电渣重熔辊坯用钢点状偏析形成过程及其过程控制
一种电渣重熔生产工艺[发明专利]
![一种电渣重熔生产工艺[发明专利]](https://img.taocdn.com/s3/m/8dbb86c5e2bd960591c67745.png)
专利名称:一种电渣重熔生产工艺
专利类型:发明专利
发明人:薛正国,高英丽,黄开元,王文洋,翟文进申请号:CN201810968696.5
申请日:20180823
公开号:CN109082536A
公开日:
20181225
专利内容由知识产权出版社提供
摘要:本发明涉及一种在常规电渣锭生产中,为改善最后凝固端即冒口端质量并基于对电渣重熔过程中补缩过程进行的电渣重熔控制工艺,电渣重熔补缩期历来工艺控制方式为从开始补缩至冶炼结束整个过程是逐步降低电压、电流,缩小熔池深度,由于整个重熔阶段水冷强度稳定不变,生产的电渣锭冒口端存在轻重不一的明缩孔、暗缩孔或者严重疏松,阻碍了电渣锭锻造质量和材料利用率提升,本发明在水冷强度不变情况下,补缩期开始时降低电压、电流,根据不同锭型的补缩时间在补缩结束前某一时间段内以增大电压、电流方式,提高重熔渣渣温,延缓最上部钢液凝固时间,使电渣锭冒口端有足够钢液填充,以充分补充电渣锭本体凝固时形成空隙,达到改善冒端质量的目的。
申请人:河南中原特钢装备制造有限公司
地址:459000 河南省焦作市济源市虎岭产业集聚区五三一工业园区
国籍:CN
代理机构:郑州科维专利代理有限公司
代理人:亢志民
更多信息请下载全文后查看。
电渣钢MC5D-S辊坯的质量控制
a c t u l a p r o d u c t i o n S O a s t o p u t f o r wa r d t h e p r e v e n t i o n a n d c o n t r o l me a s u r e s o f d e f e c t s .S o me s u g g e s — t i o n s f o r q u li a t y c o n t r o l l i n g i n t h e p r o d u c t i o n w e r e p r o v i d e d, a n d t h e me t h o d s or f e n s u r i n g t h e q u li a t y o f t h e s e p r o d u c t s w e r e a l s o d i s c u s s e d . Ke y Wo r d s : El e c t r o s l a g r e me h i n g ;C r 5;C o n t r o l
( D o n g b e i s p e c i a l s t e e l g r o u p , B e i m a n s p e c i a l s t e e l C o . L t d . ,S e c o n d s t e e l ma k i n g p l a n t , H e i l o n g j i a n g , Q i g i h a e r 1 6 1 0 4 1 C h i n a )
电渣重熔大型板坯的质量控制

sg e ai n e rg t .Th i r b e o r c u l fl g l n o y E R sr p e ,d u l s i rb e d a d d n o e man p o lm f u f e q a t o r e s b i g tb S i i ls o b e k n o le n e t s a i y a a p
第1 0卷 增 刊
21 0 1年 3月
材
料
与 冶
金
学
报
Vo.1 I 0 S1 M a c 011 rh 2
J u n l fMae il a d Me al r y o r a tras n tl g o u
电渣 重 熔 大 型 板 坯 的质 量控 制
耿 鑫 ,姜周华
所示 .
0
表 面
14 ,
巾 心
表 面
14 /
厚 板 中 的位 置
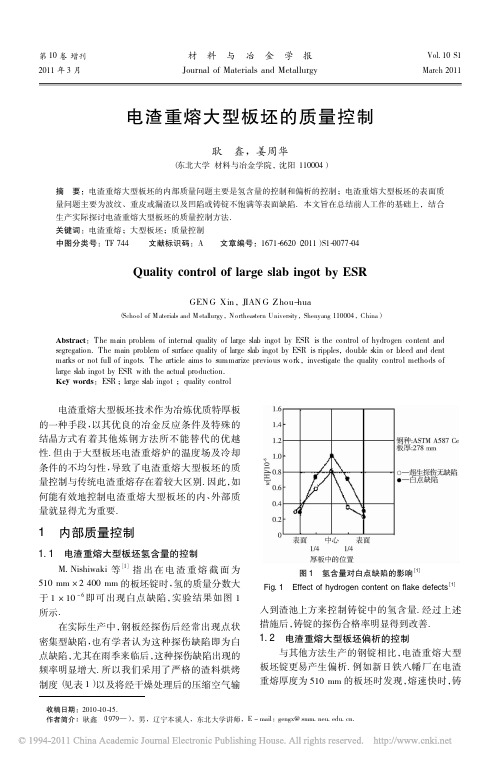
图 1 氢含 量对 白点 缺 陷 的 影 响
Fi .1 Efe fhy o n c nt n ake dee t [ g f cto dr ge o e ton f l fcs。
入 到渣 池上方 来 控 制 铸锭 中 的氢 含 量 . 过 上 述 经 措施 后 , 铸锭 的探 伤合格 率 明显 得 到改善 .
