工程训练中心铣工实践教学.ppt
普通铣床操作与加工实训课件 (1)[45页]
![普通铣床操作与加工实训课件 (1)[45页]](https://img.taocdn.com/s3/m/777159bfcc1755270622084d.png)
横向和垂直方向的机动进给操作
§1.2 铣床操作
1.2.3 实训项目——铣床操作与日常维护
5.铣床的日常维护保养
§1.2 铣床操作
1.2.3 实训项目——铣床操作与日常维护
5.铣床的日常维护保养
序号
注油周期
注油润滑位置
① 垂向导轨处油孔是弹子油杯,注油时,将油壶嘴压住弹子后注入。
② 纵向工作台两端油孔,各有一个弹子油杯,注油方法同垂向导轨油孔。
③ 横向丝杠处,用油壶直接注射于丝杠表面,并摇动横向工作台,使整个丝杠都注到油。
1
每班注油一次
④ 导轨滑动表面,工作前、后擦净表面后注油。
⑤ 手动油泵在纵向工作台左下方,注油时,开动纵向机动进给,使工作台往复移动的同时,拉(或压)动手动油泵(每班润滑工作台3次,每次拉
8回),使润滑油流至纵向工作台的运动部位
② 高性能高速钢。常用的高性能高速钢牌号有W6Mo5Cr4V3 (M3)、W2Mo9Cr4VCo8(M42)、W6Mo5Cr4V2Al(501)
(2)硬质合金 常用的硬质合金有钨钴类(YG类)、钨钛钴类(YT类)和
通用型硬质合金(YW类)3类。
§ 1.3 铣刀选用及拆装
1.3.2 相关工Байду номын сангаас知识
3.铣刀的安装 (1)直柄铣刀的安装
§1.1 铣工入门
1.1.1 切削运动与切削用量
1.切削运动
(1)主运动 “Vc” (单位m/min) (2)进给运动 “Vf”(单位mm/min)
2.铣削用量
(1)铣削速度“Vc” (2)进给速度“Vf” (3)背吃刀量(铣削深度) “ap” (4)侧吃刀量(铣削宽度)“ae”
§1.1 铣工入门
新数控铣床实训PPT(共 92张)
1.2 数控机床的组成及特点
输入输出设备 计算机控制 装置
伺服系统
机床本体
位置检测反馈装置
数控机床各组成部分的功能与工作原理
输入 输出设备
输入设备的主要功能是将 零件加工程序、机床参数及刀具 补偿等数据输入到计算机数控装 置(如 键盘、光电阅读器、通讯 接口等)
输出设备主要是将零件的加 工过程和机床的运行状态 等打印或显示输出 ,以便于工作人员操作 (如 CRT显示器、LED显示器、 LCD显示器以及各信号指示灯、 报警蜂鸣器等)
§
高柔性化
§ 多功能化 § 复合化 § 智能化
第二章 数控铣床介绍
本章主要内容:
1 数控铣床的组成 2 数控铣床结构的主要特点 3 数控铣床的分类 4 数控铣床的运动系统
2.1 数控铣床的组成
基础部件
防护装置
主传动系统
特殊功能 装置-刀具 破损监控
数控铣床 组成
进给传动 系统
辅助系统 -液压气动 冷却润滑
1.3 数控机床的分类
◆ 切削类 切削类数控机床是指具有切削加工性能的数控机床。 最常用的普通型数控机床有数控车床、数控铣床、数 控钻床、数控镗床、数控磨床和数控齿轮加工机床等 金属切削类机床。
◆ 成型类
成型类数控机床是指具有通过物理方法改变工件形状功能 的数控机床。它是采用挤、冲、压、拉等成型工艺方法对 零件进行加工的。
位置检测反馈装置
位置检测装置在数控机床中有着相当重要的作用, 他通过传感器对机床的转速进给实际位置进行检 测,并将角位移或直线位移转换成点信号,反馈 到计算机数控装置,与给定位置进行比较。进而 对伺服系统发出运动指令,对产生的误差进行补 偿,以确保机床的移动部件能够精确的移动到所 要求的位置。
数控铣床实训PPT课件
第 一、三自动讲编程C的A特X点A制造工程师自动编程
