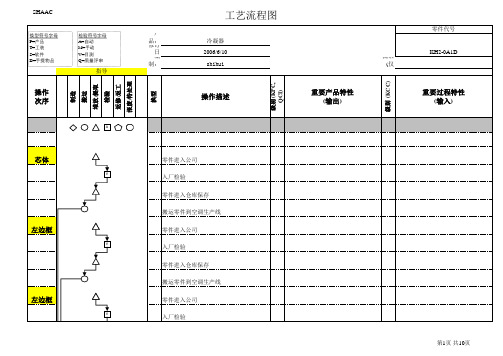
冷凝器工艺卡
冷凝器工艺流程图
指导
操作 次序
堆放/提取
操作描述
重要产品特性 (输出)
重要过程特性 (输入)
制造
搬运
检验
V
换型 入厂检验 T 安装垫板组件 取得橡胶块 安装橡胶块 T T 安装芯体 安装罩盖 取得卡子 安装卡子 取得硬管卡箍
零件进入仓库保存 搬运到组装芯体工位 030-3
030-4 030-5
030-6
安装进、出口管组件
制造
搬运
检验
M
换型 外观检查 返修 通电检验 返修 拆下气密堵板 取得进口堵盖 安装进口堵盖 粘贴合格证 P 装箱工位上料 取得包装器具 装箱 粘贴标识 P
080-1
A
080-2
080-3
080-4 080-5
090-1 090-2
搬运产品到成品库 第9页 共10页
SHAAC
工艺流程图
零件代号
检验符号字母 A=自动 M=手动 V=目测 Q=质量评审
指导
操作 次序
堆放/提取
操作描述
重要产品特性 (输出)
重要过程特性 (输入)
制造
搬运
检验
换型 P 加注工位上料 加注 P 检漏工位上料 检漏 返修 P 回收工位上料 回收 P 终检工位上料
040-5
安装调速电阻器
050-3
A
060-1
070-2
第8页 共10页
SHAAC
工艺流程图
零件代号
检验符号字母 A=自动 M=手动 V=目测 Q=质量评审
换型符号字母 P=产品 T=工装 S=软件 D=手提物品
产品: 修订日期: 编制: 报废/待处理 返修/返工
冷凝器 2006-6-10 级别(KPC, QCI) shihui 批准 (仅首页): 级别 (KCC) KH2-0A1D
阀门工艺过程卡片

划
划28-M10螺纹孔线
钳
平台
卷尺
70
钻
钻28-M10-6H螺纹孔
钳
Z3050
钻头¢8.5
卡尺
80
镶圈
将此件及¢6胶条装入阀体,用螺纹钉紧固
钳
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天津博纳斯威阀门有限公司
机械加工工艺过程卡片
卡尺
50
划
划两端法兰空钻孔找正线
钳
平台
60
钻
钻左端面法兰孔
钳
Z3050
钻头¢16
卡尺
70
钻
掉头,钻左端面法兰孔
钳
Z3050
钻头¢18
卡尺
80
钳
去掉尖角无刺,铸件表面凸出物
钳
手砂轮
90
检
检查
检
卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
机械加工工艺过程卡片
产品型号
DN100 Q41F-16C
零件图号
100Q41F16C-02
产品名称
球阀
零件名称
阀体
共1页
第1页
材料牌号
WCB
毛坯种类
铸件
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
CH-4工艺卡
2
3
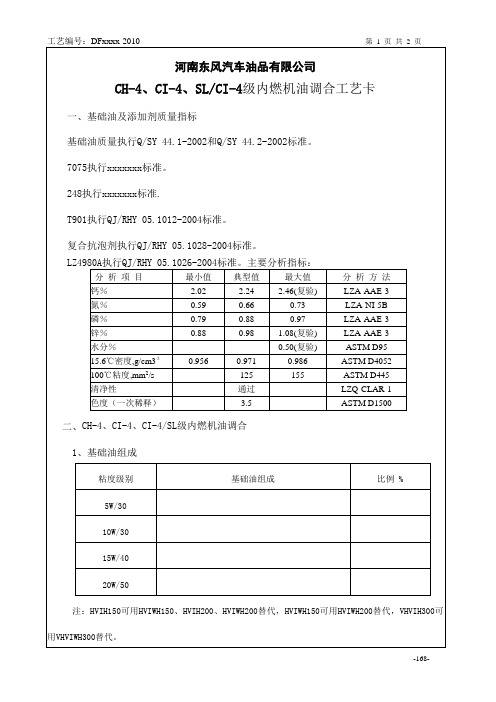
最小值 2.02 0.59 0.79 0.88 0.956
典型值 2.24 0.66 0.88 0.98 0.971 125 通过 3.5
最大值 2.46(复验) 0.73 0.97 1.08(复验) 0.50(复验) 0.986 15 年 月 日
实施日期: 年 月 日
-169-
分 析 方 法 LZA-AAE-3 LZA-NI-5B LZA-AAE-3 LZA-AAE-3 ASTM D95 ASTM D4052 ASTM D445 LZQ-CLAR-1 ASTM D1500
二、CH-4、CI-4、CI-4/SL级内燃机油调合 1、基础油组成
