端盖注塑工艺卡片
注塑工艺卡片
制表:
保压段数 保压一段 保压二段 保压三段 保压四段 保压五段
压力
速度
时间
压力 位置
中子
时间 速度
保压转换方式
时间 速度 延迟时间
储料时间s
托模段数 起始位置 压力 托模进一段 托模进二段 托模终止 托模退一段
托 模
托模退二段 托模退终止 托模方式 关模段数 关模一段 关模二段 停留 起始位置 压力 速度
射出段数 起始位置 压力 速度 射出一段 射出二段 射 出 射出三段 射出四段 射出五段 射出六段 射出终止 储料段数 起始位置 压力 速度 储料一段 储 料 储料二段 储料三段 储料终止 射 退 射退位置 压力 速度 射退终点 射退 射座进 开模段数 开模一段 开 模 开模二段 开模三段 开模四段 开模五段 开模终止 压力 速度 起始位置 背压 射出 时间s 保 压
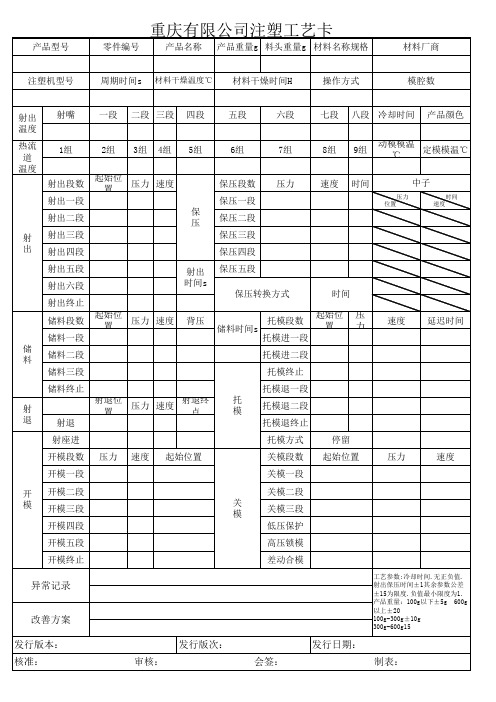
重庆有限公司注塑工艺卡
产品型号 零件编号 产品名称 产品重量g 料头重量g 材料名称规格 材料厂商 注塑机型号 周期时间s
材料干燥温度℃
材料干燥时间H
操作方式
模腔数
射出 温度 热流 道 温度
射嘴
一段
二段 三段
四段
五段
六段
七段
八段 冷却时间
产品颜色
1组
2组
3组
4组
5组
6组
7组
8组
9组 动模模温℃ 定模模温℃
关 模
关模三段 低压保护 高压锁模 差动合模
工艺参数:冷却时间.无正负值. 射出保压时间±1其余参数公差 ±15为限度.负值最小限度为1. 产品重量:100g以下±5g 600g 以上±20 100g-300g±10g 300g-600g15
右端盖课程设计工艺卡片和工序卡片
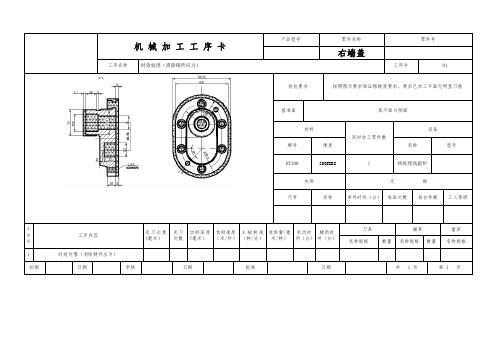
机械加工工序卡产品型号零件名称零件号
右端盖
工序名称时效处理(消除铸件应力)工序号01
技检要求按照图示要求保证粗糙度要求,要求已加工平面无明显刀痕
基准面底平面与侧面
材料
同时加工零件数
设备
牌号硬度名称型号
HT200 200HBS 1 热处理高温炉
夹具定额
代号名称单件时间(分)每班次数每台件数工人等级工
步号工步内容
走刀长度
(毫米)
走刀
次数
切削深度
(毫米)
切削速度
(米/秒)
主轴转速
(转/分)
进给量(毫
米/转)
机动时
间(分)
辅助时
间(分)
刀具辅具量具
名称规格数量名称规格数量名称规格
1 时效处理(消除铸件应力)
拟制日期审核日期批准日期共 1 页第 1 页。
注塑工艺卡范例
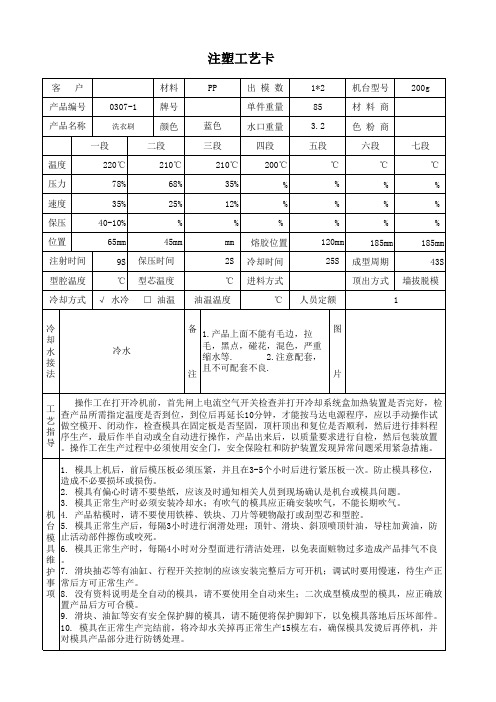
注塑工艺卡
客户
材料
PP
出模数
1*2
机台型号 200g
产品编号
0307-1
牌号
单件重量
85
材料商
产品名称
洗衣刷
颜色
蓝色
水口重量
3.2
色粉商
一段
二段
三段
四段
五段
六段
七段
温度
220℃
210℃
210℃
200℃
℃
℃
℃
压力
78%
68%
35%
%
%
%
%
速度
35%
25%
12%
%
%
%
%
保压
40-10%
%
%
%
%
%
%
位置
65mm
2.注意配套,
注 且不可配套不良.
