美国给水工程协会 AWWA C507-1999 6-48in(150-1200mm)的球阀-中文版
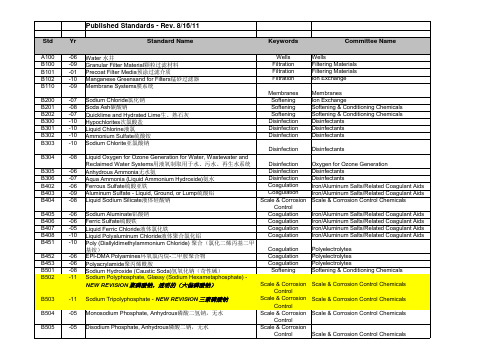
AWWA标准目录中英对照
Keywords
Wells Filtration Filtration Filtration Membranes Softening Softening Softening Disinfection Disinfection Disinfection Disinfection Disinfection Disinfection Disinfection Coagulation Coagulation Scale & Corrosion Control Coagulation Coagulation Coagulation Coagulation Coagulation Coagulation Coagulation Softening Scale & Corrosion Control Scale & Corrosion Control Scale & Corrosion Control Scale & Corrosion Control Scale & Corrosion Control
-06 -10 -08 -10 -10 -05 -08 -10 -05 -07 -06 -06 -06 -08 -10 -08 -07 -05 -09
Carbon Dioxide二氧化碳 Potassium Hydroxide氢氧化钾 Sulfur Dioxide 二氧化硫 Calcium Chloride氯化钙 Powdered Activated Carbon活性炭粉 Sodium Metabisulfite焦亚硫酸钠 Copper Sulfate硫酸铜 Permanganates高锰酸盐
Scale & Corrosion Control Chemicals Scale & Corrosion Control Chemicals
国际饮用水水质标准汇编
《国际饮用水水质标准汇编》简介2000-4-28 13:24:18饮用水的安全性对人体健康至关重要。
世界有很多国家不同的饮用水水质标准。
而最具有代表性和权威性的是世界卫生组织(WHO)水质准则,它是世界各国制定本国饮用水水质标准的基础和依据。
另外,还有比较有影响的欧共体饮水指令(EC Directive)和美国安全饮用水法案(Safe Dringking Water Act )。
WHO于1992年9月在日内瓦举行会议,讨论修改1984年版《准则》,经过35个国家200多位专家的讨论,提出了《饮用水水质指南第2版》(Guidelines for Drinking Water Quality , 2nd Ed),已于1993年颁布实施。
该版包括了与健康有关的水质指标135项,其中微生物学指标2项,化学物质指标131项,(无机物36项,有机物31项,农药6项,消毒剂及其副产物28项),放射性2项,有些指标暂未提出指导值,有指导值的指标共98项,135项指标中由于感官可能引发消费者不满的指标31项。
这次修订中的主要指导思想为:控制微生物的污染是极端重要的。
消毒副产物对健康有潜在的危险性,但较之消毒不完善对健康的风险要小得多。
符合《准则》指导值的饮用水就是安全的饮用水(Safe Water)。
短时间水质指标检测值超过指导值并不意味着此种饮用水不适宜饮用。
在制定化学物质指导值时,既要考虑直接饮用部分,也要考虑沐浴或淋浴时皮肤接触或易挥发性物质通过呼吸摄入部分。
欧共体制定的饮用水水质标准称为EC饮用水指令(Drinking Water Directive)。
80/778/EC 指令列出了66项水质参数,分成微生物、有毒物质、过量的有害物质、理化参数及感官参数和饮用软化水的最低浓度指标。
其中,对多数参数给出了两种不同的标准值,即指导值(guidelines)和最大允许浓度(maximum acceptable concentration)。
美国饮用水水质标准
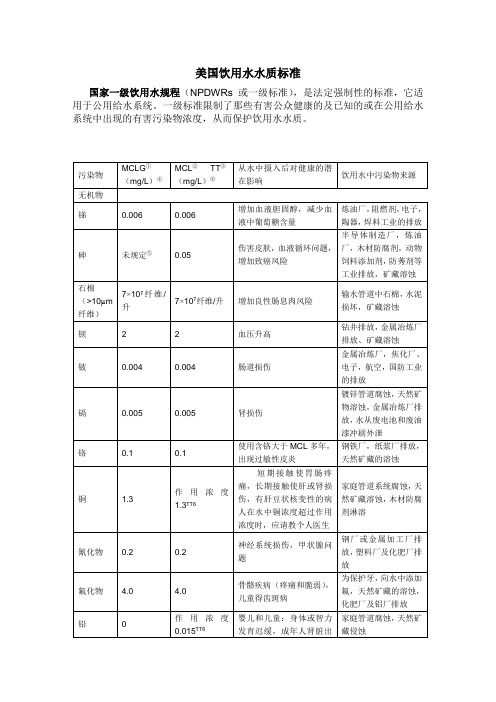
美国饮用水水质标准国家一级饮用水规程(NPDWRs或一级标准),是法定强制性的标准,它适用于公用给水系统。
一级标准限制了那些有害公众健康的及已知的或在公用给水系统中出现的有害污染物浓度,从而保护饮用水水质。
污染物MCLG①(mg/L)④MCL②TT③(mg/L)④从水中摄入后对健康的潜在影响饮用水中污染物来源无机物锑0.006 0.006 增加血液胆固醇,减少血液中葡萄糖含量炼油厂,阻燃剂,电子,陶器,焊料工业的排放砷未规定⑤0.05 伤害皮肤,血液循环问题,增加致癌风险半导体制造厂,炼油厂,木材防腐剂,动物饲料添加剂,防莠剂等工业排放,矿藏溶蚀石棉(>10µm 纤维)7×107纤维/升7×107纤维/升增加良性肠息肉风险输水管道中石棉,水泥损坏,矿藏溶蚀钡 2 2 血压升高钻井排放,金属冶炼厂排放、矿藏溶蚀铍0.004 0.004 肠道损伤金属冶炼厂,焦化厂、电子,航空,国防工业的排放镉0.005 0.005 肾损伤镀锌管道腐蚀,天然矿物溶蚀,金属冶炼厂排放,水从废电池和废油漆冲刷外泄铬0.1 0.1 使用含铬大于MCL多年,出现过敏性皮炎钢铁厂,纸浆厂排放,天然矿藏的溶蚀铜 1.3 作用浓度1.3TT6短期接触使胃肠疼痛,长期接触使肝或肾损伤,有肝豆状核变性的病人在水中铜浓度超过作用浓度时,应请教个人医生家庭管道系统腐蚀,天然矿藏溶蚀,木材防腐剂淋溶氰化物0.2 0.2 神经系统损伤,甲状腺问题钢厂或金属加工厂排放,塑料厂及化肥厂排放氟化物 4.0 4.0 骨骼疾病(疼痛和脆弱),儿童得齿斑病为保护牙,向水中添加氟,天然矿藏的溶蚀,化肥厂及铝厂排放铅0 作用浓度0.015TT6婴儿和儿童:身体或智力发育迟缓,成年人肾脏出家庭管道腐蚀,天然矿藏侵蚀问题,高血压无机汞0.002 0.002 肾损伤天然矿物的溶蚀,冶炼厂和工厂排放,废渣填埋场及耕地流出硝酸盐(以N 计)10 10“兰婴儿综合症”(6个月以下婴儿受到影响未能及时治疗),症状:婴儿身体发兰色,呼吸短促化肥泄出,化粪池或污水渗漏,天然矿藏物溶蚀亚硝酸盐(以N 计)1 