丝网印刷岗位培训教材(无背景)
丝网印刷培训资料
丝网印刷培训资料丝网印刷的工作原理以及定义丝网印刷工作原理:通过刮条挤压网版,使网版弹性形变后将浆料漏印在硅片上的一种印刷方式。
丝网印刷的定义:在硅片表面印刷正电极、背电极、背电场,并通过高温使硅元素与浆料形成欧姆接触的一种反应。
电池片的定义:通过太阳能转换成电脑的一种半导体器件,在光照条件下产生电流通过电极将电能输出。
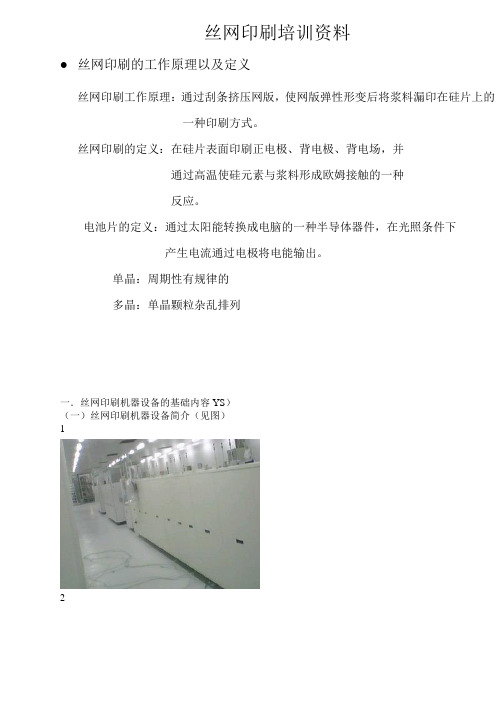
单晶:周期性有规律的多晶:单晶颗粒杂乱排列一.丝网印刷机器设备的基础内容YS)(一)丝网印刷机器设备简介(见图)123456789101112(二)丝网印刷的工序流程(三)丝网印刷所接触的辅助工具以及化学品1)网版型号以及每道印刷运用的浆料及其作用网框的作用:跟网版结合后装在机器上1、使用洁净、干燥的无尘布,注意在不同工序使用的无尘布必须分开放置,不可混用;同一工序,擦拭台面与擦拭网版的无尘布也必须分开放置,不可混用;2、擦拭网版时注意要用力均匀、不可使网版局部受力而导致变形。
3、在网版底部沿副栅线方向来回擦拭。
擦拭好网版后,印刷一片电池片,肉眼观察印刷效果,检查是否有虚印、断线、漏浆、节点等。
网版的作用:提供硅片的固体图形(网版的寿命)一道为背电极印刷作用:易于焊接二道为背电场印刷作用:收集载流子三道为正电极印刷作用:收集电流运用浆料应遵循少量多次的原则2)浆料(银铝)的作用:制作太阳能电池所用的金属电极导体材料,属于镀膜材料,由一种或多种无机微粒在有机高分子中组成胶状或悬浮状。
银浆的用途:用于丝网印刷一、三两道注意事项:1使用前必须密封回温,并需要搅拌均匀后方可使用2严禁在车间和储存区吸烟食用存放食物和饮料。
禁止靠近热源,禁止吸入和食入,眼睛接触时不要揉搓,用清水冲洗15分钟以上就医。
皮肤接触用干布擦拭后在用肥皂和热水清洗接触部位。
3接触该产品时必须在良好的通风区域,应佩戴防护手套口罩和有关防护用品。
铝浆的用途:用于丝网印刷二道各种浆料型号:银铝浆:单晶用:3398,多晶用:3398、3347铝浆:RX8101、RC3369-3B银浆:单晶用:CN33462,多晶用:PV147注意事项:皮肤接触后用酒精擦拭后用清水和肥皂清洗该部位,眼睛部分用清水冲洗15分钟以上就医。
丝网印刷岗位培训教材PPT共47页
16、业余生活要有意义,不要越轨。——华盛顿 17、一个人即使已登上顶峰,也仍要自强不息。——罗素·贝克 18、最大的挑战和突破在于用人,而用人最大的突破在于信任人。——马云பைடு நூலகம்19、自己活着,就是为了使别人过得更美好。——雷锋 20、要掌握书,莫被书掌握;要为生而读,莫为读而生。——布尔沃
END
丝网印刷岗位培训教材
21、没有人陪你走一辈子,所以你要 适应孤 独,没 有人会 帮你一 辈子, 所以你 要奋斗 一生。 22、当眼泪流尽的时候,留下的应该 是坚强 。 23、要改变命运,首先改变自己。
24、勇气很有理由被当作人类德性之 首,因 为这种 德性保 证了所 有其余 的德性 。--温 斯顿. 丘吉尔 。 25、梯子的梯阶从来不是用来搁脚的 ,它只 是让人 们的脚 放上一 段时间 ,以便 让别一 只脚能 够再往 上登。