图形交互式自动编程是一种全新的编程方法,与手工编程相比有 以下特点: 1、这种编程方法不象手工编程那样需要计算各节点的坐标数据,而是在计 算机上直接面向零件的几何模型,以鼠标定位、菜单选择、对话框交互输 入等方式进行编程,其结果也以图形方式显示在计算机上。因此,该方法 具有简便、直观,准确、便于检索的优点。 2、编程速度快,效率高、准确性好。编程过程中,图形数据的提取,节点 数据的计算,程序的编制及输出都是由计算机自动完成的,充分发挥了计 算机速度快,准确率高的优点,特别对于复杂零件,更能显示其优点。 3、CAD/CAM软件都是在计算机上运行的,不需在专门的编程机,便于普及 推广。
ij编程11g02g02g03g03后面的后面的xxyy值分别是圆弧终点的坐标值当用值分别是圆弧终点的坐标值当用g90g90编程时编程时为绝对坐标尺寸当用为绝对坐标尺寸当用g91g91编程时为相对起点的增量尺寸编程时为相对起点的增量尺寸22用用rr编程时当圆弧所对的圆心角编程时当圆弧所对的圆心角180180时值为正当180180圆心角圆心角360360时时rr为负33当用当用iijj编程时编程时iijj为圆心相对圆弧起点的坐标值其数值为用圆为圆心相对圆弧起点的坐标值其数值为用圆心的坐标值减去圆弧起点的坐标值心的坐标值减去圆弧起点的坐标值44在同一个程序段中在同一个程序段中rr和和iijj不能混用不能混用55整圆的编程不能用整圆的编程不能用rr只能用只能用iijj3334工件坐标系的设定g54g59xxyyzzooxxzzyyoo机床坐标系机床坐标系工件坐标系工件坐标系n10g54x165y100z60n10g54x165y100z60
O 25 55 X
第30页/共40页
铣工技术铣削的基础知识ppt课件
每类机床划分为10个组,每个组又划分为10个系(系列)。机床的组用 一位阿拉伯数字表示,位于类代号或通用特性代号、结构特性代号之后。 代号分别为0~9的铣床10个组的名称。常用铣床的名称、组、系划分见 表2-3。
铣床型号中的主参数大多数是工作台面宽度,用折算系数表示,位于系 代号之后。
2024年1月24日星期三
目录 上一页 下一
第二章 铣削的基础知识
X6132型铣床具有功率大、转速高、变速范围宽、结构可靠、性 能良好、加工质量稳定、操作灵活轻便、行程大、精度高、刚性好 、通用性强等特点。若配置相应附件,还可以扩大机床的加工范围 。例如,安装万能立铣头,可以使铣刀回转任意角度,完成立式铣 床的工作。X6132型铣床能加工中小型平面、特形沟槽、齿轮、螺旋 槽和小型箱体上的孔等。X6132型铣床还适用于高速、高强度铣削, 并具有良好的安全装置和完善的润滑系统。
14
—
14
(12)
M12
— M12 (M10)
—
—
18 14
22 18
M16 M12
M20 M16
160 200 250 (180) (240) (240)
315 4 (320) 0
0
80 8
0
—— 360 4
5 0
—— 22
—— M20
160 (180)
2024年1月24日星期三
目录 上一页 下一
2024年1月24日星期三
目录 上一页 下一
第二章 铣削的基础知识
2)X5032型铣床的传
X5032型铣床的传动 系统如图2-5所示。它的 主轴系统自电动机至轴Ⅴ 的传动方式和结构与 X6132型铣床相同。从轴 Ⅴ经过一对齿数相同( z=29)的锥齿轮将运动传 至轴Ⅵ,再经过一对齿数 相同(z=55)的圆柱齿轮 带动立铣床主轴Ⅶ转动, 主轴Ⅶ同样可获得30~1 500 r/min的18种旋转速 度。
第5章 铣削实训.ppt
下一页 返回
实训操作
训练内容
开车前.必须先检查车床各部手柄.然后开车低速空转一定时间 .看有无异常情况。
变速先停车:在变速中禁止开车 将较重的工件、夹具或附件放在工作台台面时.要轻放.严禁敲
下一页 返回
相关知识点
铣削用量
铣削用量包括下列要素(图5-2): 切削速度