粘度级别 5W/30 10W/30 15W/40 20W/50 注:HVIH150可用HVIWH150、HVIH200、HVIWH200替代,HVIWH150可用HVIWH200替代,VHVIH300可 用VHVIWH300替代。
工艺编号:DFxxxx-2010
第 1 页 共 1 页
河南东风汽车油品有限公司
CH-4、CI-4、SL/CI-4级内燃机油调合工艺卡 CHCISL/CI一、基础油及添加剂质量指标 基础油质量执行Q/SY 44.1-2002和Q/SY 44.2-2002标准。 7075执行xxxxxxx标准。 248执行xxxxxxx标准. T901执行QJ/RHY 05.1012-2004标准。 复合抗泡剂执行QJ/RHY 05.1028-2004标准。 LZ4980A执行QJ/RHY 05.1026-2004标准。主要分析指标:
-168-
基础油组成
设备检修工艺卡-压力表
乙 方
一级
签名方
一级
签名:
二级
签名:
三级
签名:
伊犁新天煤化工
有限责任公司
质量监督点签证单
页:
版次:1
编号:
设备名称
工作负责人
监督点类别
□H
□W
监督点名称
监督点编号
质
量
监
督
点
自
检
情
况
检修标准:
检修情况:
记录者:
甲方
乙方
验收
级别
意见
签字
日期
验收
级别
意见
签字
日期
一级
□合格□不合格
一级
□合格□不合格
二级
□合格□不合格
二级
□合格□不合格
三级
□合格□不合格
三级
□合格□不合格
3、使用压力校验台对压力表进行校验,并填写校验记录
5、将二次阀及压力表回装
6、就地压力表挂牌、计量标签粘帖,重新投用压力表
二、质量要求:
1、压力表外观无损坏
2、压力表零点指示正常
3、相对误差及变差在精度等级范围内
4、轻敲位移在允许误差范围内
3、检修记事(主要工作内容及遗留问题):
四、设备变动情况及材料消耗:
伊犁新天煤化工
有限责任公司
设备检修工艺卡
页:
版次:
编号:
检修工艺卡清单
序号
名称
编号
二级验收人
三级验收人
伊犁新天煤化工
有限责任公司
设备检修工艺卡
页:
版次:
编号:
项目名称:热电就地压力表及电接点压力表检修
压力容器制造工艺卡new
xxxxxxxxxxxxxxx有限公司
压力容器制造工艺流程卡
产品编号产品名称
产品图号工艺编号
编制
校核
审批
xxxx年xx月
--
有限公司
工艺文件目录
--
图纸会审记录
--
压力容器ZGR09—003部件布置排版图
编制:年月日审核:年月日
--
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
压力容器制造工艺过程卡
压力容器制造工艺过程卡
压力容器制造工艺过程卡
压力容器制造工艺过程卡
压力容器制造工艺过程卡
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
--
压力容器制造工艺过程卡
--
*(--
产品油漆、包装工艺卡
--
--。
冷凝器计算
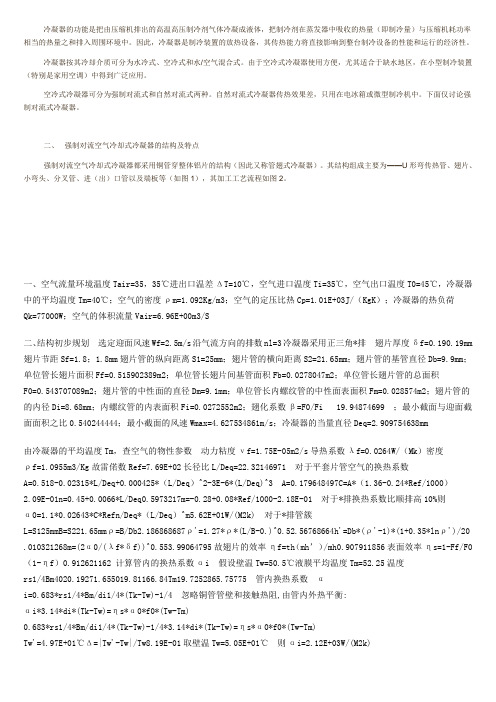
冷凝器的功能是把由压缩机排出的高温高压制冷剂气体冷凝成液体,把制冷剂在蒸发器中吸收的热量(即制冷量)与压缩机耗功率相当的热量之和排入周围环境中。
因此,冷凝器是制冷装置的放热设备,其传热能力将直接影响到整台制冷设备的性能和运行的经济性。
冷凝器按其冷却介质可分为水冷式、空冷式和水/空气混合式。
由于空冷式冷凝器使用方便,尤其适合于缺水地区,在小型制冷装置(特别是家用空调)中得到广泛应用。
空冷式冷凝器可分为强制对流式和自然对流式两种。
自然对流式冷凝器传热效果差,只用在电冰箱或微型制冷机中。
下面仅讨论强制对流式冷凝器。
二、强制对流空气冷却式冷凝器的结构及特点强制对流空气冷却式冷凝器都采用铜管穿整体铝片的结构(因此又称管翅式冷凝器)。