丝网印刷工艺培训资料

丝网印刷总览
丝网印刷基本组成部件 待印基体及印刷设备
待印基体-硅片(单晶,多晶;125mm,156mm,甚至210mm)
印刷设备(印刷区)
ASYS印刷设备
丝网印刷总览
印刷设备(ASYS 设备)
Asys印刷机
丝网印刷总览
丝网印刷基本组成部件
印刷设备-具体结构剖析
抽真空气孔 负压固定 待印刷硅片
•丝印二道 •Al浆印刷 •背电场印刷,基体电荷采集以及作为反射电子 的反射场,增加电池转换效率
•丝印三道 •Ag浆印刷 •一次完成电池正面主栅以及细栅印刷,用于电 池电荷收集与传导
丝网印刷在光伏行业中的应用
大全太阳能丝网印刷过程(正银两次印刷,四步印刷)
Print 3
•丝印二道 •Al浆印刷
•背电场印刷,基体电荷采集以及作为反射电子 的反射场,增加电池转换效率
什么是丝网印刷?
丝网印刷
在交织的网布上进行一定的开口设计,以形成特定的图形,然后通过印 刷(刮刀在网版上的行走),让浆料穿过网布上的开口区域,从而将图 形呈现在基体上的一种印刷技术
丝网印刷技术的最大优点是:简单,快捷
丝网印刷在光伏行业中的应用
在光伏行业,丝网印刷主要应用于电池的电极成形
• 刮刀在网版上来回行走,带动浆料在网版上来回行走,部分浆料透 过网版,在待印基体上形成所需印刷的图形 • 乳胶开口区除直接完成图形成形外,乳胶厚度也影响着因数图形的 高度 • 网版线宽,目数,线径影响浆料在印刷过程中的穿过性
丝网印刷总览
丝网印刷基本组成部件 网版 (三道正电极网版)
印刷网布 印刷图形
有机物 不同类型碎/废硅片按具体要求分类处理 烘干炉为高温工作环境,对烘干炉进行保养时,确保温度已至室温,以防
丝网岗位培训手册(技术员)

2、铝苞 原因:印刷的浆料有点薄、网版有破损、折痕。
解决方法:减小压力,丝网间距加大,刮刀高度 上升。网版破损,请更换网版。
第一道印刷机: 1、电机越位 典型的报警信息为:26 position negative
limit exceeded 解决方法:请参照的操作方法,对相应
得电机进行复位即可。
2、漏浆
检查方法:查看四个台面同一位置是否有浆料
解决方法:根据在硅片上漏浆的位置,确定 网版漏浆的位置,查看网版漏浆洞的大小,如 果漏洞不大,选择适宜的胶带在网版下面将漏 浆的位置粘住,试做一片,查看是否仍然漏浆, 如果仍然漏浆,重新修补,如果不漏,可以继 续使用。如果漏洞太大,无法用胶带修补的话, 更换网版。
Speed upward〔网版上升速度〕:印刷后丝网 脱离印刷台面的速度。
Down-stop〔刮条高度〕::印刷时刮条以 丝网为零点下降的距离。以印刷时丝网的 网版平面为零点位置,向下为负值,向上 为正值。这个参数的大小决定了印刷时刮 条下压网版使网版变形的强弱。刮条下降 深度越大压迫丝网变形的就越厉害,间接 的减小丝网间距,印刷的浆料就会变薄, 反之印刷的浆料就会变厚。
第三道印刷机:
1、断线
原因:有东西粘在网版上、堵网
解决方法:使用干净的抹布擦拭网版,或者用干净 的抹布蘸松油醇擦拭网版,然后再用干净的抹布擦 拭网版。如果是堵网的话,可以选择“先刮浆料后 印刷〞的印刷方式,将印刷头停在靠近自己的地方, 按下F5键向上抬起网版,先使用带酒精的抹布将堵 网的地方擦干净,再次使用干净的抹布蘸松油醇擦 拭网版,然后再用干净的抹布擦拭网版即可。检查 是否是因为铝粉掉落造成的。