片
工 艺 指 导
操作工在打开冷机前,首先闸上电流空气开关检查并打开冷却系统盒加热装置是否完好,检 查产品所需指定温度是否到位,到位后再延长10分钟,才能按马达电源程序,应以手动操作试 做空模开、闭动作,检查模具在固定板是否坚固,顶杆顶出和复位是否顺利,然后进行排料程 序生产,最后作半自动或全自动进工在生产过程中必须使用安全门,安全保险杠和防护装置发现异常问题采用紧急措施。
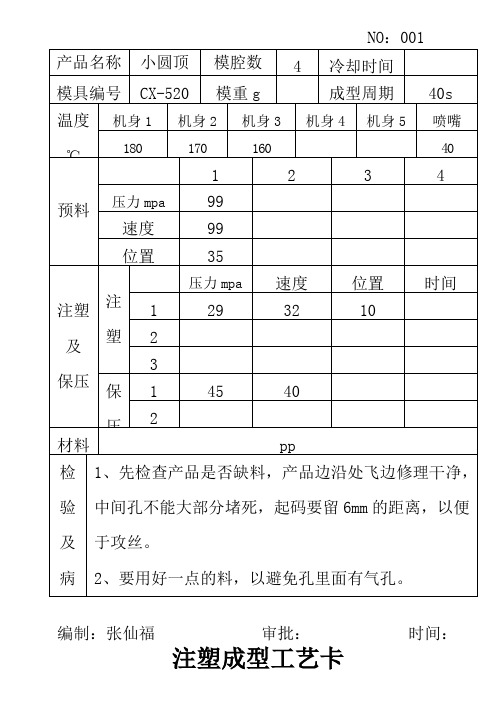
注塑成型工艺卡
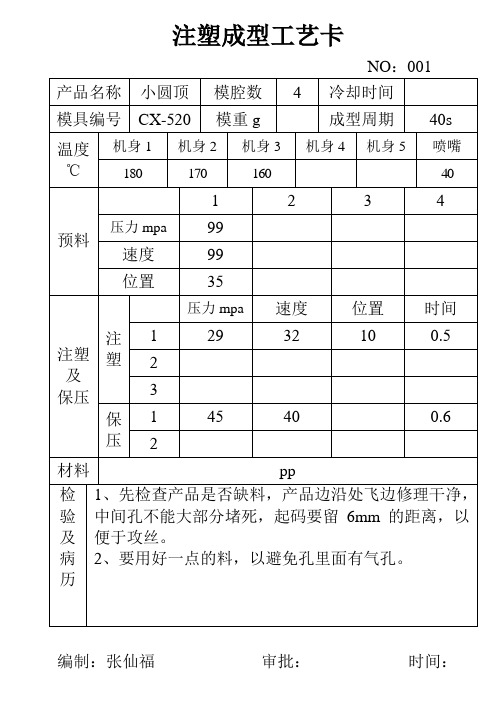
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
聚苯乙烯(透苯)
检验及
病历
1、先检查产品有无缺料,表面有无银丝,透明度要好,产品四边卡扣这里不能断裂,底部不能破裂。放在纸箱里装好,要轻拿轻放。
编制:张仙福审批:时间:
注塑成型工艺卡
10s
模具编号
CX-122
模重g
成型周期
20s
温度
℃
机身1
机身2
机身3
机身4
机身5
喷嘴
190
180
160
40
预料
1
2
3
4
压力mpa
99
速度
99
位置
注塑及
保压
注塑
压力mpa
速度
位置
时间
1
2
3
保压
1
2
材料
聚苯乙烯(改苯)改性料
检验及
病历
1、先检查产品有无缺料,边沿处不能有飞边,修好用干净的袋子装好。
2、最重要的一点是产品边缘卡扣这里不能断裂,有时候打产品的时候料会卡在模具里面,生产出来的产品会和电池盒配合不好。
NO:020
产品名称
透明小罩
模腔数
1
冷却时间
10s
模具编号
CX-122
模重g
成型周期
20s
温度
注塑成型工艺卡
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:
编制:张仙福审批:时间:。
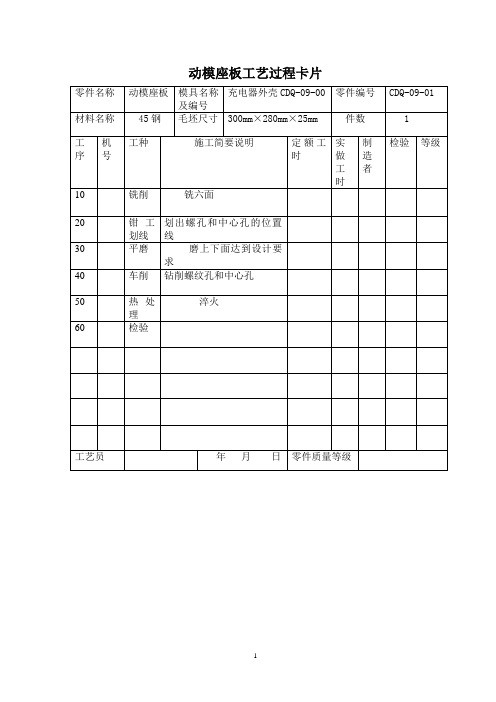
注塑模具相关零件加工工艺过程卡片
实做工时
制造者
检验
等级
10
铣削
铣六面
20
平磨
磨上下面
30
钳工划线
划出型槽的轮廓线和各孔的位置线
40
铣削
铣型槽
50
钳工加工
钻螺纹孔和螺杆孔,攻螺纹
60
磨削
磨型槽及上下面达到设计要求
70
检验
工艺员
年月日
零件质量等级
定模座板工艺过程卡片
零件名称
定பைடு நூலகம்座板
模具名称及编号
充电器外壳
零件编号
CDQ-09-04
30
钳工划线
划出ø16螺孔中心线
40
钻削
钻削螺纹孔
50
钳工划线
划出ø8螺孔中心线
