充气巧克力的主要工艺参数研究
巧克力制造工艺的研究与优化
巧克力制造工艺的研究与优化巧克力是一种深受人们喜爱的食品,而制造一颗完美的巧克力并不是一件容易的事情,需要涉及到复杂的工艺与技术。
本文将讨论巧克力的制造工艺以及如何优化巧克力的质量和口感。
一、巧克力制造工艺巧克力的制造工艺主要包括以下几个步骤:可可豆的挑选、烘焙、磨碎、混合调味、融化、混合、混合、结晶和包装。
我们来逐一介绍一下这些步骤。
1.可可豆的挑选:生产巧克力的第一步是选择高质量的可可豆。
只有高质量的可可豆才能制造出品质上乘的巧克力。
2.烘焙:可可豆在烤焙过程中会释放出苦味和酸味,同时也增强了可可豆的味道。
烘焙还有助于破坏可可脂和可可粉中的细胞结构,从而使可可脂和可可粉更易于分离出来并使用。
3.磨碎:磨碎是将可可豆破碎,以分离可可质和可可脂,以及颗粒大小调整的过程。
4.混合调味:可可脂和可可粉加入糖、香料和其他原料混合在一起,这是机密的巧克力配方,不同的配方可以制造出不同口味的巧克力。
此步骤的关键在于仔细配制配方和确保所有的原料均匀混合在一起。
5.融化:将混合原料在恒定的温度下熔化。
对于制造高质量的巧克力而言,融化的时间和温度是非常重要的,不当的熔化将导致味道和口感下降,甚至可能破坏巧克力的结晶过程。
6.混合:通过反复混合来进一步提高巧克力的质量和口感。
7.结晶:将巧克力放入模具中将巧克力结晶为坚硬的矩形。
通过恰当的结晶过程,可以提高巧克力的质量和口感,同时也可以控制巧克力的外观。
巧克力的结晶对于制造高品质巧克力至关重要。
8.包装:包装也是非常重要的一个步骤,可以保护巧克力的质量和口感。
在包装过程中需要注意,巧克力被保持在最佳的保质期且不会被受到任何损坏。
二、优化巧克力的口感和质量巧克力的口感和质量受制造工艺的各个环节影响。
因此,优化巧克力的口感和质量非常重要,可以通过以下几个方面做到。
1.选择优质的可可豆。
优质的可可豆将产生非常美味的巧克力,因此有必要选择最好的原料。
2.精确的烘焙处理。
烤焙操作的长短和温度的控制是保证巧克力口感的一个重要因素。
巧克力充气过程的气体质量流量控制

巧克力充气过程的气体质量流量控制A l i c a t质量流量控制器可以用于巧克力行业?当然,充气巧克力因其独特的口感而越来越受欢迎。
1、巧克力充气过程那么,巧克力通常是如何添加气体的呢?该过程涉及高性能的质量流量控制。
当高压气体注入液体巧克力中充气时,就会形成气泡。
使用的气体通常是N2或CO2。
气体注入后,温度变化的液体巧克力被移动到模具中,然后降低压力,让巧克力冷却。
通过调节气体体积,从而控制巧克力气泡大小,降低压力有助于这一过程。
当巧克力冷却时,巧克力就会凝固,把气泡凝固在巧克力基质中。
2、Alicat和巧克力的合作Alicat收到了一家巧克力公司的咨询,他们正在寻找一种方法来改善上述过程中气体喷射控制。
他们一直通过旋钮式控制阀进行手动控制,这是非常不准确和不灵活的。
Alicat工程师建议使用带有高精度校准性能的MCH系列气体质量流量控制器来改进这一过程。
MCH系列气体质量流量控制器采用双并排阀门结构,也称为锤头阀,而不是标准的MCRH-5000slpmsingle阀结构。
高精度的校准和锤头阀组合确保了精确的巧克力气泡控制。