《丝印车间主机手培》课件

培训总结与展望
总结培训内容和成果
01
对本次培训的内容进行总结,强调培训的重点和难点,巩固学
员所学知识。
分析培训的不足之处
02
针对本次培训的不足之处进行分析,提出改进意见和建议,为
今后的培训提供参考。
展望未来发展和提升
03
引导学员对丝印技术的发展趋势进行展望,鼓励学员不断提升
自己的技能水平,适应行业发展的需求。
THANKS
感谢您的观看
废弃物分类与处理
了解丝印车间产生的废弃 物种类,掌握正确的分类 和处置方法。
环保法规与标准
了解国家和地方环保法规 及标准,确保企业符合环 保要求。
节能减排措施
推广节能减排技术,减少 生产过程中的环境污染。
安全与环保管理体系建设
安全与环保管理制度
建立健全的安全与环保管理制度,明 确各级人员的职责和要求。
《丝印车间主机手培 训》PPT课件
• 丝印车间主机手培训简介 • 丝印基础知识 • 丝印设备操作与维护 • 丝印品质控制与管理 • 安全与环保意识培养 • 案例分享与总结
目录
Part
01
丝印车间主机手培训简介
培训目标
掌握丝印车间的操作技能 和安全规范
提高主机手的生产效率和 工作质量
培养团队合作精神和良好 的职业素养
丝印机通过丝网将油墨或涂料传 递到承印物表面,通过刮刀控制 油墨的厚度和覆盖范围,实现图 案的印刷。
丝印机操作规范
01
02
03
开机前检查
在开机前应检查丝印机的 工作环境、丝网、油墨等 是否正常,确保安全。
操作步骤
按照规定的操作步骤进行 印刷,包括放置承印物、 调整丝网位置、选择油墨 、调整刮刀压力等。
丝网印刷岗位培训教材无背景

其对应的参数如下:
1.PRINTING(印刷方式)
选中后设备将运行相应的印刷方式。
Alternate squeegee(不刮浆料交替印刷) Double squeegee(不刮浆料每片印刷两次) Squeegee and flood(先印刷后刮浆料) Flood and squeegee(先刮浆料后印刷)
印刷后网版脱离印刷台面时的速度。 5.Down-stop(印刷时刮刀向下运行的深度)
以印刷时网版下平面为零点位置,向下为负值,向上为正 值。这个参数的大小决定了印刷时刮刀下压网版时网版形 变的大小。刮刀向下深度越深印刷的厚度就会变薄,反之 印刷的厚度就会变厚。
6.Pressure(压力)
印刷时印刷头在网版上所施加的压力。
工具栏中对应51-Camera Piece Alignment
其对应的参数如下:
1.Piece Selection Size
硅片尺寸的选择
2.Wafer Alignment Reference
硅ignment Results 硅片校正后的实际位置
4.Screen Camera Alignment
5. enable/disable table vacuum 6. up/down flood squeegee delay time 7. flip-over after rotation delay time 8. disable load suckers vacuum 9. detach magazine piece blow air time 10. load suckers down delay