60
钻削
钻削螺纹孔
70
热处理
淬火
80
检验
工艺员
年月日
零件质量等级
型芯板工艺过程卡片
零件名称
型芯板
模具名称及编号
充电器外壳
零件编号
CDQ-09-15
材料名称
45钢
毛坯尺寸
300mm×280mm×70mm
件数
1
工序
机号
工种
施工简要说明
施工简要说明
定额工时
实做工时
制造者
检验
等级
10
铣削
铣六面
20
平磨
磨上下面
30
钳工划线
划出型槽的轮廓线和各孔的位置线
40
铣削
铣型槽
50
电火花
电火花加工精密部位
60
钳工加工
钻螺纹孔和螺杆孔,攻螺纹
注塑工艺卡

热流道
水口比例 一段
二段
三段
射胶时间 冷却时间 保压时间 再循环时间 绞牙时间 □是 □否
℃
℃
是否使用喷脱模剂
□是
℃ □否
材料名称
是否烘料
前模温度 (℃)
后模温度 (℃) 一段
□是
烘料温度 (℃)
冷却/加热方式:
二段
冷却/加热方式:
三段
四段
原料牌号 烘料时间
(h)
□机水
□冷水
□机水 五段
□冷水 六段
口否 □ 热水 □ 热水
颜色 锁模力 □热油 □热油
□发热管 □发热管
锁模设定 射出设定 储料设定 中子进
快速
慢速
压力(Bar)
速度(%)
位置(mm)
射一
射二
压力(Bar)
速度(%)
位置(mm)
时间(s)
储料一 储料二
压力(Bar)
速度(%)
位置(mm)
压力(Bar) 速度(%)
位置 (mm)
低压 射三 射退 时间(s)
制定部门
制定日期
版本/版次 页数
A0 1 OF 1
客户名称
模具编号 1、机器操作方式:
2、成型周期(S):
3、色粉编号: 4、烘料条件:
5、模温要求:
6、成型温度(℃)
文件编号
编制
注塑工艺卡
审核 批准
产品名称
机型
模具腔数
配件编号
产品毛重 (g)
产品净重 (g)
□半自动 □ 时间全自动
□
水口重量 (g)
品质要求:
模具运水图、产品图:
1:注塑常见缺陷:变形,缩水、缺胶 、 料花、夹水纹、气纹、混色、批锋、顶 白
注塑工艺卡片

审核:
批准:
托模退
后模中子进
座台
前模中子退
调模
后模中子退
温度
储料/射退
段数
一段
二段
三段
四段
五段
六段
七段
八段
九段
压力
速度
时间
位置
设定℃
储料一
储料二
射胶
储料三
射退一
段数
射出一
射出二
射出三
射出四
射出五
保压
压力
段数
保压一
保压二
保压三
保压四
速度
压力
位置
速度
时间
时间
储料前冷却
冷却时间
前模运水
后模运水
注意事项:
注:射出、保压时间允许在+2范围内,冷却时间允许在+5范围内,压力、速度、位置允许在+10范围内.