( 北 大 学 材料 与 冶 金学 院 , 阳 100 ) 东 沈 10 4
摘
要 :电渣重熔大型板坯的 内部质量 问题主要是氢含量 的控制 和偏析 的控制 ;电渣重熔 大型板坯 的表面质
量问题主要为波纹 、重皮或漏渣 以及 凹陷或铸锭 不饱满等 表面缺陷.本 文 旨在总结前 人工作的基础上 ,结合
大规格MC3A平整辊坯的研制开发
时 要在 后续 锻造 中有 足 够 的变 形 量 , 后 一 火 成 最 形 两端 辊颈 时 的加热 不能 太高 . () 2 锻造 上 控制 压 实 , 们认 为锻 多 大 锻件 , 我
用 多大 的砧 宽 比较合 适 . 锻制 大规 格平 整辊 , 最好
( 有时 给 人 疏 松 的感 觉 , 为 疏 松 也 有 严 重 的 草 因 状 波 ) 大 直径平 整 辊பைடு நூலகம்可强 制 过 冷 , 冷 是 使 残 奥 . 过 分 解 最关键 的措 施 , 冷保 温 时 间长 一 点 有 利 残 过
表 4 电极坯 、 精炼钢锻件 、 电渣钢锻件的氮含量 ( 质量分数/ 0 ) 1 比较
Ta l N o t n o a io fe e to ln be4 c n e tc mp rs n o lc r de b a k,r f i g f r i g a d ES f r i g e n n o g n n R o g n i
会 突然 快速 粗化 , 意勿 长时 间在 高温 区逗 留 , 注 同
时重 结 晶 的奥 氏体 化 温度 可 适 当高 些 , 很 多 大 但 直径 锻件 冷却 慢 , 以锻 后 普 通热 处 理 方 式 对 大 所 直径支撑 辊 内部转 变很成 问题 , 内部 晶 粒 较 粗
( 中心 取样 的 晶粒往 往在 4级 左 右 ) 草 状 波 严 重 ,
辊 身成 形后 留一 定 余 量 , 接 近 终 锻 温 度 区 内锻 在 压, 利用 外冷 内热 的材 料温 度差 压 实皮 下 区域 . 锻 造 时表 面 易 裂 , 意及 时热 态 清 理 , 要拖 , 注 不 尤其 是纵 向裂 纹 , 若不及 时清理 , 随着 锻造 变形 而扩 会
MC3冷轧辊坯的研究与开发

O 前 言 ቤተ መጻሕፍቲ ባይዱ
冷 轧 辊是 冷 轧 板带 轧 机 上 的重 要 部 件 , 随着 冷
③高倍 组 织检 验 : 状碳 化 物 ≤2级 ; 带 网状 碳 化
物 ≤2级 ; 析 碳 化 物 ≤ 1级 ; 金 属 夹 杂物 ≤1 5 液 非 .
级。
轧机 向连续 、 薄板 、 精度 、 品种 的发展 , 高 多 对冷 轧辊 材料选 择 、 冶炼 、 锻造 及热处 理 提 出更 高 的要求 。冷 轧 辊 的发展 方 向将 是在 进一 步提 高强度 硬 度和 淬硬 层 深度 的 同时 , 保证 一定 的韧 性 。合金 元素 c 对 冷 r 轧 工作辊 钢 的淬透 性 、 耐磨 性 及 碳 化 物类 型等 方 面
层 与非淬 硬 层 剥 离 现 象 ,从 而 杜 绝 了轧 辊 大 块 剥
1 技 术 要 求
莱 钢 MC 3冷 轧 辊坯 的化 学 成 分 及 其 含 量 见 表
1。
落 ;S元 素 除 可 提 高 钢 的淬 透 性 外 ,还 具 有 抑 制 i 碳化 物从 基体 中析 出从 而起 到强化 基 体 、提 高钢 的
3 2 1 辊坯 的试制 及规格 尺 寸 ..