10 Load walking beam up/down
上料行走臂上下运
动
11 Load walking beam left/right
丝印培训教材

丝印员培训教材一、上板机操作方法:1、开启电源开关(POWER ON)。
2、根据生产产品PCB的宽度,调整PCB板框和印刷机进板口导口的宽度,将电杆调整到中间位置(对准PCB的中间)。
3、将装载PCB的板框放入轨道口。
4、依制程状况设定送板Pitch(单面制程选取10MM和双面制程选取20MM)。
5、选择“AUTO”模式,机器即进入自动运转状态。
6、遇到问题,请立即通知当班工程人员进行处理。
注意事项:1、作业员须配戴静电手套作业。
2、每天需做好5S和日常保养,实施日常保养后,须填写保养记录表。
3、遇故障时先按紧急开关,并通知值班工程师。
4、生产进行中,不定时检视送板状况。
5、严禁触碰标示警示部位。
6、装板时注意PCB不能装的太前防止卡坏PCB导致报废。
7、调板框时注意最上面放1片板和最下面放1片板调整上、下一直防止掉板。
二、丝印机操作方法:一、使用工具:橡胶搅拌刀、(XX)号金属刮刀、无尘纸、钢板、锡膏(FORMOSA:PF606-P)清洗剂(同方TF-2000-8)、全自动印刷机(钢网纸)、手套、静电环。
二、作业步骤:1、取钢网根据使用钢板机种名:XXXXXXXX 版本X.X 钢板编号请参照附件“SMT钢板一览表”。
提前4小时完成。
2、钢板载入方向依钢板右边缘指示箭头载入。
3、印刷机顶PIN高度:60mm,顶PIN数量及顶PIN位置,参照对应的“SMT顶PIN图”作业。
4、PCB尺寸:长:----MM,宽:----MM.厚度:-----mm。
使用刮刀尺寸:350mm,刮刀编号及使用状况记录于“SMT印刷机刮刀出入点检使用记录表”5、印刷机自动擦拭方式:湿擦----->干擦----->真空吸。
6、印刷参数要求:刮刀压力:4-8KG 刮刀速度:40~80mm/S 印刷间隙:0mm脱膜速度:0.3~0.7mm 擦拭片数:4~8PCS7、印刷前需对真空包装PCB进行检查,发现有漏真空、超保质期(6个月)及湿度感应卡40%以上(含40%)严禁上线生产。
丝网印刷工艺培训(完整版)

安全第一:
❖ 浆料:浆料可能造成的安全隐患及急救措施
❖ 眼部 ❖ 眼部接触浆料会导致发红及疼痛 ❖ 急救:立即用大量清水冲洗,冲洗时间十分钟以上,同时通知医护人员
❖ 皮肤 ❖ 皮肤长期直接接触浆料会导致皮肤水分散失,同时有可能导致皮炎 ❖ 急救:立即用大量清水冲洗,或用肥皂清洗。
刮条安装 调整螺母
规范安装的刮条放置在 平整台面上,刮刀与 台间应无光线透过
丝网印刷总览
丝网印刷基本组成部件 ❖ 浆料 ❖ 太阳能电池浆料类型很多
❖ 按成分分为银浆,铝浆以及银铝浆 ❖ 按用途则可命名为背电极浆料,背电场浆料,正电极浆料等 ❖ 一道背电极— 银浆或银铝浆(PV202,PV505,/506) ❖ 二道背电场— 铝浆(RX82121,Mono12D) ❖ 三道正电极— 银浆 (159,PV16X,SOL9235H(M))