注塑工艺卡片
日期:年月日
机台
产品名称
材料温度
标准产能
模腔数
单重
周期
锁模
开模
快速
低压
高压
低压保护
时间□
一慢
快速
二慢
压力
压力
速度
速度
位置
位置
顶针
中子/纹牙
压力
速度
时间
位置
托模方式□
压力
速度
时间
位置
托模进
0停留1定次2震动
托模次数□
中子/纹牙□
0不用1中子2纹牙
控制方式□
0行程1时间
前模中子进
注塑工艺卡

版本号:产品名称1模具编号2注塑机型号3机台号45模腔数水塔6单件重量水塔水口重量水塔1段总重量2段一段二段三段四段时间3段原料名称186********段色母编号(速度 mm/s, %)95105100885段色号(位置 mm)456555306段干燥温度℃干燥时间小时一段二段三段(速度 mm/s, %)F1(组别)F2(时间)F3(重量)一段二段三段射退中子进F4(比例)F5(螺杆选择)(速度 mm/s, %)F6(螺杆填充)核准:審核:制定人及日期:備注 :當品質異常,需調整機台工藝才能改善,如調整數據超過下列范圍時,需填寫《參數變更表》:1.時間:±2.0S 2.速度:±5.0mm/s 3.壓力:±10.0MPa 4.溫度:±10.0℃ 5.位置:±5-10mm。
(背压 MPa, %)模具水、油路进、出示意图注意事项(壓力 MPa, %)班产量(件)(位置 mm)□行程 □时间色 母 机□使用 □不使用冷却时间 □时间(时间s)周 期储 料中子退℃保压射出总时间保压切换方式(壓力 MPa, %)□位置200℃235℃射 胶235℃材 料(壓力 MPa, %)230℃205℃产品模 温前模(定模): ℃冷却方式℃中模: ℃冷却方式后模(动模): ℃冷却方式料筒温度热 流 道: □有热流道 □无热流道℃出模方式: □顶杆 □抽芯℃℃℃潍坊国建高创科技有限公司文件编号:注塑工艺卡产品资料模具状况热流道温度℃动模定模√。
注塑工艺卡
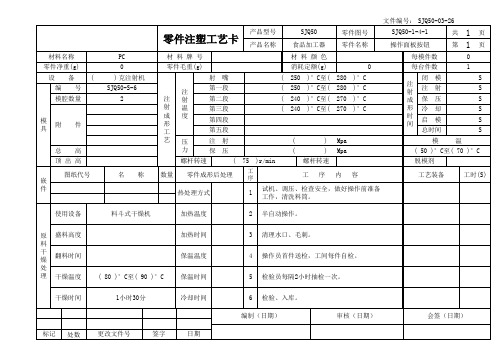
工 序
零件图号 零件名称
SJQ50-1-4-1 操作面板按钮 每模件数
1 1
0 1
页 页
( 250 )°C至( 280 )°C ( 250 )°C至( 280 )°C ( 240 )°C至( 270 )°C ( 240 )°C至( 270 )°C
S S S S S S
模腔数量
模 具
附
件
总
高
( 50 )°C至( 70 )°C 脱模剂 工艺装备 工时(S)
顶 出 高 图纸代号 嵌 件
共 第
零件注塑工艺卡
产品名称 材料名称 零件净重(g) 设 编 备 号 ( PC 0 ) 克注射机 SJQ50-S-6 2 材 料 牌 号 零件毛重(g) 0 每台件数 闭 模 注 射 成 形 时 间 注 射 保 压 冷 却 启 模 总时间 ( ( )r/min ) ) 螺杆转速 工 序 内 容 Mpa Mpa 模 温
干燥时间
1小时30分
冷却时间
6
检验、入库。
编制(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
零件成形后处理
热处理方式
1
试机、调压、检查安全,做好操作前准备 工作,清洗料筒。 半自动操作。
使用设备
料斗式干燥机
加热温度
2
原 料 干 燥 处 理
盛料高度
加热时间
3
注塑工艺卡片 模板
总周期
抽芯油缸动作参数
1
2
3
计量长度 mm
注射时间
4
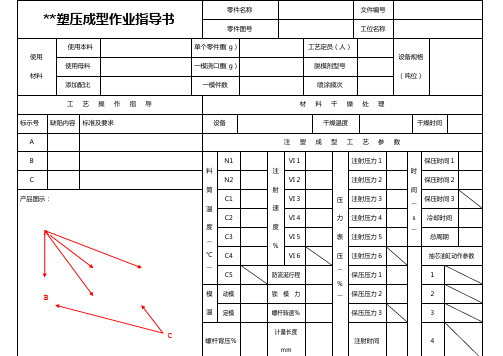
**塑压成型作业指导书
使用 材料
使用本料 使用母料 添加配比