其结构组成主要为——U形弯传热管、翅片、小弯头、分叉管、进(出)口管以及端板等(如图1),其加工工艺流程如图2。
一、空气流量环境温度Tair=35,35℃进出口温差ΔT=10℃,空气进口温度Ti=35℃,空气出口温度T0=45℃,冷凝器中的平均温度Tm=40℃;空气的密度ρm=1.092Kg/m3;空气的定压比热Cp=1.01E+03J/(KgK);冷凝器的热负荷Qk=77000W;空气的体积流量Vair=6.96E+00m3/S二、结构初步规划选定迎面风速Wf=2.5m/s沿气流方向的排数nl=3冷凝器采用正三角*排翅片厚度δf=0.190.19mm 翅片节距Sf=1.8;1.8mm翅片管的纵向距离S1=25mm;翅片管的横向距离S2=21.65mm;翅片管的基管直径Db=9.9mm;单位管长翅片面积Ff=0.515902389m2;单位管长翅片间基管面积Fb=0.0278047m2;单位管长翅片管的总面积F0=0.543707089m2;翅片管的中性面的直径Dm=9.1mm;单位管长内螺纹管的中性面表面积Fm=0.028574m2;翅片管的的内径Di=8.68mm;内螺纹管的内表面积Fi=0.0272552m2;翅化系数β=F0/Fi19.94874699 ;最小截面与迎面截面面积之比0.540244444;最小截面的风速Wmax=4.627534861m/s;冷凝器的当量直径Deq=2.909754638mm由冷凝器的平均温度Tm,查空气的物性参数动力粘度νf=1.75E-05m2/s导热系数λf=0.0264W/(Mk)密度ρf=1.0955m3/K g故雷偌数Ref=7.69E+02长径比L/Deq=22.32146971 对于平套片管空气的换热系数A=0.518-0.02315*L/Deq+0.000425*(L/Deq)^2-3E-6*(L/Deq)^3 A=0.179648497C=A*(1.36-0.24*Ref/1000)2.09E-01n=0.45+0.0066*L/Deq0.5973217m=-0.28+0.08*Ref/1000-2.18E-01 对于*排换热系数比顺排高10%则α0=1.1*0.02643*C*Refn/Deq*(L/Deq)^m5.62E+01W/(M2k) 对于*排管簇L=S125mmB=S221.65mmρ=B/Db2.186868687ρ'=1.27*ρ*(L/B-0.)^0.52.56768664h'=Db*(ρ'-1)*(1+0.35*lnρ')/20 .010321268m=(2α0/(λf*δf))^0.553.99064795故翅片的效率ηf=th(mh’)/mh0.907911856表面效率ηs=1-Ff/F0(1-ηf)0.912621162 计算管内的换热系数αi假设壁温Tw=50.5℃液膜平均温度Tm=52.25温度rs1/4Bm4020.19271.655019.81166.84Tm19.7252865.75775 管内换热系数αi=0.683*rs1/4*Bm/di1/4*(Tk-Tw)-1/4 忽略铜管管壁和接触热阻,由管内外热平衡:αi*3.14*di*(Tk-Tw)=ηs*α0*f0*(Tw-Tm)0.683*rs1/4*Bm/di1/4*(Tk-Tw)-1/4*3.14*di*(Tk-Tw)=ηs*α0*f0*(Tw-Tm)Tw'=4.97E+01℃Δ=|Tw'-Tw|/Tw8.19E-01取壁温Tw=5.05E+01℃则αi=2.12E+03W/(M2k)5计算传热系数及传热面积取污垢系数ri=0,r0-0.0086(M2k)/W 