配浆口 自动控制 浆料加入
刮浆板 带动浆料在于网版 对准控制
印刷头 带动刮刀 来回行走
网框支架 用于固定 网版
网版 通过乳胶 曝光,完成 图形设计
丝网印刷总览
丝网印刷基本组成部件 ❖ 烘干设备(Rehm热力设备/ASYS)
对准感光孔
采用曝光技术,对涂布 在网布上的乳胶进行特定区 域曝光开孔处理,网版即具 有决定印刷图形的能力。
乳胶
网版编号 可循环使用铝框
丝网印刷总览
丝网印刷基本组成部件 ❖ 刮刀部分
刮浆板 棱形刮条 刮条卡口
刮刀携带浆料在网版上 来回行走,部分浆料将透过 网布印刷在待印基体上,从 而印刷得到所预期的图形。
安全第一:
❖ 浆料
❖ 浆料吸入 ❖ 浆料吸入可刺激呼吸系统,可能导致头晕或者头痛,从而引发行动迟缓 或其他相应症状 ❖ 急救措施:立即将患者移至通风处。如果患者没有呼吸,马上进行人工 呼吸;如果呼吸困难,提供氧气帮助呼吸;马上通知医护人员
丝印培训资料

•絲移印相關培訓資料•絲印•一. 絲印過程﹕•調網—開油—絲印•(1)調網:位置要准確﹐要與樣板相符。
•(2)開油﹕稀濃度要合適﹐如需加固化劑﹐比例要准確。
•(3)絲印﹕a刮刀要拿穩,拿平﹐通常與網版面成70-80度角。
• b.字體要清晰.丰滿。
不要漏印﹐少印或者出現斷線情況。
• c.絲印的過程中要常自檢﹐減少或者沒有不良品出現。
••二: 存在問題/造成原因/解決方案﹕•(1).掉油﹕•原因﹕a.烘干條件不對﹔b.未加固化劑或量不夠或過多﹔c.工件表面不潔•解決方案﹕a.重新設定烘烤條件;b.按要求加入適量固化劑﹔c.清潔干淨工件表面•(2).起泡﹕•原因﹕a.開油過稀或過濃﹔b.油墨里混入不潔物•解決方案﹕a.調好油墨稀濃度﹔b.加強油墨回收效果﹐選擇干淨的盛油器﹔c.加入適量消泡劑•(3).不良品較多﹕•原因﹕a.操作不當碰花﹐刮花﹐摸花﹔b.自檢能力太差﹐(變形.壓痕.漏工序)來料壞未挑選出﹔•解決方案﹕a.各工位要嚴格按照作業指導書作業﹔b.一定要加強自我的自檢能力•(4).用錯油墨﹕•原因﹕a.種類太多﹐且顏色相近﹔b.無標識或標識不清﹔c .對相應產品絲印油墨不清楚﹐無記錄•解決方案﹕a.五金.塑膠油墨分類擺放﹐并加以標識﹔b.要熟悉相印產品所對應的絲印油墨并做記錄(由其是顏色很相近的油墨)•(5).塵毛太多﹕•原因﹕a.工件其表臟污不潔﹔b.擦網碎布不干淨﹐布毛太多﹔c.絲印車間太臟﹐工作台面不潔•解決方案﹕a.絲印前﹐工件里外一定要清潔干淨﹔b.首選干淨﹐布毛很少的碎布擦網﹔c.加強﹐增加絲印車間的清潔次數并加以維持和愛護。
•(6). 絲印圖案錯﹕•原因﹕a.來料混亂﹐絲印工未留意﹔b.產品極為相似(只多一個孔或少一個孔等)•解決方案﹕a.操作工人要加強自檢能力﹐由其是相似產品要仔細留意﹐加以區分﹔b.相似產品﹐在底座方面要有所區別擬制﹕马晓雷審核﹕批准﹕。
丝网印刷培训PPT课件

第10页/共29页
网板校正步骤(一)
• 概述:
• 当更换或重新安装网版后(应确认网版校正点已用白色涂 改液修正过,并且小圆点足够清晰完整),丝网印刷机不能 自动识别网版位置(通过自动从行走臂上运一张电池片到 印刷台后)时会报警,需要对网版进行手动校正.