工艺操作指导
标示号 缺陷内容 标准及要求
A
B
C
产品图示:
A
B C
零件名称 零件图号 单个零件重(g) 一模浇口重(g) 一模件数
设备
N1 料
N2 筒
C1 温
C2 度 ︵ C3 ℃ C4 ︶
C5 模 动模 温 定模
螺杆背压%
文件编号
工位名称
工艺定员(人) 脱模剂型号 喷涂频次
设备规格 (吨位)
材料干燥处理
干燥温度
注
VI 2 射
VI 3 速
VI 4 度
VI 5 %
VI 6
防流涎行程
锁模力
螺杆转速%
注射压力 1
注射压力 2
压 注射压力 3
力 注射压力 4
表 注射压力 5
压 注射压力 6 ︵
保压压力 1 % ︶ 保压压力 2
保压压力 3
保压时间 1 时
轴承端盖加工工艺卡片

轴承端盖加工工艺过程及加工工艺卡片1.1轴承端盖零件图图2-2-1轴承端盖零件图1.1.1轴承端盖的结构特点与技术要求轴承端盖主要由平面、外圆面以及相应的孔系组成,属于一般的盘类零件,加工要求如表2-2-1。
表2-2-1零件加工技术要求加工内容精度等级表面粗糙度左端面IT9Ra6.3右端面IT9Ra6.3右端凸台面IT7Ra3.2Φ71外圆IT9Ra6.3Φ47外圆IT7Ra3.2Φ20内圆IT9Ra6.3Φ40内圆IT9Ra12.54×Φ4均布通孔IT10Ra12.5以右端面为基准,凸台端面与右端面的平行度公差是0.05mm,凸台圆面与右端面的垂直度公差是Φ0.05mm,保证形位公差符合要求。
1.1.2轴承端盖的选材与毛坯选材:HT200;毛坯尺寸公差等级CT-9。
由于端盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,多采用铸铁铸造加工。
毛坯选用铸件。
材料多采用灰铸铁HT200,它具有容易变形、吸振性好、耐磨性强及切削性好等优点。
然后再经过机械加工最终获得端盖的成品。
此外铸造后,为消除残余应力还应安排人工时效处理。
为提高生产率和铸件精度,减小加工余量,这里采用金属模机械砂型铸造方法铸造毛坯,拔模斜度为4°,通过查表,得铸件毛坯的尺寸公差等级为CT-9。
为了避免浇不到、冷隔等缺陷,铸件不应太薄,铸件的最小允许壁厚与铸造流动性密切相关,铸件的最小允许壁厚见表2-2-2。
表2-2-2砂型铸造铸铁件的最小壁厚(单位:mm)铸件毛坯的大致尺寸如下图2-2-2,符合铸件最小壁厚要求。
图2-2-2铸件毛坯尺寸图1.1.3轴承端盖加工工艺分析轴承端盖主要由端面、外圆面以及孔系组成,其结构简单、形状普通,属于一般的盘类零件,对于回转类零件,常常用车削加工,相关孔可以用钻削加工。
端盖的主要加工面有左端面、右端面、右端凸台端面、Φ71外圆、Φ47外圆、Φ20内圆、Φ40内圆、Φ4通孔。
注塑成型工艺参数卡

注塑成型工艺参数卡
机器编号:
客户
-
水口比例
零件名称
设备吨位
零件编号
烘烤温度/时间
用料
零件颜色
段数 压力Bar 速度%
一段
二段 注 三段
射 四段 五段
六段
注射时间:
转保模式
转保压值
保 保压 压力Bar
第一段 压 第二段
速度%
第三段
段数 压力Bar 速度%
顶出一段
顶 顶出二段
顶退一段 出 顶退二段
6 7 8
不用 不用 不用 不用 不用 不用 不用 不用
零 件 简 图
1、冷冻机温度设定为16℃【正负5】 备 注 2、注塑温度正负5℃。
页码 第1页 共1页
版本号
版本修订/描述
编制/日期 审核/日期 批准/日期 标准化/日期
顶出延时 0.0 顶退延时
顶出模式
顶出次数
动作 压力Bar 速度%
A进
抽 A退
B进 芯 B退