1“兰婴儿综合症”(6个月以下婴儿受到影响未能及时治疗),症状:婴儿身体发兰色,呼吸短促化肥泄出,化粪池或污水渗漏,天然矿藏物溶蚀硒0.05 0.05 头发,指甲脱落,指甲或脚趾麻木,血液循环问题炼油厂,排放,天然矿物的腐蚀,矿场排放铊0.0005 0.0002 头发脱落,血液成分变化,对肾,肠或肝有影响矿砂处理场溶出,电子,玻璃,制药厂排放有机物丙烯酰胺0 TT7神经系统及血液问题,增加致癌风险在污泥或废水处理过程中加入水中草不绿0 0.002 眼睛,肝,肾,脾发生问题,贫血症,增加致癌风险庄稼除莠剂流出阿特拉津0.003 0.003 心血管系统发生问题,再生繁殖困难庄稼除莠剂流出苯0 0.005 贫血症,血小板减少,增加致癌风险工厂排放,气体储罐及废渣回堆土淋溶苯并(α)芘0 0.0002再生繁殖困难,增加致癌风险储水槽及管道涂层淋溶呋喃丹0.04 0.04 血液及神经系统发生问题,再生繁殖困难用于稻子与苜宿的熏蒸剂的淋溶四氯化碳0 0.005 肝脏出问题,致癌风险增加化工厂和其它企业排放氯丹0 0.002 肝脏与神经系统发生问题,致癌风险增加禁止用的杀白蚁药剂的残留物氯苯0.1 0.1 肝,肾发生问题化工厂及农药厂排放2,4-滴0.07 0.07 肾,肝,肾上腺发生问题庄稼上除莠剂流出茅草枯0.2 0.2 肾有微弱变化公路抗莠剂流出1,2-二溴-3-氯丙烷0 0.0002再生繁殖困难,致癌风险增加大豆,棉花,菠罗及果园土壤熏蒸剂流出或溶出邻-二氯苯0.6 0.6肝,肾或循环系统发生问题化工厂排放对-二氯0.075 0.075 贫血症,肝,肾,或脾受化工厂排放苯损,血液变化1,2-二氯乙烷0 0.005 致癌风险增加化工厂排放1,1-二氯乙烯0.007 0.007 肝发生问题化工厂排放顺1,2-二氯乙烯0.07 0.07 肝发生问题化工厂排放反1,2-二氯乙烯0.1 0.1 化工厂排放二氯甲烷0 0.005 肝发生问题,致癌风险增加化工厂排放和制药厂排放1,2-二氯丙烷0 0.005 致癌风险增加化工厂排放二乙基已基已二酸酯0.4 0.4 一般毒性或再生繁殖困难PVC管道系统溶出,化工厂排出二乙基已基邻苯二甲酸酯0 0.006再生繁殖困难,肝发生问题,致癌风险增加橡胶厂和化工厂排放地乐酚0.007 0.007 再生繁殖困难大豆和蔬菜抗莠剂的流出二恶英(2,3,7,8-四氯二苯并对二氧六环)0 0.00000003再生繁殖困难,致癌风险增加废物焚烧或其它物质焚烧时散布,化工厂排放敌草快0.02 0.02 生白内障施用抗莠剂的流出草藻灭0.1 0.1 胃,肠出问题施用抗莠剂的流出异狄氏剂0.002 0.002 影响神经系统禁用杀虫剂残留熏杀环0 TT7胃出问题,再生繁殖困难,致癌风险增加化工厂排出,水处理过程中加入乙基苯0.7 0.7 肝、肾出问题炼油厂排放二溴化乙烯0 0.00005 胃出毛病,再生繁殖困难,炼油厂排放草甘膦0.7 0.7 胃出毛病,再生繁殖困难用抗莠剂时溶出七氯0 0.0004 肝损伤,致癌风险增加禁用杀白蚁药残留环氧七氯0 0.0002 肝损伤,再生繁殖困难、致癌风险增加七氯降解六氯苯0 0.001 肝,肾出问题,、致癌风险增加冶金厂,农药厂排放六氧环戊二烯0.05 0.05 肾,胃出问题化工厂排出林丹0.0002 0.0002 肾,肝出问题畜牧,木材,花园所使用杀虫剂流出或溶出甲氧滴滴涕0.04 0.04 再生繁殖困难用于水果,蔬菜,苜宿,家禽杀虫剂流出或溶出草氨酰0.2 0.2 对神经系统有轻微影响用于苹果,土豆,番茄杀虫剂流出多氯联苯0 0.0005 皮肤起变化,胸腺出问题,免疫力降低,再生繁殖或神经系统困难,增加致癌风险废渣回填土溶出,废弃化学药品的排放五氯酚0 0.001 肝,肾出问题,致癌风险增加木材防腐工厂排出毒莠定0.5 0.5 肝出问题除莠剂流出西玛津0.004 0.004 血液出问题除莠剂流出苯乙烯0.1 0.1 肝,肾,血液循环出问题橡胶,塑料厂排放,回填土溶出四氯乙烯0 0.005 肝出问题,从PVC管流出,工厂及干洗工场排放甲苯 1 1 神经系统,肾,肝出问题炼油厂排放总三卤甲烷(TTHM s)未规定⑤0.1肝,肾,神经中枢出问题,致癌风险增加饮用水消毒副产品毒杀芬0 0.003 肾,肝,甲状腺出问题,棉花,牲畜杀虫剂的流出或溶出2,4,5-涕丙酸0.05 0.05 肝出问题禁用抗莠剂的残留1,2,4-三氯苯0.07 0.07 肾上腺变化纺织厂排放1,1,1-三氯乙烷0.2 0.2肝,神经系统,血液循环系统出问题金属除脂场地或其它工厂排放1,1,2-三氯乙烷0.003 0.005 肝,肾,免疫系统出问题化工厂排放三氯乙烯0 0.005 肝脏出问题,致癌风险增加炼油厂排出氯乙烯0 0.002 致癌风险增加PVC管道溶出,塑料厂排放二甲苯(总)10 10 神经系统受损石油厂,化工厂排出核素ß粒子和光子未定⑤4毫雷姆/年致癌风险增加天然和人造矿物衰变表1将污染物划分为:无机物,有机物,放射性核素及微生物。
asse 1002-1999 anti-siphon fill valves (ballcocks) for gravity water closet flush tanks 中文版
asse 1002-1999 anti-siphon fill valves (ballcocks) for gravity watercloset flush tanks 中文版ASSE主管部门认可:1999美国卫生工程协会防虹吸进水阀〔浮球式〕的基本要求〔虹吸式马桶水箱〕虹吸式马桶水箱的防虹吸进水阀〔浮球式〕第一部分1、0概述1、1应用本标准规定了虹吸式马桶水箱的防虹吸进水阀〔浮球式〕的尺寸规格和最基本的性能要求,包括防止马桶水箱里的水倒流回供水管〔防虹吸〕。
1、2范围1、2、1描述本标准适用于使用在虹吸式马桶水箱内的防虹吸进水阀。
1、2、2工作水压及温度在水压862Kpa〔125P、S、I〕、水温48ºC〔120ºF〕下进水阀必须能通过第3、1、2节的测试。
1、2、3总进水量和补水量1、2、3、1总进水量1、2、3、1、1与陶瓷厂配套当进水阀供给陶瓷厂配套时,总进水量必须足够保证马桶符合标准“ASMEA112、19、6M马桶与小便斗的水压要求”的性能,1、2、3、1、2换修使用当进水阀供给马桶水箱换修时,进水阀按第3、4节的测试,在流动水压103、34kPa〔15p、s、i、g〕下进水速率不小于5、68L/min〔1、5GPM〕。