MCH系列气体质量流量控制器在需要的流速下,精确度为±0.4%的读数和±0.2%的全量表。
该质量流量控制器系列的最大入口压力为10bar(或145psi),这对于该充气过程已经足够。
3、Alicat质量流量控制器的特点该项目将会自动调控,并引入一个智能质量流控制器到工艺流程中,该控制器具有一个标准接口,用于操作人员控制新的和升级的工厂设备和过程控制系统,称为人机接口(HMI)。
在这种升级配置中,操作员可以通过HMI输入一个设定值,然后由HMI操作质量流量控制器。
通过人机界面的简单调节,质量流量控制器可以精确调节充气量。
Alicat MCH系列气体质量流量控制器也使巧克力充气过程更简单,因为它的高稳态控制范围在0.01%到100%的全尺度。
这使得一个质量流量控制器可以处理通常需要2-3个控制范围较低的质量流量控制器和2-3条气体管线的流量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
!#%" 充气
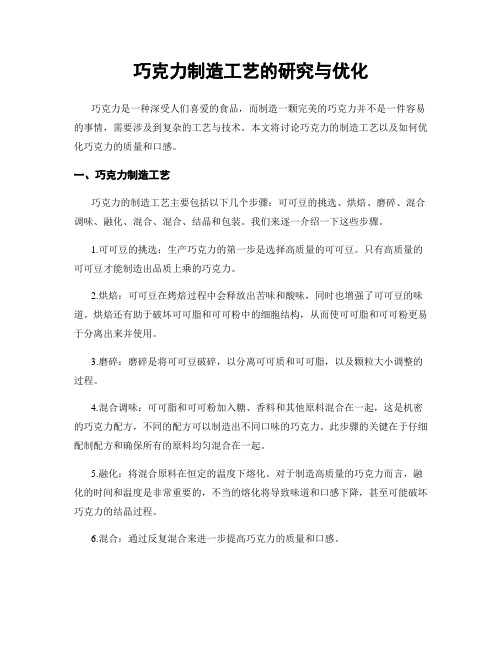
&%!%$’ 充气温度的影响 ’ 继续选择已确定的较佳工 艺参数来进行实验, 在 充 气 时 间 选 择 !"+67 的 条 件 下, 选择不同温度进行实验, 结果如图 ( 所示。
$ !"#
可以看出, 曲线有一个重要的转折点, )* +’*,-. 时充 气巧克力的密度大幅度下降, 并且在 ’*+!*,-. 达到曲 线的最低点, 考虑到生产中节省时间就是降低成本, 我 们选择 ’*,-. 作为单因素实验的最佳充气时间。
!:#" 实验方法
!"#"!( 充气巧克力生产的工艺流程 ( 巧克力液块 % 调
温%充气%浇铸%冷却%脱模%拣选%包装
!"#"#( 评价充气效果的方法 ( 充气效果最直接的评 价就是比较充气巧克力密度的变化。现有研 究 中,
[# ] 测巧克力密度的常用方法为密度瓶法 。
本研究中采用的测密度方法 如 下, 用一个容积 约为 L+E 的圆柱型容器, 称其重量为 +, 将充气前的 巧克力液块熔化后装满这个容器, 称得两者重量为 +! , 再用充气后的巧克力酱料装满该容器, 称得两者 重量为 +# 。根据容器的容积固定, 得到充气后的与 ( +# . + ) ( S +! . + ) , 本研 充气前的巧克力的比重 D R 究用比重来评价充气率。 !"#"&( 调温条件对充气率的影响 ( 调温过程包括预 结晶和回温两个阶段, 先将彻底熔化了的巧克力酱 料降温到 #)* 保持一定时间, 使可可脂形成一定量
!" 材料与方法
!:!" 材料与仪器
收稿日期: #%%).%K.!%( !通讯联系人 作者简介: 刘丽娜 ( !K)$. ) , 女, 在读研究生, 研究方向: 粮食油脂及植 物蛋白工程。
$ !"#
的晶体, 在将酱料回温到 !"# 一定时间, 使预结晶形
[! ] 。 成的部分不稳定晶型熔化转变成稳定的晶型
而在一定条件下会完成 ! ’ 型向 ! 型的转变, 再结合 核磁共振仪测得的可可脂结晶行为, 我们选择了先 使巧克力在较短时间内形成不同晶型 降到 &.# , 型和 ! 型) 。稳定的 ! 型晶体在 !( 4 !-# 才熔 ( !’