计算传热系数K0=1/((1/αi+ri)*f0/fi+δ/λ*f0/fm+1/(ηs*α0))3.46E+01传热温差Θm=(ta2-ta1)/ln((tk-ta1)/(tk-ta2))13.38303969℃所需传热面积F=Qk/(K0*Θm)1.66E+02m2翅片管的总长L=F/f03.06E+02m 确定冷凝器的结构尺寸,选取垂直方向的排数,沿气流方向的排数NL N=40则宽A=L/(N*NL*2)1.27E+00m取A=1.4m则传热面积A'=12.2103296m2则实际风速Wf=2.49E+00m/s 计算空气侧阻力气流流过横向整套片的阻力损失由于*排比顺排阻力要大20%Δpa=(1+0.2)*9.81*A*(L/Deq)*(ρ*νmax)1.746.89073292Pa风机的全压P=50.31417042Pa选两台CFE710-6T_-C10-S 风量大概15000*2重新计算压力13150m3/h迎面风速Wf=2.609127m/s迎面风速Wmax=4.82953m/sΔpa=(1+0.2)*9.81*A*(L/Deq)*(ρ*νmax)1.77.06E+01Pa蒸发器的校核计算热负荷Q0=54000W制冷剂流量g=354g/s内表面的热流量qi=4422.485041W/m2取质量流速g=150kg/(m2s)总流通面积A=0.00236m2每根管的有效流通面积Ai=5.91438E-05m2蒸发器的分路数Z=39.90275631取Z'=40每一分路R22流量Gd=0.00885kg/s查的B值B=1.38则αi=B*Gd^0.2*qi^0.6/di^0.61424.149983 2、确定空气在蒸发器的状态变化由进口的空气参数t1=7℃,ts1=6℃,查焓湿图得I1=20.56KJ/kgd1=5.368g/kg干空气的密度ρρ=1.2Kg/m3空气的定压比热容Cp=1.005KJ/(kg℃)水蒸气的定压比热容Cp=4.19KJ/(kg℃)出口的干球温度t2由能量守衡Q0=Cp*ρ*V*(t2-t1)t2=0.870949℃假设出口的干球温度为t2‘=2℃由能量守衡Q0=ρ*V*(I1-I2)I2=14.4003KJ/KgI=Cpg*t+(2500+Cpq*t)*dd=0.00494Kgts2=2.81℃Tw=1.75℃,Iw=12.47KJ/Kg,dw=4.274g/kgTw=1.75℃Iw=12.47KJ/kgdw=4.274g/kg干在蒸发器中空气的平均焓值Im=Iw+(I1-I2)/Ln((I1-Iw)/(I2-Iw))Im=16.76861KJ/kg由Tm可得Tm=4.6℃dm=4.833g/kg求析湿系ξ=1+2.46*(dm-dw)/(tm-tw)ξ=1.482505空气的气体常数Ra=287.4T!=280K进口状态的比容ν1=Ra*T1*(1+0.0016d1)/Pbν1=0.801058m3/kg故空气的体积流量空气侧的换热系数空气的迎面风速Wf=Wf=2.609127m/s则空气侧的换热系数α0=57.8W/(M2k)凝露工况下的翅片效率m=(2*α0*ξ/(λf*δf))^0.5m=47.78611则ηf=ηf=0.926096故凝露工况下的换热系数αj=αj=79.67994W/(M2k)设翅片侧热阻以及翅片与管壁热阻之和4.80E-03m2k/WK0=1/(f0/fi/αi+r+1/αj)3.19E+01传热温差Θm=(t1-t2)/ln((t1-t0)/(t2-t0))6.80519则传热量Q=K0*Θm*F3.61E+04哪有这么麻烦,最简单12平米/hp设计冷凝器,风量10度温差,蒸发器肯定够。
工艺卡片

100
3
1
3
钻底孔至Ø12
Ø12麻花钻
800
30.14
200
6
1
4
扩孔至Ø14
Ø14扩孔刀
700
26.38
150
7
1
5
铰孔至尺寸
Ø15铰刀
500
23.55
150
7.5