进给量
每分钟进给量vc (mm/min).即每分钟工件在进给方向上移动 距离;
每齿进给量fz (mm/z).即铣刀每转过一齿时.工件在进给方向 上的移动距离;
每转进给量f (mm/r).即铣刀每转过一周时.工件在进给方向上 的移动距离。
上一页
下一页 返回
相关知识点
回转工作台 回转工作台如图5-8所示.其内部有一套蜗杆传动轴.手轮与蜗
杆轴连接.转台与蜗轮连接。 万能立铣头 万能立铣头如图5-9所示.它的作用是配合卧式铣床进行加工
上一页
下一页 返回
相关知识点
铣刀
铣刀是一种多刃刀具。在铣削时.铣刀转过一圈.每个刀刃只参 加一次铣削.部分时间处于非工作状态.有利于散热.而且铣刀 的切削过程是多刃切削.故效率比较高
上一页
下一页 返回
实训操作
训练内容
用三面刃铣刀铣削直角通槽 铣削直角通槽的主要步骤 铣刀的选择 工件的装夹与找正 对刀 铣削 用三面刃铣刀铣削半通槽
上一页
下一页 返回
实训操作
技能训练四典型零件铣削 训练目的
熟悉铣床安全操作步骤; 能在铣床上正确安装铣刀和工件; 能铣削工件的平面、直角通槽等
铣工实习讲义

铣工工程训练是一门实践性很强的技术课程,通过实践能提高同学们的动手能力和创新能力为同学们走向社会打下夯实的基础。
铣削加工实习分机类与非机类。
机类专业实习为一天半(每小组)非机类专业为半天9(每小组)在这么短的时间里,为使同学们尽可能多了解铣削原理、装夹方法、工艺过程、新技术等,我们分两部分进行。
1.工程训练基础课(机类180分钟,非机类60分钟)。
2.实践操作(机类570分,非机类180分)重点放在工程训练上,让同学们多动手。
机类学生可加工一些较为复杂的工件,通过实践操作学会编写工艺,从而培养他们的创新能力,扩大他们的知识面进而达到理论与实践相结合这一目的。
一.工程训练技术基础课1.铣削:所谓铣削是利用刀子的高速旋转,工件作直线运动。
对工件进行切入的过程。
铣刀的高速旋转为主运动,工作台的直线运动为进给运动。
2.铣削四要素:四要素是保证工件加工所必须具备的重要条件。
它们是切削速度(转/分)、进给量(转/分)、铣削深度(毫米)、铣削宽度(毫米)。
3.铣削方式:在铣削过程中,有两种不同的铣削。
a.逆铣:铣刀的旋转方向与工件进给方向相反。
b.顺铣:铣刀的旋转方向与工件进给方向相同。
一般无论在立式还是卧式机床上加工工件都采用逆铣。
因为逆铣工作台丝杠与螺母是紧贴啮合,而顺铣由于丝杠与螺母存在间隙,在铣削力的作用下,工作台会产生窜动,这样不仅破坏了切削过程的平稳性,影响工作的加工质量,而且,严重时会损坏刀具。
4.铣削加工范围:平面、台阶、沟槽、成型面、圆弧面、螺旋槽和等分工件等。
5.常用机床:常用机床有立式铣床和卧式铣床。
6.立式铣床和卧式铣床的区别:主轴与工作台的相对位置不同。
立式铣床主轴垂直于工作台面,卧式铣床主轴平行于工作台面。
在现场我们用的机床是X6132型铣床。
这种机床结构较完善,用途也广泛。
其传动原理和结构的基本形式与其他形式的铣床有许多共同之处。
了解该铣床的传动结构和工作原理也为其他行式的铣床奠定基础。
加工中心数控铣床操作实训基础课件
1.2FANUC系统操作面板介绍
(3)高可靠性的POWERMATE0系列 用于2轴小型车床,取代步进电机的伺服系统;可配画
面清晰、操作方便、中文显示的CRT/MDI,也可配性 能/价格比高的DPL/MDI。
1.2FANUC系统操作面板介绍
(4)高性能/价格比的0i系列 具有整体软件功能包,能实现高速、高精度加工,并
1.2FANUC系统操作面板介绍
【扩展知识】 FANUC数控系统的发展。
1.2FANUC系统操作面板介绍
【讨论与总结】 ①收集资料,了解还有哪些数控系统,它们各自的特
点是什么? ②如何才能更快地输入数控程序?如何减少差错率?