C进
C退
压力Bar 速度%
1段
合 2段
3段 模 4段
低压
高压
1段
2段 开 3段
模 4段 5段
6段
冷却时间
其 他
生产模式
成型周期 射台模式
位置mm
时间s 位置mm
0.0 位置mm
位置mm
段数
储 第一段 第二段
料 第三段
第四段
料 第一段 筒
压力Bar 背压Bar 第二段 第三段
速度% 第四段
位置mm 抽胶压力 抽胶速度 抽胶距离 抽胶模式 储前冷却
第五段 第六段 第七段
注塑工艺卡--模板
第五段/H5 ±10
第六段/H6 ±10
下
料
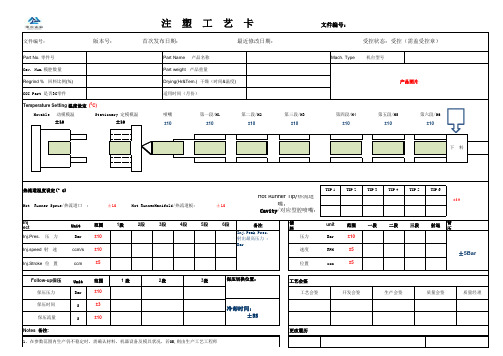
热流道温度设定(°C) Hot Runner Sprue/热流道口 : ±10 Hot RunnerManifold/热流道板: ±10
TIP 1
TIP 2
TIP 3
TIP 4
TIP 5
TIP 6 ± 10
Hot Runner Tip/热流道嘴: Cavity/对应型腔喷嘴:
文件编号: 受控状态:受控(需盖受控章)
Mach. Type 机台型号
版本号:
首次发布日期:
Part Name 产品名称
Part weight 产品重量 Drying(Hr&Tem.) 干燥(时间&温度) 适用时间(月份) 产品图片
第一段/H1 ±10
第二段/H2 ±10
第三段/H3 ±10
第四段/H4 ±10
±5Bar
Follow-up保压 保压压力 保压时间 保压流量 Not±3 ±10
1段
2段
3段
保压切换位置:
工艺会签 工艺会签 开发会签 生产会签 质量会签 质量经理
冷却时间: ±5S
更改履历
1。在参数范围内生产仍不稳定时,需确认材料,机器设备及模具状况,若OK,则由生产工艺工程师
提请质量工程师变更工艺参数。不得擅自更改工艺导致工艺超差。 2。需阻塞模穴生产时,而超出参数范围的,可使用由生产工艺工程师&质量工程师签字的临时手工工艺卡。
注
文件编号:
Part No. 零件号 Cav. Num.模腔数量 Regrind % 回料比例(%) CCC Part 是否3C零件 Temperature Setting 温度设定 (0C) Movable 动模模温 ±10 Stationary 定模模温 ±10 喷嘴 ±10
注塑成型工艺卡、注塑成型参数
拟制/签字/日期
50
20
2.50
关模二段 180
45
30
中子A退
35
20
2.00
关模低压 100
5
20
控制方式 时间
射出中子保持
关模高压
3
110
15
中子B进
/
/
/
保压切换 方式
位置 28
时间 /
压力 /
中子B退 控制方式
/ 不用
/
/
射出中子保持
储料
射退模式 射退距离 储前冷却
储料后
10
0.5
座台
座台 (调模)
项目 调模进 调模退
设
名称
备
机台号
客户
模具编号
型腔数量
模 具
整体尺寸
最大顶出尺寸
油缸A
油缸A
物料名称
原
物料编号
材
颜色
料 原料/回料比例 干 燥 原料/色母比例
处 干燥设备
理
干燥温度
干燥时间
图号
镶 件
生
射胶时间
产 储料时间
时
冷却时间
间 成型周期
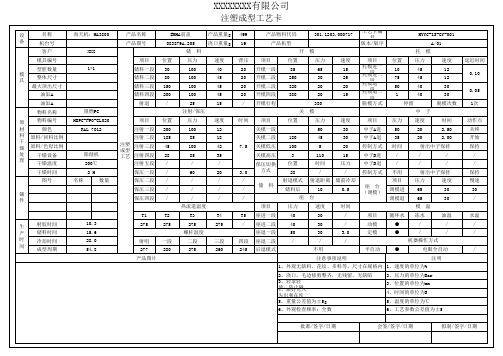
海天机:MA3800 XXX 1*1
阻燃PC HBPC-FPO-CL020
RAL 7012
25
15
注射/保压
项目 位置
压力
速度
注射一段 200
100
12
注射二段 185
85
18
注塑 注射三段 45
100
42
成型
工艺 注射四段 28
85
35
注射五段 /
/