第12页/共29页
网板校正步骤(三)
3、 Image display
4、Live cam 9
若打开Image界面, 能直接找到白色 的圆点,可以跳 到第10步。
第13页/共29页
网板校正步骤(四)
5、 Move Camera 9 Axis 6、Screen position Y camera 9 move
第20页/共29页
更换不同尺寸的电池片调整(二)
二, 调整步骤: 1, 机械位置: 1), 从上料开始到分类检测(包括烘箱)所有的行走臂 的间距要调整到相应的尺寸. 先松开固定螺钉,根据行走 臂上的标记和电池片,调整行走臂的间距(比电池片尺寸 大1--3毫米),然后旋紧螺钉. 2), 根据电池片尺寸选用相应的上料台用上料盒和 分类检测用下料盒.
印刷运行printingspeed印刷速度150300mmsfloodspeed刮浆料速度450mms精品当更换或重新安装网版后应确认网版校正点已用白色涂改液修正过并且小圆点足够清晰完整丝网印刷机不能自动识别网版位置通过自动从行走臂上运一张电池片到印刷台后时会报警需要对网版进行手动校正
丝网印刷培训内容
第28页/共29页
感谢您的观看!
第29页/共29页
3、合上电源开关,等待计 算机和Baccini程序自动 运行;
第2页/共29页
工程PIE丝网印刷培训教材

十、印刷现场的问题与改善
6、印刷面版比较细的字体时,应如何改善; 一是油墨黏度过小造成渗透,就将
油墨退回调墨组重调,二是减轻印刷压 力,把印刷速度放慢或将离版高度适当 调高来避免渗透。
7、印刷面版时出现气泡,应如何改善; 应将油墨退回调墨组添加适当比例
的消泡剂搅拌均匀后再进行印刷。
19
十、印刷现场的问题与改善
20
十、印刷现场的问题与改善
10、印刷图案偏大,应如何改善? 第一是网版张力偏小,就重做一块
符合张力的网版印刷;第二是离版过高, 就将离版降低到适合为止;第三是刮刀 压力过大,就把刮刀压力调整刀适合为 止。
11、印刷时字体干版,应如何改善? 应将油墨退回调墨组适当调稀,搅
拌均匀厚进行印刷,确保印刷效果。
23
十、印刷现场的问题与改善
16、印刷ITO玻璃保护胶时出现收缩,应如何改 善? 分析收缩原因,找出收缩的问题是蚀刻线 后段送料滚轮所致,当时改善方法就是拿去过 碱才能确保保护胶不会收缩。
17、银胶、透明油、绝缘出现印刷收缩,应如何 改善? 查明收缩原因,判断是否保护胶烟雾造成 的油污导致收缩,如果是改善方法就将材料进 行过UV光清洗把油污清洗干净再进行印刷。
12
七、丝网印刷的基本常识
9、LAB系统中:L代表亮度;A代表 色度坐标; B代表色度坐标;E代表 总色样,一般机种E控制在〈1范围 内,彩色油墨E控制在〈2范围内, 以目测参考。
七、印刷前应做哪些准备工作:
1、核对工程规格书和标准样品;
2、核对网版的正确性;
3、核对材料的尺寸,规格;
4、核对油墨型号;
5、刮刀一般比印刷面积单片大2~3cm,刮刀比 网框单边小4~5cm;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9.Check Breakage After(检查印刷后有无破损硅片) 选中后通过13#摄像头检查印刷后下料硅片是否破损。
工具栏中P对应22-print parameters
选中后上料台会自动上料。 在机器正常运行时此选项被选中。 2.Enable Printing(印刷有效) 选中后印刷头才会印刷。 3.Enable Wafer Alignment (硅片位置校准有效) 选中后通过1#摄像头自动检测电池片的位置参数。 4.Enable Screen Alignment(网板位置校准有效) 选中后通过 9 #和 10#摄像头自动检测网板的位置参数。
工具栏中对应51-Camera Piece Alignment
其对应的参数如下:
1.Piece Selection Size
硅片尺寸的选择
2.Wafer Alignment Reference
硅片校正时的参考点
3.Cell Camera Alignment Results 硅片校正后的实际位置