1、2、3、2补水率如果进水阀供给陶瓷厂配套,进水阀的补水率需达到陶瓷厂的要求;如果进水阀供给马桶水箱换修,进水阀按第3、5节测试时在103、34kPa〔15p、s、i、g〕的流动压力下补水比例不小于20%。
1、2、4渗漏与飞溅在进水阀工作时水不得飞溅出或其他形式地漏出水箱外1、2、5防倒流进水阀必须配备由于按第3、3节虹吸测试引起倒流的防虹吸装置。
1、2、6进气孔防虹吸装置的进气孔须有在正常工作环境下防止水滴入或杂物掉入的防护装置。
1、2、7补水管补水管须有防止安装松脱装置。
1、2、8进水阀的部分尺寸标准进水阀的根部尺寸、连接螺母及锁紧螺母尺寸如图2所示,螺纹尺寸按ASME/ANSIB1、20、1标准的15/16-14NS-1螺纹。
AWWA美国自来水厂协会

储水用碳素钢焊接箱
Welded Carbon Steel Tanks for Water Storage
--------------------------------------------------------------------------------
3. ANSI/AWWA G100-2005 发布日期:2005.06.29 ,实施日期:2005.12.01 现行
球墨铸铁管路系统用聚乙烯包装物
Polyethylene Encasement for Ductile-Iron Pipe Systems
--------------------------------------------------------------------------------
Wire-Wound, Circular Prestressed Concrete Water Tanks
--------------------------------------------------------------------------------
23. ANSI/AWWA C110-2008 发布日期:2008.01.01 ,实施日期: 现行
6. ANSI/ASME-ITI/AWWA J-100-2010 发布日期:2010.01.01 ,实施日期: 现行
水和废水系统风险和弹性管理用联合ASME-ITI/AWWA RAMCAP标准
Joint ASME-ITI/AWWA RAMCAP Standard for Risk and Resilience Management of Water and Wastewater Systems
AWWA C208-2007 钢制水工业管件-中文
钢制水工业管件1:总则1.1范围本标准提供全尺寸的钢制水工业管件,范围为6in到144in(150mm到3600mm)。
买方可以和制造商就多数管件的的外形达成一致意见。
管件的尺寸列于图1、2、3、4、5,表1列出了平端管件的最小尺寸。
实际中,管件很少以单独部件来供货,通常会加工成一整体,对于特殊长度的管子则加工成部件,再批量装配成完整的管件。
1.1.1本标准未描述使用环境。
本标准仅旨在指导尺寸。
本标准并不是壁厚,压力等级,结构或压力的设计的标准。
加强管件,包括增加的壁厚,肩部,包装板或分叉板并未在本标准中描述。
管件的设计可以按照AWWA手册M11(钢管-设计和安装的指导)进行。
1.2目的本标准的目的是提供钢制水工业管件尺寸上的最低要求。
1.3适用范围本标准参考了钢制水工业管件的尺寸相应规范的内容。
本标准中的规定适用于当文件引用到时并且仅是说明钢制水工业管件的尺寸。
2:参考文献本标准参考以下文件。
在这些文件的最新版本中,这些文件构成本标准的一部分(本标准中有规定范围)。
当发生冲突时,应按照本标准的要求。
ANSI B16.9-工厂制造的锻轧制对焊管件ANSI/AWWA C200-钢制水管-6in(150mm)及以上AWWA手册M11-钢制水管-设计和安装的指导3:定义下列定义适用于本标准:1.公称直径:为了管子方便命名的商务名称或尺寸。
4:要求4.1管件4.1.1总则。
表1所列所有管件尺寸是基于公称直径(管子实际外径OD)。
实际外径可能大于公称直径。
如果管子外径大于公称直径,尺寸可以根据公式计算求得。
表1提供的或者是公式求得的切线尺寸是平端或者是现场安装的坡口管件的最小尺寸。
其他形式的连接方式所需要增加的额外长度,例如,机械式的联轴器,承口,套管,法兰等,或使肩部加强部分离管子端部保持足够的距离。
4.1.2符号。
本标准公式和尺寸中所使用到得符号列于下:a=为达到现场条件所需增加的长度A=三通或四通中心线到端部的长度(图1A,1B和1C)B=异径三通中心线到端部的长度C=三通交叉点到支管焊缝部分的中心线长度D=外径D L=大小头大端的外径(图1F)D S=大小头小端的外径(图1F)D0=异径三通支管出口外径D2,D4,D6,D x=异径弯头中间环形部分内径,见图5D L和D S=大小头端部外径,见图1FD n=异径弯头小端内径,见图5E=弯头分段部分中心线的一半,等于斜角焊缝到切线中心线的长度F=分叉交叉点到管子端部的中心线长度f=公式因子(表1),与三通中的D相对应f r=公式因子(表1) ,与三通中的D相对应f o=公式因子(表1) ,与三通中的D o相对应G=交叉点到支管分叉处的中心线长度(图1E和表1)G o=交叉点到支管端部的中心线长度(图1D)G r=交叉点到主管端部的中心线长度(图1D)H L=主管全长(图1D和表1)H y=分叉处到支管端部的全长(图1E)k=虾米弯头尺寸计算所需的变量L=虾米弯交叉点到弯头内部焊缝的中心线距离,见图2C,2D,2E和2FL1=交叉点到管子端部的中心线距离(图2C,2D,2E和2F)L r=大小头直径D L和D S的长度L t=正切类型的支管座中心线到管子端部的距离(图3)M=出口中心线到支管座肩部与顶部交点的长度(图3)n=异径弯头分隔角度的数量(图3)P.C.=异径弯头中心线开始弯曲部分的点,见图5P.I.=交叉点P.T.=异径弯头中心线切点,见图5R=弯头中心线半径,见图2D,2E,2F和5r1=异径弯头大端半径,见图5r n=异径弯头小端半径,见图5r3,r5,r x=异径弯头中间部分半径,见图5S=弯头内侧部分长度(图2D,2E和2F)t=管子或管件壁厚t1=支管座或管嘴壁厚T=交叉点到切线的弯头长度(图2D,2E,2F和5)T R=加强肩部壁厚(图3)Y3,Y5,Y x=异径弯头中间偏移尺寸,见图5Z1=异径弯头大端偏移尺寸,见图5Z1=管子端部到交叉点的距离,见图1EZ2=在虾米弯头内侧管子端部到焊缝的距离,见图2C,2D,2E和2FZ3=支管座顶部交叉点和加强肩部到支管座端部的切线类型的支管座的长度Z n=异径大小头小端的偏移尺寸,见图5α=管子出口垂直方向的中心线和加强的肩部外径与支管座顶部交点之间的角度(图3)Δ=弯头或管件偏角,见图1D,1E,2A,2B,2C,2D,2E,2F,4和5φ=虾米弯头的角度,见图5θ=环形段斜面角度,见图54.1.3三通和四通。