1.3刀具与工件的测量
【教学指导】 ①使学生正确掌握游标卡尺的使用。 ②使学生熟练掌握机外对刀仪的使用。 ③使学生了解加工中心(数控铣床)常用刀具。
式、立式和万能加工中心。 (1)卧式加工中心:是指主轴轴线与工作台平行的加
工中心,主要适用于加工箱体类零件。
1.1 入厂教育
(2)立式加工中心:是指主轴轴线与工作台垂直的加 工中心,主要适用于加工板类、盘类、模具及小型壳 体类复杂零件。
(3)万能加工中心(又称多轴联动型加工中心):是 指通过主轴轴线与工作台回转轴线的角度可控制联动 变化,完成复杂空间曲面加工的加工中心。适用于具 有复杂空间曲面的叶轮转子、模具、刃具等工件的加 工。
1.3刀具与工件的测量
(2)游标卡尺的结构形状 ①两用游标卡尺
1.3刀具与工件的测量
②双面游标卡尺
1.3刀具与工件的测量
(3)游标卡尺的刻线理及读数方法 ①游标卡尺刻线原理
图1-3-2所示为0.02mm游标卡尺的刻线原理。主尺每小 格是1mm,当两量爪合并时,主尺上49mm刚好等于 游标上50格,游标每格长为49/50mm即0.98mm,主尺 与游标每格相差为1mm-0.98mm=0.02mm。因此,它 的测量精度为0.02mm。
数控铣综合实训PPT精品文档25页
7
三、编程加工步骤及工艺参数选择
广
东 2、曲面粗加工——挖槽 Φ12平底刀
机 电 职 业 技 术 学 院
8
广 东 机 电 职 业 技 术 学 院
9
广 东 机 电 职 业 技 术 学 院
10
三、编程加工步骤及工艺参数选择
广 东
3、曲面精加工——平行铣 Φ6球刀
广
东
机
1、平面铣削 Φ12平底刀
电 职
2、曲面粗加工——挖槽 Φ12平底刀
业 技
3、曲面精加工——平行铣 Φ6球刀
术
4、曲面精加工——等高外形精加工 Φ6球刀
学
院
5、曲面精加工——等高外形精加工 Φ2球刀
6、曲面精加工——交线清角 Φ2球刀
4
二、编程加工刀路总体规划
广
数控铣床加工分序方法:
东
刀具集中分序法
广 东
5、曲面精加工——等高外形精加工 Φ2球刀
机
电
职
业
技
术
学
院
17
广 东 机 电 职 业 技 术 学 院
18
广 东 机 电 职 业 技 术 学 院
19
三、编程加工步骤及工艺参数选择
广
东 6、曲面精加工——交线清角 Φ2球刀
机 电 职 业 技 术 学 院
20
广 东 机 电 职 业 技 术 学 院
广 东 机 电 职 业 技 术 学 院
1
课程内容
广
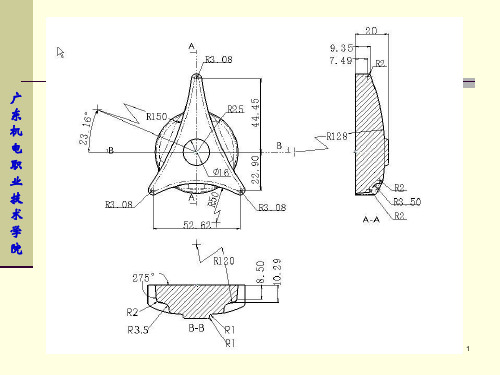
东 一、图形分析及2D、3D造型
机
电 二、编程加工刀路总体规划
职 业
三、编程加工步骤及工艺参数选择
技 术
数控铣床实习教学课件

Ⅲ在某平面走轮廓程序时,例如XY平面走轮廓程序,刀补建立好后, 不可以连续两行只出现Z值移动;
Ⅳ刀补的建立和取消不可以没有坐标值移动; Ⅴ刀补只是判别刀向哪侧偏,并不能确定刀偏多少,具体偏多少由刀具
数控铣床实习教学
Z轴设定器(光电式)
Z轴设定器(指针式)
数控铣床实习教学
对刀步骤
⑴.X、Y坐标值的测量 ①MDI模式(手动数据输入),输入
M3 S500;(执行后找正器旋转) ②手动模式下,按"POS"功能键切换到 机床坐标显示状态 ③找X坐标(见图一) ④找Y坐标(见图二)
数控铣床实习教学
数控铣床实习教学
数控铣床实习教学
1审核并看懂图纸
数控铣床实习教学
2安排工艺
加工同一表面
对整个零件
① 粗铣圆台 ② 粗铣六边形凸台 ③ 粗铣槽 ④ 精铣圆台 ⑤ 精铣六边形凸台 ⑥ 精铣槽
粗加工-半精加工-精加工
数控铣床实习教学
3 确定夹具和刀具
平口虎钳
Φ12键槽铣刀
数控铣床实习教学
4 编程
O0001; S1000 M03; G00 Z100; X0 Y0; Z10; X-65 Y0; G01 Z-8 F100; G41 X-48 Y0 D01; G02 I48 J0; G40 X-65 Y0; G00 Z10; G41 X-39 Y0 D02; G01 Z-6; X-39 Y22.5; X0 Y45; X39 Y22.5; X39 Y-22.5;
常用铣刀:①立铣刀 ②环型铣刀 ③球头铣刀
数控铣床实习教学
机夹式立铣刀
整体式立铣刀