起 着举 足轻 重的作 用 , 内外 的轧 辊 制造 厂 家 多 以 国
④ 珠光 体组 织符 合 1— 4级要求 。
⑤辊坯锻件球化退火后硬度 H  ̄25 B 5。 <
2 成分设计
要 满足 轧 辊 的 抗 疲 劳 性 、抗 事 故 性 能 及 耐 磨 性 ,辊 坯 必 需 具 有 纯 净 钢 质 ,S 、P含 量 必 需 低 。
热处理 后 强度 、硬度 ,但 高 的碳含 量对 轧辊 的韧性 不 利 ,因此 在满 足轧 辊硬 度 、强度 的前 提下 ,尽 可 能降低 C含量 。
浅析R-26电渣重熔中“Ti”元素的烧损控制
Ab t a t T r u ht e a a y i n t eES p o e so 2 l y t el w f u n n s f i n t ese l a sr c : h o g n l ss h R r c s f h o R- 6 al , h so r i g l so t e s o a b o T i h w
N— o c e ic — 卜F 为基 , 主要用于气轮机紧 固件 。合 金 熔点是 16 , 30o 是典型的高 T低 A 型高温合金 , C i l 其
A 成分 规格 : . %,i 分规格 :. . %。 l ≤02 T成 5 25 30 0 0 R 2 合 金 走 真 空 感 应 炉 + 渣 重 熔 的工 艺 路 一6 电 线 , 重 熔 过程 中存 在 T 烧 损严 重 的 问题 , 时 电 在 i 同 渣 锭 头 尾 烧 损 程 度 不 同 , 致 头 尾 T 成 分 差 异 明 导 i 显 , 需 要 在 重 熔 过 程 中补 加 定 量 的 TO粉 和 A 故 i l 粉, 以降低 T的烧 损 。 i
7 0 一8 00 5 0一 0 A。
()在 渣料 中补加 一 定量 的 TO粉 和 A 粉 以减 4 i l
少 重熔 过程 中 T 的烧损 。 i
收件 日期 :0 - - 2 2 1 1 2 2 2 修 回 日期 :0 2 0 — 3 21 - 2 1
作者简介 : 姚斌 , , 男 助理工程师,0 6 2 0 年毕业于重庆大学材料科学与工程专业, 现供职于攀钢集团江油长城特 殊钢 有限公 司特种合金事业 部技术质量科。T l(8 6 3 6 7 2 e :0 1 ) 4 4 5
大型锻件中常见缺陷
大型锻件中常见的缺陷与对策2010-5-27 8:49:16 来源:中国钢铁产业网信息中心编辑:王宝玉大型锻件中常见的缺陷与对策大型锻件中的缺陷,从性质上分为化学成分、组织性能不合格,第二相析出,类孔隙性缺陷和裂纹五大类。
从缺陷的产生方面可分为,在冶炼、出钢、注锭、脱模冷却或热送过程中产生的原材料缺陷及在加热、锻压、锻后冷却和热处理过程中产生的锻件缺陷两大类。
大型锻造中,由于锻件截面尺寸大,加热、冷却时,温度的变化和分布不均匀性大,锻压变形时,金属塑性流动差别大,加上钢锭大冶金缺陷多,因而容易形成一些不同于中小型锻造的缺陷。
如严重偏析和疏松,密集性夹杂物,发达的柱状晶及粗大不均匀结晶,敏感开裂与白点倾向,晶粒遗传性与回火脆性,组织性能的严重不均匀性,形状尺寸超差等等。
大型锻件中常见的主要缺陷有;1.偏析钢中化学成分与杂质分布的不均匀现象,称为偏析。
一般将高于平均成分者,称为正偏析,低于平均成分者,称为负偏析。
尚有宏观偏析,如区域偏析与微观偏析,如枝晶偏析,晶间偏析之分。
大锻件中的偏析与钢锭偏析密切相关,而钢锭偏析程度又与钢种、锭型、冶炼质量及浇注条件等有关。
合金元素、杂质含量、钢中气体均加剧偏析的发展。
钢锭愈大,浇注温度愈高,浇注速度愈快,偏析程度愈严重。
(1)区域偏析它属于宏观偏析,是由钢液在凝固过程中选择结晶,溶解度变化和比重差异引起的。
如钢中气体在上浮过程中带动富集杂质的钢液上升的条状轨迹,形成须状∧形偏析。
顶部先结晶的晶体和高熔点的杂质下沉,仿佛结晶雨下落形成的轴心∨形偏析。
沉淀于锭底形成负偏析沉积锥。
最后凝固上部区域,碳、硫、磷等偏析元素富集,成为缺陷较多的正偏析区。
图片6-1为我国解剖的55t34CrMolA钢锭纵剖面硫印低倍图片及区域偏析示意图。
图片6-1 钢锭区域偏析硫印示意图①“∧”型偏析带②“∨”型偏析带③负偏析区防止区域偏析的对策是:1)降低钢中硫、磷等偏析元素和气体的含量,如采用炉外精炼,真空碳脱氧(VCD)处理及锭底吹氩工艺。
改变渣系提高电渣钢锻件探伤合格率
改变渣系提高电渣钢锻件探伤合格率摘要:通过15#电渣炉渣系的变化,阐述含氧化镁、氧化钙渣系的优缺点,证明含氧化镁渣系有利于提高电渣钢锻件探伤合格率。
关键词:电渣炉氧化镁渣系探伤中图分类号:f224-391、概述15#电渣炉是一台三相电渣炉,设计能力15吨,可生产8.5~26.5吨的电渣锭,是北满特钢最大的电渣炉。
电渣钢锭型越大,偏析越严重,冶金质量越难以控制,导致电渣锭生产的锻件探伤合格率偏低。
通过近三年的统计,15#电渣炉采用原工艺生产mc5,锻件的探伤合格率仅为89.03%。
从09年5月起,进行改变渣系的工艺改进,收到了良好的效果。
mc5电渣钢锻件的探伤合格率提高到95.53%。
并且改进后的工艺已经纳入到北满特钢的新版工艺规程。
2、影响电渣钢锻件合格率低的主要因素北满特钢电渣钢锻件探伤的不合格品大多都已“质点偏析”报出。
为了确定探伤不合格品的性质,北满特钢对探伤不合格的锻件进行过很多低倍检验。