美国饮用水标准与中国标准的比较表
0.05
反1,2-二氯乙烯
0.1
/
二氯甲烷
0.005
0.02
1,2-二氯丙烷
0.005
/
二乙基已基已二酸酯
0.4
/
参考医学
二乙基已基邻苯二甲酸酯
0.006
0.008
英文名称
项目
美国环保署饮用水标准
中国饮用水卫生标准
(GB5749-2006)
地乐酚
0.007
/
二恶英(2,3,7,8-四氯
二苯并对二氧六环)
0.005
/
三氯乙烯
0.005
0.07
氯乙烯
0.002
0.005
二甲苯(总)
10
0.5
微生物
贾第氏虫
TT8
/
异养菌总数
TT8
/
军团菌
TT8
/
总大肠杆菌
(包括粪型及艾氏大肠菌)
5.0%-9
100mL水样不得检出
浊度
1NTU
1NTU
病毒
0
/ቤተ መጻሕፍቲ ባይዱ
参考医学
(注:表格素材和资料部分来自网络,供参考。只是收取少量整理收集费用,请预览后才 下载,期待你的好评与关注)
参考医学
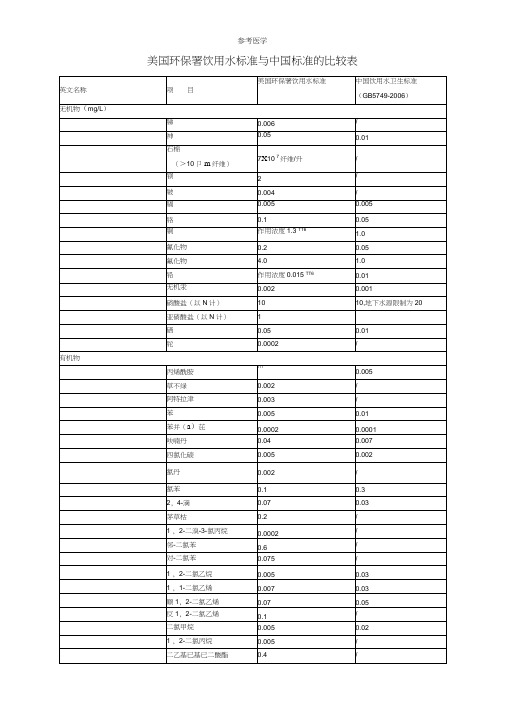
美国环保署饮用水标准与中国标准的比较表
英文名称
项目
美国环保署饮用水标准
中国饮用水卫生标准
(GB5749-2006)
无机物(mg/L)
锑
0.006
/
神
0.05
0.01
石棉
(>10卩m纤维)
7X107纤维/升
/
钡
2
/
铍
美国水工协会标准译文
美国水工协会标准钢制水管管件聚氨酯内外涂层AANSI/AWWA C222-1999生效期:2001年3月1日批准人:AWWA(美国水工协会)董事会(1999年6月20日)批准人:美国国家标准研究所(1999年12月30日)美国水工协会科罗拉多80235〃丹佛〃6666西昆西区版权所有。
刊物在未获得出版商的书面许可下,除为审查目的以摘录或引用方式之外,不许以电子或人工的任何形式或任何手段复制或传送任何资料信息或找寻系统,包括复印、录制。
版权C 1999美国自来水厂协会在美国印刷委员会成员研制该版本,当时有以下成员:Howard Kennedy 主席以下19名成员略译。
钢管AWWA标准委员会,负责审核和批准该标准,批准时由以下成员组成:George J.Tupac,主席John H.Bambei Jr.,副主席 Dennis A.Dechant,秘书用户成员(略译)给予兴趣支持成员(略译)生产成员(略译)内容所有AWWA标准都遵照按顺序标注的通用版式. 版式的一些变化可以在特殊标准中看到.部分页部分页前言 4.6 涂层修补 (7)Ⅰ介绍.....................vii 4.7 焊接现场联头 (8)I.A 背景.....................Vii 4.8 无焊接联头 (8)I.B 历史…………………Vii 4.9 对特殊联头I.C 验收.....................Vii 及附件涂层 (9)II 特殊问题...............Viii 4.10 现场程序. (9)III 标准使用...............Viii 4.11 安全与规则 (10)III.A 购买商选择………Viii 5 鉴定III.B 修改标准............Viii 5.1 质量保证和记录 (10)IV 主要修订................Viii 5.2 购买商检查.. (10)V 注解.......................Viii 5.3 涂层测试 (10)标准 5.4 表面处理检查 (11)1 概论 5.5 涂层管检查 (11)1.1 范围………………..1 6 交货1.2 目的.....................2 6.1 概论. (12)1.3 应用....................2 6.2 固化. (12)2 参考文献...............2 6.3 包装. (13)3 定义....................3 6.4 材料存储. (13)4 要求 6.5 承诺 (13)4.1 材料与工艺………….3 表4.2 试验要求................3 1 要求. (4)4.3 涂层厚度................5 2 涂层管检查要求. (12)4.4 表面处理 (5)4.5 涂层应用 (6)前言该前言仅作资料参考,不是AWWA C222标准部分I介绍I.A. 背景快速固化、高强度固体聚氨酯涂层在20世纪70年代中期在北美首次使用以保护钢制地下燃料储罐,防止腐蚀。
美国ASSE进水阀标准

美国ASSE标准#1002——防虹吸进水阀(浮球式)标准目录第Ⅰ节 (2)1.0概要......................................................................... (2)1.1应用......................................................................... (2)1.2范围......................................................................... (2)1.3参考标准................................................................... (2)第Ⅱ节 (3)2.0测试样品................................................................... (3)2.1递交的测试样品.......................................................... (3)2.2测试样品................................................................... (3)2.3图纸......................................................................... (3)2.4拒收......................................................................... (3)第Ⅲ节 (4)3.0性能要求及测试依据.......................................................... (4)3.1工作水压和温度测试.................................................... (4)3.2循环测试................................................................... (4)3.3防倒流装置或装配间隙的评估........................................ (4)图一......................................................................... (5)图二......................................................................... (6)3.4总体进水能力测试——仅用于新式水箱3.5补水率测试——仅用于新式水箱3.6确认水位线高度的测试方法图3A........................................................................ (7)图3B........................................................................ (7)第Ⅳ节 (9)4.0详细要求................................................................... (9)4.1材质......................................................................... (9)4.2辨认和标记................................................................ (9)4.3安装说明................................................................... (9)第Ⅴ节 (10)5.0定义......................................................................... .. (10)附录A (11)A1.0确定水位线高度的测试方法........................................ .. (11)A1.1水位线高度的确定.................................................... .. (11)1.0概要1.1应用这个标准提出了对靠水重力作用的厕所水箱配件中防虹吸进水阀(浮球式)的空间和最小性能要求,包括保护饮用水防止水箱内的水虹吸回。
ASSE-1002-1999美国卫浴工程标准

重力式抽水马桶防虹吸进水阀(浮球阀)第1节1.0 概述1.1 适用性本标准提供了重力式抽水马桶防虹吸进水阀(浮球阀)的尺寸和最低限度的性能要求,其中包括了避免抽水马桶产生的虹吸水污染饮用水供给的问题。
1.2 范围1.2.1 说明本标准适用于重力式抽水马桶防虹吸进水阀。
1.2.2 工作水压和温度装置应设计承受本标准第3节测试所要求的862kPa(125psig)压力和48ºC(120ºF)温度。
1.2.3 进水和补水性能1.2.3.1 进水性能1.2.3.1.1 原型设备生产商当进水阀由生产商连同抽水马桶作为原型设备一起供应时,总流量能力应足以保证各性能标准要求的装置良好操作性。
这里的标准包括了ASME A112.19.6M及《抽水马桶和小便池水压要求》。
1.2.3.1.2 改型用途当进水阀配置在改型抽水马桶之上时,它在103.34kPa(15psig)压力下应能够传输的总流量≥5.68L/min (1.5GPM)(测试依据本标准第3.4节)。
1.2.3.2 补水流量如果装置用于原型设备,那么它应能够传输抽水马桶生产商所要求的通过补水装置的那个进水流量。
当进水阀配置在改型抽水马桶之上全开时,它应能够传输103.34kPa(15psig)动压下通过补水口总进水流量的20%以上(测试依据本标准第3.5节)。
1.2.4 泄漏及喷溅预防在操作过程中,进水阀应不能有水从抽水马桶外部喷溅或泄漏出来。
1.2.5 防倒流进水阀应有防止因虹吸产生倒流的办法(测试依据本标准第3.3节)。
1.2.6 通气孔在正常工作条件下,防倒流装置的通气孔应不能被堵塞或让外物进入装置。
1.2.7 补水管应提供某一措施来确保补水管在其安装位置上。
1.2.8 进水阀配件尺寸标准管脚、联接螺母、锁紧螺母应如图2中所示,螺纹各尺寸依据标准ASME/ANSI B1.20.1应为15/16-14NS-1规格。
附录A所给信息为一系列依据ASME/ANSI B1.20.1标准定义的计算结果。
最新美国饮用水水质标准

《美国饮用水水质标准》国家一级饮用水规程(NPDWRs或一级标准),是法定强制性的标准,它适用于公用给水系统。
一级标准限制了那些有害公众健康的及已知的或在公用给水系统中出现的有害污染物浓度,从而保护饮用水水质。
表1将污染物划分为:无机物,有机物,放射性核素及微生物。
国家二级饮用水规程:二级饮用水规程(NSDWRs或二级标准),为非强制性准则,用于控制水中对美容(皮肤,牙齿变色),或对感官(如嗅,味,色度,)有影响的污染物浓度。