端盖课程设计工艺卡片
端盖课程设计工艺卡片一、教学目标本课程的教学目标是使学生掌握端盖课程设计工艺卡片的基本知识,包括端盖的结构、设计原则、工艺流程等。
具体目标如下:1.知识目标:–了解端盖的基本结构及其功能;–掌握端盖设计的原则和方法;–熟悉端盖工艺流程及其质量控制要点。
2.技能目标:–能够独立完成端盖设计工艺卡片的编制;–具备端盖工艺问题的分析和解决能力;–能够对端盖工艺过程进行优化和改进。
3.情感态度价值观目标:–培养学生的创新意识和团队合作精神;–增强学生对工程实践的兴趣和热情;–培养学生对质量意识和工匠精神的认同。
二、教学内容根据课程目标,教学内容主要包括以下几个方面:1.端盖的基本结构及其功能;2.端盖设计的原则和方法;3.端盖工艺流程及其质量控制要点;4.端盖设计工艺卡片的编制;5.端盖工艺问题的分析和解决;6.端盖工艺过程的优化和改进。
三、教学方法为了实现课程目标,我们将采用多种教学方法,包括:1.讲授法:用于讲解基本概念、原理和方法;2.案例分析法:通过分析实际案例,使学生更好地理解和应用知识;3.实验法:通过实践操作,培养学生的动手能力和实际问题解决能力;4.讨论法:鼓励学生积极参与讨论,培养学生的创新思维和团队合作精神。
四、教学资源为了支持教学内容和教学方法的实施,我们将准备以下教学资源:1.教材:选用权威、实用的教材,为学生提供系统、全面的知识体系;2.参考书:提供相关的参考书籍,丰富学生的知识视野;3.多媒体资料:制作精美的PPT、视频等多媒体资料,提高学生的学习兴趣;4.实验设备:准备充足的实验设备,确保学生能够进行充分的实践操作。
五、教学评估本课程的评估方式将包括平时表现、作业、考试等多个方面,以全面、客观地评价学生的学习成果。
1.平时表现:通过观察学生在课堂上的参与度、提问回答等情况,评估其学习态度和理解能力。
2.作业:布置适量的作业,要求学生在规定时间内完成,评估其掌握知识和解决问题的能力。
端盖机械加工工艺过程卡片
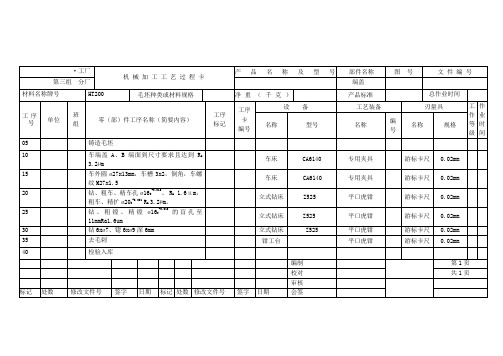
机械加工工艺过程卡
产品名称及型号
部件名称
图号
文件编号
第三组分厂
端盖
材料名称牌号
HT200
毛坯种类或材料规格
净重(千克)
产品标准
总作业时间
工序号
单位班组零(部件工序名称(简要内容)工序
标记
工序卡
编号
设备
工艺装备
刃量具
工作
等级
作业
时间
名称
型号
名称
编号
名称
规格
05
铸造毛坯
10
车端盖A、B端面到尺寸要求且达到Ra3.2µm
25
钻、粗镗、精镗ø160+0.018的盲孔至11mmRa1.6um
立式钻床
Z525
平口虎钳
游标卡尺
0.02mm
30
钻6xø7、锪6xø9深6mm
立式钻床
Z525
平口虎钳
游标卡尺
0.02mm
35
去毛刺
钳工台
平口虎钳
游标卡尺
0.02mm
40
检验入库
编制
第1页
校对
共1页
审核
标记
处数
修改文件号
签字
日期
标记
工厂机械加工工艺过程卡产品名称及型号部件名称图号文件编号第三组分厂端盖材料名称牌号ht200毛坯种类或材料规格净重千克产品标准总作业时间工序号单位班组零部件工序名称简要内容工序标记工序卡编号设备工艺装备刃量具工作等级作业时间名称型号名称编号名称规格05铸造毛坯10车端盖ab端面到尺寸要求且达到ra3
车床
CA6140
专用夹具
游标卡尺
0.02mm
端盖工艺卡
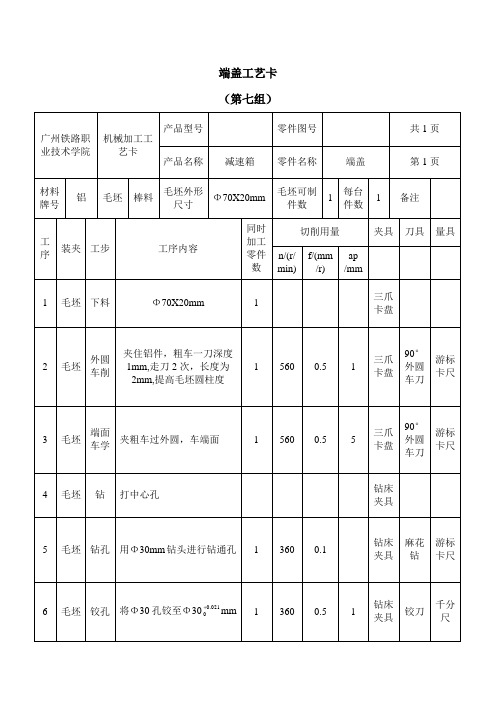