1
6
钻M16孔底孔
ø14.8/20麻花钻
1000
46.47
200
25
1
7
攻丝M16
M16丝锥
100
5.02
125
20
1
秦皇岛职业技术学院
15.1
100
3
1
5
钻底孔ø6.8
Ø6.8/10麻花钻
1000
21.35
200
16
1
6
攻丝8*M8
M8丝锥
100
2.52
125
12
1
产品名称
零件名称
小型涡轮减速器箱体
共
7
页
第
1
页
车间
工序号
工序名称
材料牌号
机加
04
铣
HT200
毛坯种类
毛坯尺寸
每毛坯可制件数
每台件数
铸造件
见图2-3
1
设备名称
设备型号
设备编号
同时加工件数
铣床
1
夹具编号
夹具名称
切削液
专用夹具
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工艺过程卡、工序卡

进给量 mm/r 0.4 0.4
切削深度 mm 5 2
进给次数
工步工时 机动 辅助
三面刃铣刀 三面刃铣刀
设 计(日 期) 标记 处数 更改文 件号 签 字 日 期 标记 处数 更改文 件号 签 字 日期 指导 2012.5.30
审 核(日期)
标准化(日期)
会 签(日期)
设计
审核
机械加工工序卡片
产品型号 产品名称
设计
审核
机械加工工序卡件名称 车 间
5 小型芯 工 序 号 3 共( 1)页 工序名称 车外圆 每毛坯可制件数 1 设备编号 第( 1)页 材料牌号 T10A 每台件数 1 同时加工件数 1 夹具名称 专用夹具 切削液 乳化液 工序工时 准终 单件
毛坯种类 模锻件 设备名称 普通车床 夹具编号
机械加工工艺过程卡片
毛 坯 种 类 工 序 号 1 2 3 4 5 6 7 8 9 10 11 12 13 工名序 称 准备 锻造 热处理 钳工 铣削 铣削 热处理 平磨 磨削 钳工 辅 检验 辅 a. b. c. a. b. 工 模锻件 序 下料
产品型号 产品名称 毛坯外形尺寸 190mmX190mmX30 mm 车 间
产品型号 产品名称 毛坯外形尺寸 190mmX190mmX30 mm 车 间
零件图号 零件名称 每毛坯可制件数 设 备
6 垫板 1 每台件数 工 夹具名称及编号 1
共( 1 )页 牌号 备 艺 装 注 备 辅助工具
第( 1 )页 45
内
容
工 准终
时 单件
切削刀具 量具名称及编号 锯条
锻造毛胚按 190mmX190mmX32mm 切断 退火 画线并找正各孔 钻、扩、铰 10、 16、 25、 6、 12.5 对 10 的孔进行攻丝 用端铣刀粗铣六个平面 半精铣各平面 淬火并回火到 40-45HRC 平磨各平面达设计要求 修整各型腔圆角达设计要求,去毛刺 清洗 检验 油封,入库
制冷剂装卸工艺卡片
制冷剂装卸工艺卡片
嘿,朋友们!今天咱来聊聊制冷剂装卸工艺卡片这档子事儿。
你说这制冷剂啊,就像是夏天里的那一抹清凉,冬天里的那一丝温暖,可重要着呢!那装卸它呀,就得像呵护宝贝一样小心翼翼。
想象一下,要是装卸的时候不小心出了岔子,那可不得了!就好比你正美滋滋地吃着冰淇淋,突然掉地上了,多心疼呀!所以啊,咱得把这活儿干得漂漂亮亮的。
先说说这准备工作吧,那可得细致入微。
工具得齐全吧,就像战士上战场,枪可不能少。
检查设备是不是完好无损,这就跟出门前照镜子一样,得看看自己是不是整整齐齐的。
还有啊,场地得清理干净,可不能有乱七八糟的东西挡道。
装卸的时候呢,动作要轻柔,别毛毛躁躁的。
就跟抱小婴儿似的,轻点儿,再轻点儿。
而且得按照规定的步骤来,一步一步,可不能乱了套。
要是随心所欲地来,那不就乱了锅啦!
还有哦,注意安全那是重中之重!这可不是开玩笑的事儿。
就好像过马路得看红绿灯一样,不能马虎。
万一出点啥意外,那可真的是追悔莫及呀!