美国环保局(EPA)为给水系统推荐二级标准但没有规定必须遵守,然而,各州可选择性采纳,作为强制性标准。
表2注:①、污染物最高浓度目标乂北6-对人体健康无影响或预期无不良影响的水中污染物浓度。
它规定了确当的安全限量,MCLGs是非强制性公共健康目标。
②、污染物最高浓度-它是供给用户的水中污染物最高允许浓度,MCLGs它是强制性标准,MCLG是安全限量,确保略微超过MCL限量时对公众健康不产生显著风险。
③、TT处理技术-公共给水系统必须遵循的强制性步骤或技术水平以确保对污染物的控制。
④、除非有特别注释,一般单位为mg/L。
⑤、1986年安全饮水法修正案通过前,未建立MCLGs指标,所以,此污染物无MCLGs值。
⑥、在水处理技术中规定,对用铅管或用铅焊的或由铅管送水的铜管现场取龙头水样,如果所取自来水样品中超过铜的作用浓度1.3mg/L,铅的作用浓度0.015mg/L的10%,则需进行处理。
⑦、如给水系统采用丙烯酰胺及熏杀环(1-氯-2, 3环氧丙烷),它们必须向州政府提出书面形式证明(采用第三方或制造厂的证书),它们的使用剂量及单体浓度不超过下列规定; 丙烯酰胺=0.05%,剂量为1mg/L (或相当量)熏杀环=0.01%,剂量为20mg/L (或相当量)⑧、地表水处理规则要求采用地表水或受地面水直接影响的地下水的给水系统,(1)进行水的消毒,并(2)为满足无须过滤的准则,要求进行水的过滤,以满足污染物能控制到下列浓度:贾第氏虫,99.9%杀死或灭活病毒99.99%杀死或灭活军团菌未列限值,EPA认为,如果一旦贾第氏虫和病毒被灭活,则它就已得到控制。
管道状态评估标准
数据输出和后处理,157 规划和交付一个高质量的 MFL 项目,160 参考,162 第 13 章 PCCP 163 的状况评估 PCCP 工程 163 PCCP 退化与破坏模式,165 检查和评估,166 管理不良 PCCP 的策略,178 引用,182 第 14 章现有管道的静水压试验 最基本的,186 静水检查,187 程序开发,188 年 压力限制,190 在最初的测试之后,191 引用,191 第 15 章低价值管道的经济评价策略 非破坏性抽样方法,194 非破坏性筛选技术,195 利用条件评估数据,196 评估和修复方法,197 断口法医分析,198 参考,200
通过出版这本手册,AWWA 希望提供实用的信息,水务公司将使用更好地管理他们的系统。AWWA 还寻求您 对本手册和其他促进这一重要原则的方法的反馈。这标志着一项持续的、专门的工作的开始,即收集和传播 有关水总管状况评估的可靠资料。欢迎和鼓励你参与这一进程。
-水管状况评估委员会
水管状况评估
供水实务手册- m77 水管状况评估 美国水利工程协会版权所有 保留所有权利。本出版物的任何部分不得以任何形式或任何方式复制或传送,包括扫描、记录或任何信息或 检索系统。 除非得到出版者的书面许可,否则禁止复制和商业使用本材料。
免责声明 作者、贡献者、编辑和发布者不对内容的有效性或其使用的任何后果承担责任。在任何情况下,AWWA 都不 对因使用本书中提供的信息而产生的直接、间接、特殊、附带或相应的损害负责。特别地,AWWA 将不负责 任何费用,包括但不限于因收入损失而产生的费用。在任何情况下,AWWA 的责任都不应超过购买本书所支 付的金额。
方法从桌面研究到泄漏检测,再到管道内部的全长高分辨率扫描。方法的选择和结果的解释都是艺术和科学 的,决策基于经济学和风险容忍度。本手册提供了实用工具经理和工程师做出明智决策所需的技术信息,以 及如何部署方法的实用信息。
中美直饮水标准对比
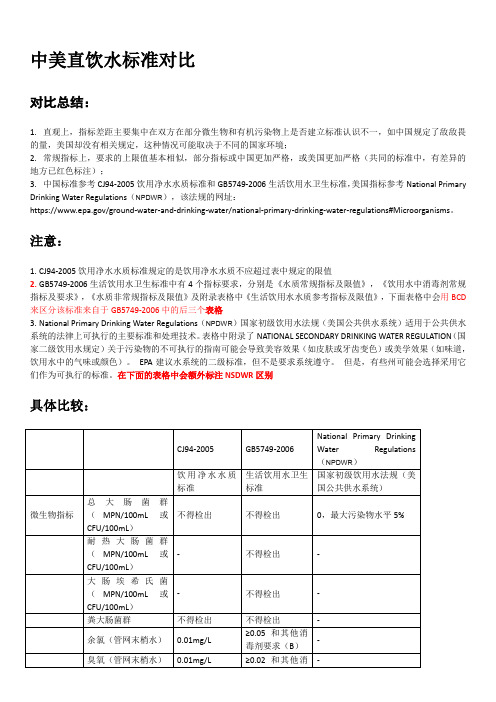
中美直饮水标准对比对比总结:1.直观上,指标差距主要集中在双方在部分微生物和有机污染物上是否建立标准认识不一,如中国规定了敌敌畏的量,美国却没有相关规定,这种情况可能取决于不同的国家环境;2.常规指标上,要求的上限值基本相似,部分指标或中国更加严格,或美国更加严格(共同的标准中,有差异的地方已红色标注);3.中国标准参考CJ94-2005饮用净水水质标准和GB5749-2006生活饮用水卫生标准,美国指标参考National Primary Drinking Water Regulations(NPDWR),该法规的网址:https:///ground-water-and-drinking-water/national-primary-drinking-water-regulations#Microorganisms。
注意:1.CJ94-2005饮用净水水质标准规定的是饮用净水水质不应超过表中规定的限值2.GB5749-2006生活饮用水卫生标准中有4个指标要求,分别是《水质常规指标及限值》,《饮用水中消毒剂常规指标及要求》,《水质非常规指标及限值》及附录表格中《生活饮用水水质参考指标及限值》,下面表格中会用BCD 来区分该标准来自于GB5749-2006中的后三个表格3.National Primary Drinking Water Regulations(NPDWR)国家初级饮用水法规(美国公共供水系统)适用于公共供水系统的法律上可执行的主要标准和处理技术。
表格中附录了NATIONAL SECONDARY DRINKING WATER REGULATION(国家二级饮用水规定)关于污染物的不可执行的指南可能会导致美容效果(如皮肤或牙齿变色)或美学效果(如味道,饮用水中的气味或颜色)。
EPA建议水系统的二级标准,但不是要求系统遵守。
但是,有些州可能会选择采用它们作为可执行的标准。
在下面的表格中会额外标注NSDWR区别具体比较:。
pccp发展的现状与未来
工程特点
1.输水线路长。上述每一工程都在百公里 以上,最长的达900多公里; 2.管道口径大。PCCP常用的输水口径为 DN1600-3000,最大的达DN4000; 3.覆土深。以上工程的平均覆土都在4米以 上,有些区段覆土达10米。
增加环氧煤沥青防腐涂层
在有腐蚀介质存在或土壤条件可能变 坏的情况下强烈建议增加环氧煤沥青防腐 涂层。
环氧煤沥青涂层具有比较高的机械强 度,附着力好,极限延伸率是水泥砂浆的 十几倍到几十倍。高质量的环氧煤沥青涂 层在管外能够形成一个完整的隔离层,将 腐蚀介质与高强钢丝隔离开。