端盖工艺卡(第七组)广州铁路职业技术学院机械加工工艺卡产品型号零件图号共1页产品名称减速箱零件名称端盖第1页材料牌号铝毛坯棒料毛坯外形尺寸Φ70X20mm毛坯可制件数1每台件数1 备注工序装夹工步工序内容同时加工零件数切削用量夹具刀具量具n/(r/min)f/(mm/r)ap/mm1 毛坯下料Φ70X20mm 1 三爪卡盘2 毛坯外圆车削夹住铝件,粗车一刀深度1mm,走刀2次,长度为2mm,提高毛坯圆柱度1 560 0.5 1三爪卡盘90°外圆车刀游标卡尺3 毛坯端面车学夹粗车过外圆,车端面 1 560 0.5 5三爪卡盘90°外圆车刀游标卡尺4 毛坯钻打中心孔钻床夹具5 毛坯钻孔用Φ30mm钻头进行钻通孔 1 360 0.1 钻床夹具麻花钻游标卡尺6 毛坯铰孔将Φ30孔铰至Φ30021.00 mm 1 360 0.5 1 钻床夹具铰刀千分尺7 毛坯1粗车外圆Φ53.6处至外圆Φ61.6,长度5.8mm1 560 0.5 5三爪卡盘90°外圆车刀游标卡尺2粗车外圆Φ61.6处至Φ外圆67,长度4mm8 毛坯外圆车削(1)拆下工件,掉头,夹Φ53.6处(2)粗车外圆Φ61.603.00+处至外圆Φ67,保外圆Φ67长度为3mm1 560 0.5 5三爪卡盘90°外圆车刀游标卡尺9 毛坯端面车削车外圆Φ61.603.0+处端面保总长15.8mm1 800 0.2 1三爪卡盘90°外圆车刀游标卡尺10 毛坯内圆车削粗车内圆Φ51.6处,深度4mm1 360 0.3 2三爪卡盘内圆车刀游标卡尺11 半成品1拆1下工件,掉头,夹Φ61.6处半精车Φ53.6处至Φ6.5302.0-1 800 0.3 2三爪卡盘90°外圆车刀游标卡尺、千分尺2 半精车Φ61.6处至Φ6.6102.0-,3 半精车Φ67处至Φ6702.0-12 半成品外圆车削精车Φ61.6处至Φ6.6103.00+,精度7级 1 800 0.1 0.5 三爪卡盘90°外圆车刀千分尺13 半成品内圆车削拆下工件,掉头,夹Φ53.6处半精车内圆Φ51.6处至Φ51.603.0+18000.1 0.5三爪卡盘内圆车刀游标卡尺14 半成品外圆车削精车Φ61.6处至Φ6.6103.006.0--,精度7级 1 800 0.1 0.5三爪卡盘90°外圆车刀千分尺编制审核标准化(日期)会签(日期)标记处数更改文件号签字日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
卡片名称CRH3系动车组接地装置端盖注塑成型工艺卡零(部)件图号CJ-JD03-A001
零(部)件名称CRH3系动车组接地装置端盖
材料名称尼龙材料牌号PA6 材料颜色白色不透明每台共1页,第1页
零件毛重1655±10g零件净重1655±10g 消耗定额——
注
塑
形
成
时
间件数
设备型号注射机
注射成形工艺料
筒
温
度
第一段℃至℃闭模s
模具
编号
第二段℃至℃注塑s
第三段℃至℃保压s
附件
第四段℃至℃冷却s
第五段℃至℃启模s
喷嘴℃至℃总时间s
总高mm 压
力
注射MPa 模温℃至℃顶出高mm 保压MPa 螺杆类型卧式
图号名称数量螺杆转速r/min 加料制度
嵌件螺栓套机加工件9 工序号工序内容工艺装备工时
1 配色母
2 烘料烘干机
表 3 将干燥处理后的原料加入料斗,按注射成形工艺各参数进行注射成型模具
4 从模具内取出零件,去除毛刺及飞边,修边刀
描原
料
干
燥
处
理使用设备 5 将成品放到指定区域自然冷却。
盛料高度 6 检验卡尺
图号翻料时间h 7 入库
干燥温度℃
订单干燥时间h
设计(日期)审核(日期)标准化(日期) 会签(日期)
四川省广运塑胶制品有限公司工艺卡片。