4.Screen Camera Alignment
下料印刷台顶杆
21MG Unload Walking Beam
下料行走臂
22MG Unload Walking Beam Up/Down
下料行走臂上下
23MG Walking Beam Front cent gripper
行走臂的中心定位装置(前)
24MG Walking Beam Rear cent gripper
印刷时刮刀在网版上所加压力的大小决定印刷浆料厚薄。
7.Position1—Position4
印刷时印刷头行程的起点和终点位置。
8. Printing speed(印刷速度) 印刷时刮刀在网版上运动的速度。 速度越快印刷的浆料越厚,反之则印刷的浆料越薄。
9.Flood speed(回刮浆料速度) 印刷后回墨刀在网版上回刮浆料的速度。
5. enable/disable table vacuum 6. up/down flood squeegee delay time 7. flip-over after rotation delay time 8. disable load suckers vacuum 9. detach magazine piece blow air time 10. load suckers down delay
一.丝网印刷工作原理
丝网印刷是通过刮条挤压丝网弹性形变后 将浆料漏印在需要印刷的材料上的一种印 刷方式,这也是目前普遍采用的一种电池 工艺。
二.丝网印刷操作流程
1. 检查并打开总电源,将电源开关从绿色“0”打到白色 “1”,并确认总电源已经开启。此时可以看到印刷机的 照明电灯开启。
2. 检查并打开压缩空气,真空并确认压强符合要求。真空 压强要求在-0.060至-0.07MPa,压缩空气在0.6至0.8MPa。
6. 将镀好膜的硅片镀膜一面朝下放到
承载盒内,将充分搅拌好的浆料沿
刮刀方向倒在网板上用白纸进行试
印刷,以保证印刷电极的完整性和
均匀性。
CYCLE RESET
复位键
CYCLE START
运行键
三.丝网印刷常用参数
丝网印刷程序界面
工具栏中C对应21-Cycle
其对应的参数如下: 1.Enable magazine loader(上料有效)
行走臂的中心定位装置 (后)
70MG Oven Front Clamps
烘箱内抓手(前)
71MG Oven Rear Clamps
烘箱内抓手(后)
72MG Oven Clamps Up/Down
烘箱内抓手上下
73MG Oven Rotation 50MG Load Magazine Lifter 51MG Load Pickup Movement
05 Detaching air blow piece
吹气
06 Up/down load suckers
上料吸嘴上下
07 Sucker vacuum
吸嘴真空
08 Load suckers pickup left/right 上料吸嘴上下移动
09 Load walking beam centering device卡口的松紧
压缩 空气
真空
3. 等待电脑自动启动,启动后印刷控制程序将自 动加载。
如果没有自动加载请按照如下步骤操作:
依次单击Start—Program—Baccini— Print.exe,等待程序启动后激活辅助电路,按 下控制面板上的“AUXIZARIES Starting”按钮 将看到印刷台面闪光,同时听到“啪”的一声。
5.Temperature Control Range 温度误差设定
当烘箱从冷备用状态开始加温时,如果此参数设定偏小, 设备会报警,此时需要将此参数加大,等温度上升到设定 温度后再根据工艺的要求修改此参数
工具栏中对应41-Elmo Axis Parameters
此菜单主要用于调整设备各个电机的参数,具体电机如下:
烘箱内托盘的旋转电机 上料承载盒的顶杆 上料吸片后Y轴移动
电机的具体参数描述:
KP Proportional Constant KD Derivative Constant KI Integral Constant SF Smooth Factor SP Axis Speed AC Axis Acceleration DC Axis Deceleration FL Axis Position Positive Limit BL Axis Position Negative Limit Axis Micron/Step Resolution DP Axis Home Position CL Continuos Current Limit
刮刀前后轴
16MG Squeegee Up/Down
刮刀上下轴
17MG Load Walking Beam Up/Down
上料行走臂上下
18MG Load lift print table
上料印刷台顶杆
19MG Rotation table
印刷旋转台
20MG Unload lift print table
10.X、Y、Theta piece offsets(印刷硅片位置) 调整相应的X轴、Y轴以及转角的角度以适应硅片的印刷, 使印刷图形符合我们印刷要求。X轴为左右调整,Y轴为上 下调整,T为角度调整。
11.Delay After Print(印刷延时) 当硅片移动到印刷位置时停留的时间。
工具栏中对应24-Operator Data
丝网基准点的校正并显
示其实际位置
工具栏中对应63-Machine Timers
其对应的参数如下: 1. camera delay time 2. disable flip-over vacuum time 3. conveyors belt running time 4. close load centering device time
PID参数中的比例调节 PID参数中的微分调节 PID 参数中的积分调节 电机的平滑参数 设定电机的运转速度 设定电机的加速度 设定电机的减速度 设定电机行程的正极限 设定电机行程的负极限 电机的位移精度 在编码器零位时电机的位置 驱动器允许的最大持续电流
※修改完参数先按Confirm/Send 按钮确认,然后按Save Axis Data按钮 保存修改的参数。电机参数中除AC/DC(调整范围为10-30%)外,其它参数 的调整只能由设备人员负责。
回磨刀上(UP)下(DOWN)运动手动状态下的控制。
工具栏中对应31-Oven Temperature
此菜单主要显示烘箱的四个温区的温度。
其对应的参数如下:
1.Status 显示目前温区的工作状态
2.Time On 对加热管的功率输出
3.T. Real 温区内的实际温度
4.T. Set
温区内的温度设定
4. 取出相应型号的网版,固定在网版框上,装上 丝网印刷机并按下F4键锁住网版,同时可听到 “啪”的一声响,用手可以感觉到网版将无法 取出。安装好回墨刀和刮刀,加载相应的工艺 文件。
5. 新加载的工艺文件,设备必须复位才能使用。此时将机 器的模式转到自动运行模式后,点击“CYCLE RESET”按 钮进行机器整体复位。在“Alarm Message”中将看到复 位的消息。复位完成后,等到烘箱温度到达工艺设定温 度后即可点击“CYCLE START”开始运行机器。
其对应的参数如下:
01 Load buffers convey or belts
上料传送带
02 Load position stop &go down/up
料盒位置
03 Per-load position stop &go down/up上料盒位置
04 Load/unlock magazine (loader) 上料盒升降
2.Snap-off(丝网间距)
印刷时网板与印刷台面之间的距离。
丝网间距的数值设定是根据Z轴来确定的,以印刷台面为零位,规定向上 为负值,向下为正值。在保证印刷的前提下,丝网间距越小越好,严禁 为正值。太小易粘版或模糊不清,过大易印刷不良和破坏网板,第二道 可适当加大间距。
3.Park(印刷后停止时网版的位置) 4.Speed upward(网版上升速度)
摄像头延迟时间 翻转台真空释放时间 上料传送带运行时间 硅片在行走臂上中心定位 爪子闭合时间 台面真空开启/释放时间 回磨刀上下延迟时间 翻转后延迟时间 上料真空释放时间 风刀吹风时间 上料吸嘴下降气缸延时