关于阴极保护措施的采用
中国的PCCP工业在不断的进步中
2.钢丝品质的提升
由于国家标准的引导,我国绝大部分PCCP厂 从一开始就执行相当于92版的AWWA C301的要 求,摈弃了过去“三阶段”管所用的调直回火 钢丝,要求钢丝必须通过扭转试验和颈缩试验。
钢丝标准GB/T5223中增加了拉拔温度< 180°的要求。同时增加了氢脆试验的内容。
pccp发展的现状与未来
PCCP在中国的诞生
更有代表性的是1992在深圳成立 了中美合资的深圳太阳管道有限公司, 全套引进了PRICE BROTHERS 公司生 产设备和技术,也标志着中国产PCCP 走向了国际水平。
PCCP在中国的诞生
本人参加了我国第一条PCCP生 产线的引进工作,并赴美国接受质量 管理的培训。
另外,金属在高应力状态对氢离子特别敏感, 氢脆速度也较无应力状态快得多。
防止钢丝腐蚀的基本对策
提高砂浆保护层的制作质量
通过改进喷射辊轮结构、提高电机功率 的方提高了砂浆保护层的密实度;
用于钢制水管道内外部的液态环氧树脂涂层系统
美国供水工程协会ANSI/AWWA C210-97(ANSI/AWWA C210-92的修订版)美国供水工程协会标准用于钢制水管道内外部的液态环氧树脂涂层系统美国国家标准协会生效日期:1998年2月1日1978年5月18日AWWA董事会审定第一版本版于1997年6月15日批准美国国家标准协会于1997年10月31日批准美国供水工程协会昆茨大道西6666,丹佛,科罗拉多州 80235AWWA标准该文件是美国供水工程协会(AWWA)的标准。
它不是一个规范。
AWWA标准描述了最基本的要求,它不包括规范通常包含的工程和管理信息。
AWWA标准通常包括需要标准使用者进行评估的选项。
在每个可选择的要素由使用者指定之前产品和服务不能充分的定义。
AWWA发布的标准不对任何产品或产品类型构成认可,也不对任何产品做AWWA测试、证明或批准。
AWWA标准的采用是完全自愿的。
AWWA标准有意于提供供水工业一致性的产品说明,以便提供满意的服务。
当AWWA修订或撤销标准时,一个正式的通知将会放置在AWWA定期刊物分类广告部分的首页。
AWWA定期刊物发布正式通知后的下个月的第一天,通知即生效。
美国国家标准美国国家标准意味着有关它的范围和规定充分的一致。
美国国家标准有意于作为一个指导,去帮助制造商、消费者和普通公众。
美国国家标准的存在不会在任何方面妨碍任何人,无论此人认可标准与否,或由于制造、营销、购买、使用产品、加工和程序不符合标准。
美国国家标准会进行定期评审,告诫使用者要获得最近的版本。
生产商采用美国国家标准被鼓励在广告、宣传材料和标签上声明自己的责任,或者标注生产商采用了特别的美国国家标准。
提请注意:美国国家标准协会(ANSI)的批准日期在“说明ANSI批准这个标准过程”的封面开头。
美国国家标准可以随时被修改和撤销。
ANSI的程序要求自标准发布之日起五年内必须对标准重审、修改或撤销。
美国国家标准的购买者可以向美国国家标准协会(25 W. 43rd St., Fourth Floor, New York, NY 10036-7406;(212) 642-4900)打电话或写信,将会收到所有标准的最新信息。
AWWA-C200-97
American Water Works AssociationANSI/AWWA C200-97(Revision of ANSI/AWWA C200-91)RA WWA STANDARDFORSTEEL W ATER PIPE—6 IN. (150 mm)AND LARGEREffective date: Oct. 1, 1997.First edition approved by AWWA Board of Directors Jan. 26, 1975.This edition approved Feb. 2, 1997.This edition approved by American National Standards Institute July 3, 1997.AMERICAN WATER WORKS ASSOCIATION6666 West Quincy Avenue,Denver,Colorado80235A WW A StandardThis document is an American Water Works Association (AWWA) standard. It is not a specification. AWWA standards describe minimum requirements and do not contain all of the engineering and administrative information normally contained in specifications. The AWWA standards usually contain options that must be evaluated by the user of the standard. Until each optional feature is specified by the user, the product or service is not fully defined. AWWA publication of a standard does not constitute endorsement of any product or product type, nor does AWWA test, certify, or approve any product. The use of AWWA standards is entirely voluntary. AWWA standards are intended to represent a consensus of the water supply industry that the product described will provide satisfactory service. When AWWA revises or withdraws this