装卸完了也不能掉以轻心。
得检查检查有没有遗漏的地方,有没有什么小问题。
这就跟考试完了检查试卷似的,多看看总没坏处。
总之啊,制冷剂装卸工艺卡片这事儿,可大可小。
咱得认真对待,不能敷衍了事。
把每一个细节都做好,才能保证一切顺顺利利的。
这不仅是对工作负责,也是对自己负责呀!大家说是不是这个理儿?咱可不能在这上面栽跟头,得把它干得妥妥当当的,让大家都放心!。
工艺卡的工艺装备有哪些

工艺卡的工艺装备有哪些工艺卡的工艺装备有很多种,可以根据不同的工艺流程和需求进行选择。
以下是一些常见的工艺卡的工艺装备:1. 热处理设备:热处理设备主要用于对金属材料进行退火、淬火、时效等热处理工艺。
常见的热处理设备包括炉膛炉、盐浴炉、电阻炉和电弧炉等。
这些设备通过加热和冷却来改变材料的物理和化学性质,以提高材料的硬度、强度和耐腐蚀性。
2. 切削设备:切削设备主要用于将工件从原材料中切割或切削出所需形状。
常见的切削设备包括铣床、车床、钻床、冲床和剪板机等。
这些设备使用不同的切削工具如铣刀、刀具和钻头等,通过旋转、推拉和冲击等方式对工件进行加工。
3. 焊接设备:焊接设备主要用于将不同金属或非金属材料通过熔接形成结合。
常见的焊接设备包括电弧焊机、气体焊机、激光焊机和电阻焊机等。
这些设备通过提供热能和压力,使材料达到熔点并形成永久连接。
4. 表面处理设备:表面处理设备主要用于对工件表面进行清洗、涂覆和修饰等处理工艺。
常见的表面处理设备包括喷涂设备、镀锌设备和喷砂设备等。
这些设备通过物理或化学方法,如喷涂、电镀和化学反应等,改变工件表面的性质。
5. 换热设备:换热设备主要用于在工艺过程中进行热能交换。
常见的换热设备包括散热器、冷凝器和加热器等。
这些设备通过传递热量来调节工艺中的温度和能量。
6. 流体控制设备:流体控制设备主要用于控制和调节流体的流动、压力和温度。
常见的流体控制设备包括阀门、泵站和管道系统等。
这些设备通过开关、调节和分配流体来实现工艺过程中的流体控制。
以上只是一些常见的工艺卡的工艺装备,实际上还有很多其他的工艺装备,如物料搬运设备、检测设备和自动化控制设备等,都在不同的工业领域和工艺流程中起着重要的作用。
每个工艺卡的工艺装备都有其独特的功能和特点,可以根据具体的工艺需求进行选择和配置。
刮板式冷凝器的焊接工艺说明书
摘要随着国民经济的发展,冷凝器已成为众多部门中的重要通用机械。
在化工生产中,大中型冷凝器应用十分广泛。
本次毕业设计的设计题目就是刮板冷凝器的设计制造与改造。
在科学技术飞速发展的当今时代,焊接已经成功地完成了自身的蜕变。
很少有人注意到这个过程何时开始,何时结束。
但它确确实实地发生在过去的某个时段。
我们今天面对着这样一个事实:焊接已经从一种传统的热加工技艺发展到了集材料、冶金、结构、力学、电子等多门类科学为一体的工程工艺学科。
而且,随着相关学科技术的发展和进步,不断有新的知识融合在焊接之中。
在机械设备生产加工过程中,焊接是其主要的生产环节,本课题围绕焊接工艺展开设计。
焊接过程中的一整套工艺程序及其技术规定。
内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
本课题的目的是通过对L型刮板式冷凝器的焊接工艺,例如:封头、筒体、管板、折流板等零部件的焊接工艺设计,使学生掌握设备主体材料的性能及制造工艺规程设计方法。
培养学生掌握焊接工艺的知识;能正确的掌握焊接方法,并且系统的整理已学过的知识;初步掌握综合分析焊接加工中的可能遇到的问题、金属材料的因素,并能提出正确的改进措施;掌握对金属材料加工工艺的基本原理和方法。
关键词:刮板冷凝器;焊接IAbstractWith the development of the national economy, the condenser has become a large sector of the important general machinery. In chemical production, large and medium-sized condenser of a very wide range. The graduation project is the subject of the design scraper condenser and the transformation of the design and manufacture.Rapid development of science and technology in the contemporary era, welding has been successfully completed its own metamorphosis. Very few people noted that this process will start, when the end. However, it does indeed ground in the past a certain time. Today, we face this fact: welding from a traditional thermal processing techniques developed to collect the materials, metallurgy, structural, mechanical, electronic, and other categories of science and technology as one of the subjects. Moreover, with technology-related disciplines of development and progress.Production and processing machinery and equipment in the process of welding is the main production areas, the welding process started on the subject design. In the process of welding procedures and a set of technical requirements. Include: welding method, solder pre-processing, assembly, welding materials, welding equipment, welding sequence, welding operation, welding, and welding process parameters after treatment.The purpose of this issue through the L-shaped scraper condenser of the welding process, such as: head, cylinder, the plate, baffled and other parts of the welding technology designed to enable students to master the properties of the main equipment and manufacturing process Design of a point of order.Training students to master knowledge of welding technology; can grasp the correct welding methods, systems and the collation of those who have learned the knowledge; preliminary master comprehensive analysis of the welding process might encounter the problem of metal materials, and to ask the right improvement .Key Words: Scraper Condenser; WeldingII目录摘要 ......................................................................................... 错误!未定义书签。
生产工艺卡
日期:月 日
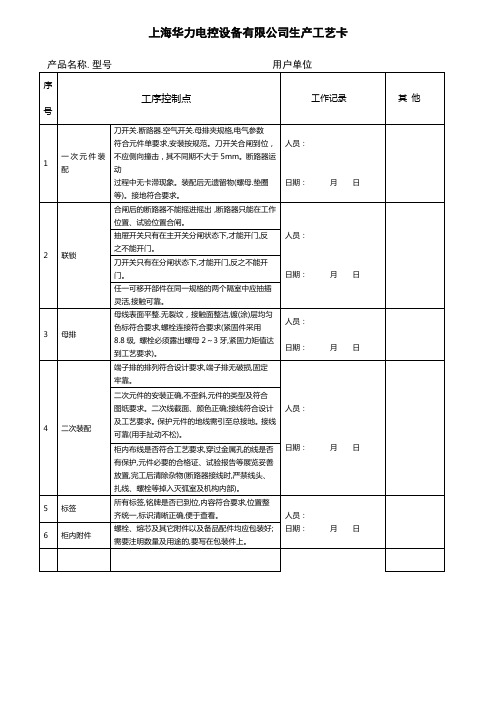
2
联锁
合闸后的断路器不能摇进摇出,断路器只能在工作