[3 ] 化 , 实验中选择的回温温度是 !"# , 以熔化不稳定
晶型或使其转变成稳定晶型, 最大程度地得到稳定 晶型。 &%&%$’ 预结晶时间对充气率的影响 ’ 遵循已定工艺 条件: 预结晶温度为 &.# , 充气温度为 !"# , 充气时 气体出口压力为 $ 个标准大气压, 预结晶 间 !"+67 ,
充气巧克力的主要工艺参数研究
! 刘丽娜! , 曹" 栋!, , 张" 琰# , 靖红兵# , 王玉川# , 谢仕潮! ( !" 江南大学食品学院, 江苏无锡 #!$!## ; #" 上海金丝猴集团有限公司, 上海 #%!&!’ )
摘( 要: 利用小核磁研究了可可脂在多个温度下的结晶行为, 确定了预结晶温度为 #)* 。同时研究了在 #)* 下预结 晶的时间, 回温温度为 &%* 的回温时间、 充气温度、 充气时间对充气巧克力充气率的影响。得到最佳生产充气巧克力 的条件是:#)* 下预结晶 #%+,-, &%* 回温 !%+,-, #$* 充气 &%+,-。 关键词: 天然可可脂, 充气, 巧克力, 结晶
[( ] 时间 。
$%&%(’ 充气条件对充气率的影响 ’ 经过调温的巧克 力酱料放在用来调节充气温度的水浴锅中, 将连结 普氮罐的细管插入酱料中, 搅拌器不断搅拌下进行 充气。 $%&%*’ 核磁共振测量固体脂肪含量 ( /01 ) ’ 将巧克 力液块在 ."# 保持 "%*2 , 使晶型完全熔化, 测得此时 的 /01 ; 在 "# 下放置 "%*2 , 使其充分凝固, 测得此时 再按低温到高温的顺序在每一个测定温度下 的 /01 ; 放置 "%*2 后, 再放入核磁共振仪中测定 /01
[- ] 晶型的熔点范围 , 有文献报道温度 &3 4 &5# 是 ! ’
图 !’ 回温时间对充气克力密度的影响
由图 ! 的趋势也可以看出, 随着晶体的熔化, 晶 体数量的减少, 充气巧克力的密度升高, 又一次验证 了在一定范围内晶体量越多, 充气巧克力的密度越 低。观察图 ! 可知, 在回温时间 $"+67 和 $*+67 处曲 线出现了转折, 这是由于可可脂在预结晶时形成多 种晶型, 而在回温时熔点低的晶型先熔化, &.# 下形 成低熔点的晶体所占比例较少, 所以对晶体总量影 响较小; 回温时间到 $*+67 时晶体大部分已经熔化, 所以充气巧克力的密度升到最高趋于平缓。通过此 实验确定回温温度为 !"# 的最佳时间为 $"+67 。
[* ]
图 &’ 预结晶时间对充气巧克力密度的影响
从图 & 中可以看出, 预结晶时间小于 &"+67 时, 充气巧克力的密度随着预结晶时间的延长而降低, 也就 是 充 气 率 在 增 加; 而 当 预 结 晶 时 间 大 于 &"+67 时, 随着预结晶时间的增长, 充气巧克力的密度不断 升高, 也就是充气率在下降, 从而确定预结晶温度为 &.# 的最佳预结晶时间为 &"+67 。 从图 & 中 的 趋 势 分 析 出 现 此 现 象 的 可 能 原 因 为: 预结晶时 间 小 于 &"+67 时, 晶 体 形 成 量 太 少, 使 得充气时可可脂不能很好地包裹住气泡, 造成充气 率低; 随着结晶时间的延长, 结晶量逐渐上升, 充气 率升 高; 预 结 晶 时 间 大 于 &"+67 时, 晶体形成量过 多, 使得充气时的可可脂酱料黏度太大, 气体没有进 入酱料而直接跑掉, 从而造成充气率降低以及气体 的浪费。 所以, 预结晶要使可可酱料达到合适的结晶量, 才能保证充气巧克力的充气率达到较佳效果。 &%&%&’ 回温时间的影响 ’ 在预结晶时间确定的基础 充气温度取 &(# , 上, 预结晶在 &.# 下保持 &"+67 , 充气时间为 !"+67 , 其他条件不变, 分别取回温时间
$%&’( )* +,-* %./0*-/,1 2,3,+.%.34 )5 ,.3,%.’ /0)/)1,%.