从多年的低倍检验结果来看,电渣钢锻件探伤的不合格品,绝大多数都是细微的氢致裂纹,也有部分形成白点。
只有少数低倍试片上存在着实质性的非金属夹杂。
多年的检验结果验证15#电渣炉生产的电渣钢的氢含量高是探伤合格率低的主要原因。
mc5电渣钢锻件探伤不合格品的性质也基本相同。
15#电渣炉建成初期,原本采用“3:7”渣系生产电渣钢。
为了进一步增强脱硫能力及改善电渣锭的表面质量,加入了5%的石灰。
多年来,多采用caf2:al2o3:cao=60%:35%:5%的渣系。
由于15#电渣炉锭型较大,采用含5%石灰的量也相对较多,且石灰具有很高的熔点(2580℃),在运输和储存过程中很容易吸潮。
石灰在渣料加热炉中800℃的温度下烘烤,结晶水和吸附水很难充分去除。
并且在造渣前,渣料从加热炉中取出后的放置过程中,以及重熔过程中都有很强的吸湿性。
尤其在重熔过程中由于15#电渣炉充填比偏小。
致使渣池与大气的接触面积增大,加之使用含有石灰的吸湿性较强的渣系,导致重熔过程中增氢。
抽锭电渣重熔大截面高速钢过程的碳化物偏析控制
抽锭电渣重熔大截面高速钢过程的碳化物偏析控制李万明;姜周华;臧喜民;邓鑫;邵青立;谢志彬【摘要】采用抽锭式双极串联电渣重熔工艺并对抽出结晶器的钢锭进行二次气雾冷却的方法实现高速钢的快速凝固,以期实现对大截面高速钢碳化物偏析的控制;通过钨粉检测熔池结构、评估高速钢碳化物质量等手段研究该工艺对碳化物偏析的改善效果;通过数值模拟分析二次气雾冷却对电渣重熔过程温度场的影响.研究结果表明:双极串联式抽锭电渣二次气雾冷却方法可以明显降低电渣重熔过程的熔池深度,减小金属熔池的结晶角;有效地减小高速钢碳化物的不均匀度和碳化物颗粒度,在相同锻压工艺条件下的碳化物合格率明显提高.%Electroslag remelting (ESR) was a predominant method for smelting high-quality high-speed steels,but the molten bath structure of conventional stationary-mould ESR restricts its ability to control carbide segregation.In order to control carbides segregation of large cross section high-speed steels,secondary aerosol cooling was adopted in the electroslag remelting withdrawal process to make the high-speed steel rapid solidification.Molten pool structure of ESR process was obtained by tungsten powder detection and high speed steel carbide quality was evaluated,which can verify the effect of the process.Effect of secondary aerosol cooling on the temperature field of ESR process was analyzed through numerical simulation.The results show that electroslag remelting withdrawal with secondary aerosol cooling technology can significantly decrease the depth of molten bath,reduce the crystallization angle of the metal molten pool,effectively reduce the highspeed steel carbide uneven and carbide particles degrees,and carbide qualified rate increases significantly in the same forging process.【期刊名称】《中南大学学报(自然科学版)》【年(卷),期】2017(048)007【总页数】7页(P1697-1703)【关键词】高速钢;碳化物;偏析;熔池结构;电渣重熔【作者】李万明;姜周华;臧喜民;邓鑫;邵青立;谢志彬【作者单位】辽宁科技大学材料与冶金学院,辽宁鞍山,114051;河冶科技股份有限公司,河北石家庄,050000;辽宁科技大学材料与冶金学院,辽宁鞍山,114051;辽宁科技大学材料与冶金学院,辽宁鞍山,114051;辽宁科技大学材料与冶金学院,辽宁鞍山,114051;河冶科技股份有限公司,河北石家庄,050000;河冶科技股份有限公司,河北石家庄,050000【正文语种】中文【中图分类】TF744高速钢是高碳高合金莱氏体钢,具有硬度高、红硬性好、耐热耐磨等特点,主要用于制作各种切削工具、高载荷模具等。
Cr3、Cr5系列锻制电渣钢辊坯质量的控制
1 C r 3系列、r C 5系列锻钢辊坯的主要技术要求
1 1 气体 含 量 .
