後,基板表面,出現許多小球狀顆粒。
(13) 錫濺:錫膏凝固後,散佈不一的形狀(14) 不沾錫:溶錫無法黏著於基板表面上。
3. 種類錫膏種類的定義是取決於不同錫鉛球粉末等級、錫球的外形、尺寸和助焊劑成份品質等分類:如下列表一表一錫膏種類註1.等級E之錫膏是用在如電子設備儀器中之高品質的焊點需求上。
2.等級A之錫膏是用在一般普通的電路、電氣設備中。
电子行业锡膏检测设备SPI保养检点记录表样板

月底
表
单
保养人
养 确认人 周 检查面板接头有无松脱(马达/传感器)
清洁机台滤网
保 确认紧急停止开关是否正常
确认三色灯盘是否正常
养 工程(周)保养人 月 清洁主电脑风扇,滤网
清洁感应器灰尘
保 确认机台安全门是否正常
检查电脑是否中毒,系统备份
养 确认输送带皮带是否正常
工程(月)保养人
1.保
养单 并
在2.备工
程3.部每
线别 Line: 检查内容
日 确认周围环境条件(电压/温湿度)
确认主机电源接头无松脱
确认机体风扇正常运转
保 用软布清洁压克力面板
清除机体内非相关异物、零件
锡膏检测设备SPI保养检点记录表
பைடு நூலகம்
机器型号: SPI
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
SMTDEK通用记录表

10:00
钢网清洗(OK/NG)
PCB清洗数量
PCB清洗原因
12:00
2:00
4:00
6:00
8:00
钢网粘纸更换 Operator
N/A
N/A
N/A
PQA 4、本班异常情况记录
序号
PCB状况
D PCB光板领用数
E 退库PCB光板数
F 现场PCB光板数
工艺文件是否有
盘点实际数量
序号 PCB状况 G 现场半成品数 H 现场成品数 I 成品入库数
盘点实际数量
J PCB差值
K 本班产量
备注
PCB差异: J=A+B+C+D-E-F-G-I 本班产量:K=I+H-C
3、清洗记录
内容
时间
DEK通用记录表
QM-TY-1511-013
日期 1、印刷机检查记录
检查内容 锡膏是否适用 顶PIN是否清洁
班别: 检查情况(有异常反馈)
线别:
检查内容 刮刀是否平整 夹边是否有锡膏
DEK操作员: 检查情况(有异常反馈)
钢网是否清洁 2、PCBA盘点记录 序号 PCB状况 盘点实际数量
A 期初PCB光板数 B 期初半成品数 C 期初成品数