位置、试验位置合闸。
人员:
日期:月 日
抽屉开关只有在主开关分闸状态下,才能开门,反
之不能开门。
刀开关只有在分闸状态下,才能开门,反之不能开
门。
任一可移开部件在同一规格的两个隔室中应抽插
灵活,接触可靠。
3
母排
母线表面平整.无裂纹合要求(紧固件采用
8.8级, 螺栓必须露出螺母2~3牙,紧固力矩值达
到工艺要求)。
人员:
日期:月 日
4
二次装配
端子排的排列符合设计要求,端子排无破损,固定
牢靠。
人员:
日期:月 日
二次元件的安装正确,不歪斜,元件的类型及符合
图纸要求。二次线截面、颜色正确;接线符合设计
及工艺要求。保护元件的地线需引至总接地。接线
螺栓、熔芯及其它附件以及备品配件均应包装好;
需要注明数量及用途的,要写在包装件上。
备注
可靠(用手扯动不松)。
柜内布线是否符合工艺要求,穿过金属孔的线是否
有保护,元件必要的合格证、试验报告等展览妥善
放置,完工后清除杂物(断路器接线时,严禁线头、
扎线、螺栓等掉入灭弧室及机构内部)。
5
标签
所有标签,铭牌是否已到位,内容符合要求,位置整
齐统一,标识清晰正确,便于查看。
人员:
日期:月 日
6
柜内附件
上海华力电控设备有限公司生产工艺卡
产品名称.型号 用户单位
序号
工序控制点
工作记录
其 他
1
一次元件装配
刀开关.断路器.空气开关.母排夹规格,电气参数
阀腔零件工艺过程卡与工序卡讲解

机械加工工艺过程卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第1 页车间工序号工序名材料牌号机加III 铣底面QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工立式铣床X52K夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件147工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣底面至YT8硬质合金端铣刀、游标卡尺、粗糙块1.78 1.12 0.3 198 1 65.42 半精铣底面YT15硬质合金端铣刀、游标卡尺、粗糙块2.0 1.256 0.25 198 1 81.6设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第2 页车间工序号工序名材料牌号机加 IV 粗铣上表面QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工立式铣床X52K夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件81.6工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 粗铣上表面至YT8硬质合金端铣刀、游标卡尺、粗糙块1.6 1 0.3 198 1 81.6设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第3 页车间工序号工序名材料牌号机加 V 精铣底面QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工立式铣床X52K夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件104.4工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 精铣底面至YT30硬质合金端铣刀、游标卡尺2.5 1.57 0.2 198 1 104.4设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第6页车间工序号工序名材料牌号机加 VI 镗孔QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工卧式镗床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件104.6工步号工步内容工艺设备主轴转速/r﹒min-1切削速度mm.min-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗直径100mm的孔至YT8硬质合金圆形镗刀、游标卡尺、粗糙块75 53 0.8 30.9 1 30.92 半精镗直径100mm的孔至YT15硬质合金圆形镗刀、游标卡尺、粗糙块95 63.6 0.6 30.9 1 32.53 精镗直径100mm的孔至YT30硬质合金圆形镗刀、游标卡尺、塞规150 96.7 0.3 30.9 1 41.2设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件签字日期标记处数更改文件号签字日期机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第7页车间工序号工序名材料牌号机加 VI 镗孔QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工卧式镗床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件38.2工步号工步内容工艺设备主轴转速/r﹒min-1切削速度mm.min-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗直径65mm的孔至YT8硬质合金圆形镗刀、游标卡尺、粗糙块75 53 0.8 12 1 122 半精镗直径65mm的孔至YT15硬质合金圆形镗刀、游标卡尺、粗糙块118 63.6 0.6 12 1 10.23 精镗直径65mm的孔至YT30硬质合金圆形镗刀、游标卡尺、塞规150 96.7 0.3 12 1 16设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改签日标处更改文件号签日号机械加工工序卡片机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第8 页车间工序号工序名材料牌号机加 VI 镗孔QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工卧式镗床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件36.38工步号工步内容工艺设备主轴转速/r﹒min-1切削速度mm.min-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 粗镗直径76mm的孔至YT8硬质合金圆形镗刀、游标卡尺、粗糙块75 49.9 0.8 11 1 10.082 半精镗直径76mm的孔至YT15硬质合金圆形镗刀、游标卡尺、粗糙块95 63.6 0.6 11 1 11.63 精镗直径76mm的孔至YT30硬质合金圆形镗刀、游标卡尺、塞规150 98.7 0.3 11 1 14.7设计(日期)审核(日期)标准化(日期)会签(日期)标记处更改签日标处更改文件号签日号机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第9 页车间工序号工序名材料牌号机加 VII 钻、扩4 18孔QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件37.08工步号工步内容工艺设备主轴转速/r﹒min-1切削速度mm.min-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 钻孔至直径8mm 直柄麻花钻(高速钢钻头)、游标卡尺、塞规195 8.83 0.48 6 1 8.282 扩孔至直径18mm 直柄麻花钻(高速钢钻头)、游标卡尺、塞规195 25.3 0.13 6 1 28.8设计(日期)审核(日期)标准化(日期)会签(日期)标记处数文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号产品名称零(部件)名称阀腔共11页第10页车间工序号工序名材料牌号机加 VIII钻、扩、绞2×20mm孔QT450-10毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件335.5×198×132 1 1设备名称设备型号设备编号同时加工立式钻床Z525夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/s准终单件30.3工步号工步内容工艺设备主轴转速/r﹒min-1切削速度mm.min-1进给量/mm﹒z-1走刀长度/mm进给次数工步工时/s机动辅助1 钻孔至直径φ18mm莫氏锥柄麻花钻、游标卡尺140 10.34 0.8 16.5 1 12.182 扩孔至直径18mm 锥柄扩孔钻、游标卡尺140 10.74 0.8 16.5 1 9.63 绞孔至直径φ20mm硬质合金锥柄铰刀140 10.78 0.8 16.5 1 8.52设计(日期)审核(日期)标准化(日期)会签(日期)。