本, 是摆 在技 术人 员 面 前 的现 实 课题 。 电渣钢 辊 坯
ห้องสมุดไป่ตู้
前 言
锻钢 轧辊是 轧制 钢铁及 有色 金属 板材 的大 宗消 耗备件 , 对企业 的生 产 效率 和 轧 制 产 品 的质 量 有 着 重要的 影 响 。 随着 汽 车及 家 用 电器 行 业 的 快 速 发
是 北满 特钢有 特 色 的 锻 钢产 品 , 公 司同 时也 是 国 我
上 淬硬层 深度 的 C3系列 材 质 , 有 5 r 以上 淬 r 具 0m a
硬层 深度 的 C5系列 材质及 多元合 金 强化 冷 轧辊 钢 r 等在新 型轧 机上 得到批 量应用 。 目前市 场 上广 泛应 用 的是 C3和 C5 列材质 , r r系 在这 两种 系列材 质轧 辊 投入批 量应 用 的 同 时 , 于辊 坯 生产 厂 家 如 何 控 制 对
Absr c : i a e s rb d te manfcosa e t g tequ lt fte bl tfrrle sc tiig 3 Cra d5% C cme ta t Thsp p rdec ie h i a tr f ci aiyo h ie o olr onann % n h l n r,s sg e t n rq ai o to ig i te p o u t n we e p vd d,a d te meh d re urn e q aiy o h s rd cswee u g si s f lt c nr ln n rd ci r r ie n h t o s f n i g t o o u y h o o o s h u l fte e po u t r t
电渣重熔大型板坯的质量控制
2. 1. 2 重皮或漏渣 重皮或漏渣主要出现在铸锭中上部,当渣 -
金界面温度过高时出现,如图 8 所示. 主要原因 为: 重熔后期,渣金界面温度过高从而导致渣皮破 裂或完全熔化,钢液或渣液从中流出; 渣系熔点较 低,渣 系 的 塑 性 及 强 度 较 差,在 结 晶 器 移 动 过 程 中,由于受到滑动摩擦力而破裂; 结晶器锥度较 小,铸锭与结晶器间隙过大,结晶器对铸锭冷却不
Abstract: T he main problem of internal quality of large slab ingot by ESR is the control of hydrogen content and segregation. T he main problem of surface quality of large slab ingot by ESR is ripples,double skin or bleed and dent marks or not full of ingots. T he article aims to summarize previous w ork,investigate the quality control methods of large slab ingot by ESR w ith the actual production. Key words: ESR ; large slab ingot ; quality control
因素 2. 2. 1 渣系对铸坯表面质量的影响
( 1) 渣皮厚度及其变化对锭表面质量的影响 关系
渣皮厚度是影响电渣重熔锭表面质量的重要 因素之一. 当渣皮厚度保持不变或变化很小,则锭 表面成型较好且光滑; 当锭表面的某一部分渣皮 厚度发生剧变时,则在该部位发生渣沟、重皮和漏 渣等铸锭表面缺陷.