! !"# !$. %&! , ’() *+%,! , , -.(/0 1&%# , 2"/0 .+%,. 3$%,# , 4(/0 15. 675&%# , 8"9 :7$. 67&+!
( !"/,0-1-0- 2-,3456,78, 9:;, #!$!## , <=,-0; #">?@A4- B?-C48 >5?:D E7A"?F G=0-1=0,, G=0-1=0, #%!&!’ , <=,-0) 674%3,/%: !"# $%&’()**+,)(+-. /#")0+-% -1 ("# 2-*(#. $"-$-*)(# 3.4#% 4+11#%#.( (#25#%)(3%#’ 6)’ ’(34+#4 /& ("# 2+.+’5#$ , ).4 ("# 5%#. $%&’()**+,)(+-. (#25#%)(3%# 6)’ 4#(#%2+.#4 1-% #) 7" !"# 5%#. $%&’()**+,)(+-. (+2# +. #) 7, ("# ("# )#%)(#4 (#25#%)(3%# ).4 ("# )#%)(#4 (+2# 6-3*4 )11#$( ("# 1+**+.8 %)(# -1 ("# )#%)(#4 6)%2+.8 (+2# +. &% 7, $"-$-*)(#" !"# /#’( $-.4+(+-.’ 1-% ("# 5%-43$(+-. -1 )#%)(#4 $"-$-*)(# 6#%#: ("# 5%#. $%&’()**+,)(+-. -1 #% 2+. 3.4#% #) 7, +.’3*)(#4 1-% !% 2+. 3.4#% &% 7, )#%)(#4 &% 2+. 3.4#% #$ 7" 8.( 9)3’4: $-$-) /3((#%; )#%)(+-.; $"-$-*)(#; $%&’()* 中图分类号: HG#’$( ( ( ( 文献标识码: I( ( ( ( 文 章 编 号: !%%#.%&%J ( #%%K ) %L.%#)%.%& ( ( 随着近几年巧克力在中国市场的不断扩大, 除 了在一些外资企业的发展外, 国内的一些大型糖果 公司也开始注重巧克力产品发展。巧克力产品的品 种也越来越多, 其中充气巧克力就是随之发展起来 的一种新产品。新产品的开发过程往往伴随着许多 技术问题的出现, 充气巧克力的生产也不例外, 充气 率不高且持气性差成了充气巧克力开发中面临的难 题, 有待于研究和解决以指导生产。熔化的巧克 力 是一种由可可粉颗粒、 糖颗粒、 奶粉颗粒、 添加剂等 分散在液体可可脂中形成的多分散体 系[ ! ], 其中对 于充气巧克 力 来 说, 又 多 了 一 种 气 体 分 散 相, 而气 体分散相的 分 散 度 和 稳 定 性 就 是 研 究 充 气 巧 克 力 工艺的重点。对于一般气体和油脂的分散体系, 气 体在油脂中的分散度与油脂的溶气性有关, 而对于 可可脂这种具有六种晶型的同质多晶性油脂来说, 晶型的形成 情 况 对 可 可 脂 中 气 体 的 分 散 度 有 很 大 影响, 在充 气 巧 克 力 生 产 中 所 处 的 地 位 更 是 举 足 轻重。 黑巧克力液块、 牛奶巧克力液 块 ( 经 过 精 磨 精 炼后直接浇铸成型的大巧克力液块。 L%! 型超级恒温器( 上海市上海县实验仪器厂; /I&%%. M 型 强 力 电 动 搅 拌 器、 /I 系 列 搅 拌 机 调 速 器( 上海标本模型厂; 银河 <GL%!NI 型恒温槽 ( 重 庆银河试验仪器有限公司; OO.$ 型孔数显水浴锅 ( 江苏金 坛 环 宇 科 学 仪 器 厂; 恒 温 循 环 器 OP . !%LLL 型( 北京四环科学仪器厂; B,-,6D4Q DQ!#%( 瑞士。