机械制造技术-工艺规程卡及工艺卡片-模板

端铣刀
游标卡尺
104
49。1
0。8
1.5
1
15。6s
2.34s
3
粗铣B面至33.969-34.031
mm Ra12。5μm
端铣刀
游标卡尺
104
49。1
0.8
1。5
1
15.6
2。34s
4
粗铣D面至13-12.73mmRa12.5μm
端铣刀
游标卡尺
104
49.1
0.8
1。5
1
15。6
2。34s
设计
(日期)
审核
(日期)
标准化
(日期)
会签
(日期)
标记
处数
更改文
件号
签字
日期
标记
处数
更改文
件号
签字
日期
描图
描校
底图号
装订号
蚌埠学院
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
调整臂外壳
共1页
第1页
材料牌号
KT350
毛坯种类
铸件
毛坯外形尺寸
每毛坯可制件数
1
每台件数
1
备注
工序号
工名序称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
粗铣凸台两端面
粗铣两端面至34.031~33。969mmRa12。5μm
X51立式铣床
高速钢套式面铣刀、游标卡尺、专用夹具
35.88s
2
半精铣凸台两端面
半精铣两端面至32~31。83mmRa6.3μm
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT142-2
邦能达(北京)无损检测有限公司
编号:2009RT121
邦能达(北京)无损检测有限公司
编号:2009RT142-1
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT138
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT134
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT141
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT141-1
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT133
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT142
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT130
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT140
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT121
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT120
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT112
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT111
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT110
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT105
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT147
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT147-1
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT145
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT145
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT105
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT145
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT102
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT103
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2008-RT-027
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT094
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT046-1
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT046-2
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT101
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT115
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT117
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT122
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT125
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT153
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT154
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT155
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT156
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT157
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT158
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT158
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT158
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT159
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT159
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT160
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT161
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT162
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT163
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT165
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT165
邦能达(北京)无损检测有限公司
射线照相透照工艺卡
编号:2009RT166。