电渣重熔冷轧辊坯的质量控制

( .S NOSe l n t c ie 1 I te Xiga Ma hn r i y&Mi l Co ,Ld l Rol . t ,Xig i 5 0 5,C ia l nt 42 a0 hn ;
关键词 :电渣重熔 ; 酸性渣 ; 预熔渣 ;夹杂物 ;质量 控制
中 图 分 类 号 :T 4 F 12 文 献 标 识 码 :A 文 章 编 号 :17 — 2 (0 1 S —0 1 4 6 16 0 2 1 ) 109 - 6 0
Qu lyc nr l fc l ol te r d cd b lcr s grme igp o es an r cs t o p a t
贾建平 ,张英杰 ,董艳伍 ,姜 周华
( .中钢 集团 邢 台机械轧辊有 限公司 ,邢 台 0 4 2 ;2 1 5 0 5 .东北大学 材料 与冶金学院 ,沈 阳 i00 ) 10 4 摘 要 :针 对本厂电渣重熔生产锻钢 冷轧辊 坯 的生产实 践进行 了冷 轧辊坯 质量控 制 的研究 工作.对 渣系 选
第1 0卷 增 刊
21 0 1年 3月
材
料
与 台 金
学
报
Vo. 0 S 1 1 1 Ma c O1 rh2 1
J u n lo t r l a d Me al r y o r a fMae i s n tl g a u
电渣 重 熔 冷 轧辊 坯 的质 量 控 制
近 年来 , 随着 工业 的发展 , 电渣 冶金 在 我 国特 种钢 材 的生 产 中发 挥 着 越 来 越 重要 的作 用. 机 邢 是专 业 的轧 辊生 产 企 业 , 生 产 的轧 辊 包 括 铸 钢 所
《大型铸锻件》总第133~138期目次

2 1— 1 O0
2 1一 1 0O
不 同冷却方式对 核电 G 6 r i l- X CNMo21钢显微 组 织和 力学 大型带法兰封头整锻成形工艺数值模拟 F M法拔长工艺 中合理砧宽 比和变形 量研究 腐蚀性能研究 2 1 OO 2 1—2 0O 2 1— O0
2 0- 4 01 -
水压机基础梁铸件 的制造 铬铁矿砂在大型铸钢件 上的应用
大 型 厚 轮 毂 叶轮 的锻 造
2 1 00 2 1 00
2 1 —3 O0
基于 A S S的高强钢厚板对 接焊缝热裂纹成 因分析 NY
R 3钢 调 质 力 学 性 能 的试 验 研究 7 A T A 8 B铸 造 曲轴 材 料 评 定 的工 艺 改 进 S M 4 7 2 l一 o0 2 1 —4 00
A I0 P 2 1~3 00 2 1—4 00
2 1_4 00-
大型管板锻件夹杂性裂纹分析及锻造 工艺 改进 2 1—5 00 大型铸件超声波检测工艺控制 4# 5 钢拖轮轴调质工艺 的优化 提高 3 CMoA转子 冲击 韧性 的研究 4r l 2 l—5 00 2 1_ 5 00_ 2 1_ 5 00_
2 1—1 O0
2 1—l 0O 2 1一1 0O 2 1 一1 OO 2 1—1 00 2 1—1 00 2 —1 叭0 2 1一1 0O
2 0— 1 0l
新型 奥 氏体 D O C2 Nl MoMn N钢 室 温拉 伸 与 晶间 G O r0 i5 3 6 电渣重熔辊坯用钢点状偏析形成过程及其 过程控制 14 30大型刮煤 板铸锻复合塑性成形工艺研究 7 C3 o钢支 承辊热处理断裂的原 因分析 0 rM 大型钢锭凝 固过程三维数值模拟 模铸连浇 中问包控流装置优化 的水模实 验
大方坯重轨钢弥散偏析控制方法[发明专利]
![大方坯重轨钢弥散偏析控制方法[发明专利]](https://img.taocdn.com/s3/m/2309743b80eb6294dc886c06.png)
专利名称:大方坯重轨钢弥散偏析控制方法专利类型:发明专利
发明人:李红光,陈天明,陈亮,曾武
申请号:CN201910660560.2
申请日:20190722
公开号:CN110216253A
公开日:
20190910
专利内容由知识产权出版社提供
摘要:本发明公开的是钢铁冶金领域的一种大方坯重轨钢弥散偏析控制方法,着重在连铸阶段采用以下步骤进行控制:连铸电磁搅拌采用二冷电磁搅拌,其中二冷电磁搅拌具体安装位置为距离结晶器钢液面5.0~6.0m区间,搅拌电流频率为6.0~8.0Hz,磁场强度为250×10~300×10T;中包浇铸钢液过热度按30~40℃执行;连铸二冷阶段冷却水量按比水量0.33~0.34L/kg执行。
按照上述参数进行控制,实现了超大断面重轨钢铸坯中心钢液形核结晶控制,改善局部冷却凝固,提升局部凝固时间,使得铸坯凝固组织组成得到改善控制,等轴晶晶粒形态改变,晶杆细而致密且清晰,二次枝晶臂间距减小,钢轨凝固组织过渡平缓,凝固组织及成分均匀性改善显著,弥散偏析区域显著减小。
申请人:攀钢集团攀枝花钢铁研究院有限公司
地址:617000 四川省攀枝花市东区桃源街90号
国籍:CN
代理机构:成都虹桥专利事务所(普通合伙)
代理人:罗明理
更多信息请下载全文后查看。
华龙一号主管道电渣锭成分偏析控制
华龙一号主管道电渣锭成分偏析控制
李连龙;曾杰;路正平;王承;邓琴;杨先芝;邱斌;申贇
【期刊名称】《大型铸锻件》
【年(卷),期】2024()1
【摘要】华龙一号核电主管道采用X2CrNiMo 18.12(控氮)超低碳奥氏体不锈钢制造,该钢种碳含量低,铬、镍含量高且范围窄,尤其是N含量控制难度大,对质量要求苛刻;同时主管道锭型达到百吨级,易产生成分偏析,通过对大型主管道电渣锭成分偏析的分析与研究,阐述了大型单相电渣锭成分均匀性的控制方法,并取得了良好的效果。
【总页数】5页(P13-17)
【作者】李连龙;曾杰;路正平;王承;邓琴;杨先芝;邱斌;申贇
【作者单位】二重(德阳)重型装备股份有限公司
【正文语种】中文
【中图分类】TF7
【相关文献】
1.气体保护电渣重熔过程中电渣锭的洁净化控制
2.抽锭电渣重熔大截面高速钢过程的碳化物偏析控制
3.磁控电渣对1 t ESR锭GCr15轴承钢凝固组织及成分偏析的影响
4.华龙一号核电波动管电渣锭冶炼技术研究
5."华龙一号"主蒸汽管道局部泄漏监测系统设计
因版权原因,仅展示原文概要,查看原文内容请购买。
电渣重熔用渣料烘烤过程的失重现象

电渣重熔用渣料烘烤过程的失重现象
董艳伍;姜周华;肖志新;李正邦
【期刊名称】《东北大学学报(自然科学版)》
【年(卷),期】2010(031)008
【摘要】在实验室条件下采用热重分析方法研究了电渣重熔用渣料在烘烤过程中的失重现象,分析了渣料中易水化成分含量与烘烤时间的关系,并重点研究了在渣料完全失重情况下,渣层厚度与烘烤时间、烘烤温度与烘烤时间之间的关系,并通过数值拟合方法建立了方程.结合固态热分解机理对实验过程进行了分析,烘烤初期热分解过程受晶核形成及长大控制,反应后期主要受扩散反应控制.实验结果将为现场渣料烘烤提供指导.
【总页数】4页(P1141-1144)
【作者】董艳伍;姜周华;肖志新;李正邦
【作者单位】东北大学,材料与冶金学院,辽宁,沈阳,110004;东北大学,材料与冶金学院,辽宁,沈阳,110004;东北大学,材料与冶金学院,辽宁,沈阳,110004;钢铁研究总院,北京,100081
【正文语种】中文
【中图分类】TG244+.3
【相关文献】
1.电渣重熔过程渣池流场数值模拟 [J], 王晓花;厉英
2.气体保护电渣重熔过程中电渣锭的洁净化控制 [J], 陈希春;史成斌;王飞;任昊;郭
汉杰
3.电渣重熔过程ANF-6渣Al2O3选分结晶对渣皮成分和组织的影响 [J], 赵俊学;李永波;张振强;李小明;崔雅茹;唐雯聃
4.MC3电渣重熔过程中的残余应力分析及电渣工艺优化 [J], 霍振全;梁素霞
5.电渣重熔的大型化发展:近十年世界大型型电渣重熔概况 [J], 向大林;叶允苘因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2 点状偏 析 的形成原 因
辊坯 用钢特 别是 MC 、 6含有 相 当数 量 的 5 MC 碳 及碳化 物形 成元素 , 固液 相问 温度 区间较宽 , 加 之 钢导 热性能 差 , 固速度 缓慢 , 凝 促使凝 固过程 碳
化物严重 偏析 。 电渣 重熔 钢液在水 冷铜 结 晶器 中
分析 , 认为主要原 因在于金属 电极状态和电极熔化 过程控制不稳定 。 关键词 : 电渣重熔 ; 点状偏析 ; 过程控 制
中 图分 类 号 :F 4 T 12 文 献 标 识 码 : B
F r n r c s fPon e rg to n t o e sCo to o mig P o e so itS ge ain a d i Prc s nr l s i e to lg Re lig RolBln n Elcr sa met l n ak
《 大型铸锻件 》
HEAVY CAS NG TI AND 0RGI F NG
No. 2 M a c 01 rh2 0
恒定的, 电流起伏 波 动 , 流方 向偏 向一侧 。分 流 分
再产 生 自感 磁场 , 主 电路 磁 场 迭 加 形成 杂散 不 和 均匀 的磁场 , 引起 不均 匀搅 拌 , 熔池 均匀 运动 遭到
N . o2 Mac 0 0 rh2 1
《 大型铸锻件》
HEA AS I D ORG NG VY C T NG AN F I
电渣重熔辊坯用钢点状偏析 形成过程及其过程控制
姚 凤 祥
( 东北特殊钢集 团技术 中心北满分中心 , 黑龙江 )
摘要 : 5 M 6高碳高铬钢 电渣重熔辊坯探伤结果 出现点状偏析不合。通过对过程操作及 检验数据进行 MC 、 C
收 稿 层期 :00 1 2 2 1 —O — 5 l 2
Байду номын сангаас
( ) 5 0 mm b 0
图 1 电渣重熔 MC 5辊坯点状偏析形貌
F g r T e f c u e a p a a c f o n e r g t n iu e 1 h r t r p e r n e o i ts ge a i a p o i 5 ee t sa e h n olb a k n MC lcr l g rme i g r l ln o
破坏 。不 均匀 的搅 拌使 局 部 区域柱 状 晶的生 长受 到 阻碍 , 生长着 的枝 晶折 断 , 断 的枝 晶在局 部堆 折
Ya e g a o f n xing
Ab ta t T e p its g e a in h s b e o n n te e e to lg r me i g rl b a k o 5 a d MC ih c r s r c : h on e r g t a e n f u d i h l cr s e h n o l ln fMC n 6 h g — a — o a b n c r mi m t e.T ru h t n l sst e p o e so ea in a d te i s e t n d t ,t e p may c u e i t e me a o h o u se 1 h o g o a ay i h r c s p r t n h n p c i aa h r r a s s h tl o o i
随着汽车 工 业 的发 展 , 车薄 板 用 钢需 求 量 汽 不断增 大 , 薄 板 所用 的各 种 轧辊 需 求量 也 日 轧制 益增长 。我公 司生产 的冷 轧辊材 质所需 的 电渣钢 辊 坯有 c2c3 c5 c6系列 , 格 从 2 0mn r、f、 r、r 规 3 q
凝 固 , 锭 受 强 制 冷 却 作 用 , 局 部 凝 固时 间缩 铸 虽 短 , 非平 衡 的凝 固过 程 中 由于选 分结 晶 , 但 造成局 部溶 质元 素 的富集 。内 因首 先是铸 锭结 晶前沿两
ee to e sae a d t e ee t d l n rc s o t ln t o b n tb e l cr d tt n h lcr e met g p o e s c n r o e u sa l . o i o t Ke r s e e to lg r me ig;p i tsg e ai n rc s o t l y wo d : l crsa e h n on e r g t ;p o e sc nr o o
到(1 5 l 2 0I j0 l m不等。C2 C3 r、r 辊坯的探伤合格率
在 9% 以上 , C5 C6辊 坯 的探 伤合 格 率 仅 在 7 但 r、r
9 %左右 , 3 不合 格 的原 因主要 是点 状偏析 引起 的 。
1 点状偏 析 的形态
相区树枝状晶晶问钢液富集溶质元素。外因是在 电渣重熔过程中, 熔融液体在树枝状晶问强烈运
化物 、 氮化 物 和氧 化 物 的局 部 富集 。偏 析 处 液体 的凝 固迟 于周 围基体 的凝 固。在低倍试 片上往往 伴 随 着 气 孔 、 纹 、 松 、 孔 等 。 电 渣 重 熔 裂 疏 缩
MC 、 C 5 M 6辊 坯 点 状 偏 析 处 主 要 是 M, 型 碳 化 C
物 , 图 2所示 。 如
动及 二次熔 化 。引起液 体流 动和二 次熔化 的 因素
有:
变形金 属横 向断 面试 样 磨光 腐 蚀 后 , 低倍 观
察 的黑色斑 点如 图 1 所示 。
偏析处 C、 S C 等元 素 高 于平 均 含量 。说 P、、r
明点状 偏析 是溶 质局部 的富集 , 主要 是碳化 物 、 硫