standard, an official notice of action will be placed on the first page of the classified advertising section of Journal AWWA. The action becomes effective on the first day of the month following the month of Journal AWWA publication of the official notice.American National StandardAn American National Standard implies a consensus of those substantially concerned with its scope and provisions. An American National Standard is intended as a guide to aid the manufacturer, the consumer, and the general public. The existence of an American National Standard does not in any respect preclude anyone, whether that person has approved the standard or not, from manufactur-ing, marketing, purchasing, or using products, processes, or procedures not conforming to the standard. American National Standards are subject to periodic review, and users are cautioned to obtain the latest editions. Producers of goods made in conformity with an American National Standard are encouraged to state on their own responsibility in advertising and promotional materials or on tags or labels that the goods are produced in conformity with particular American National Standards.C AUTION N OTICE:The American National Standards Institute (ANSI) approval date on the front cover of this standard indicates completion of the ANSI approval process. This American National Standard may be revised or withdrawn at any time. ANSI procedures require that action be taken to reaffirm, revise, or withdraw this standard no later than five years from the date of publication. Purchasers of American National Standards may receive current information on all standards by calling or writing the American National Standards Institute, 11W.42nd St., New York,NY10036; (212)642-4900.Copyright © 1997 by American Water Works AssociationPrinted in USACommittee PersonnelThe AWWA Standards Committee on Steel Pipe, which reviewed and approved this standard, had the following personnel at the time of approval:George J. Tupac, ChairJohn H. Bambei Jr., Vice-ChairDennis A. Dechant, SecretaryConsumer MembersG.A. Andersen, New York City Bureau of Water Supply, Corona, N.Y.(AWWA) Ergun Bakall, San Diego County Water Authority, San Diego, Calif.(AWWA) J.H. Bambei Jr., Denver Water Department, Denver, Colo.(AWWA) J.L. Doane, Portland Water Bureau, Portland, Ore.(AWWA) R.V. Frisz, US Bureau of Reclamation, Denver, Colo.(USBR) T.J. Jordan, Metropolitan Water District of Southern California,LaVerne, Calif.(AWWA) W.M. Kremkau, Washington Suburban Sanitary Commission, Laurel, Md.(AWWA) T.A. Larson, Tacoma Water Division, Tacoma, Wash.(AWWA) P.W. Reynolds, Los Angeles Department of Water and Power,Los Angeles, Calif.(AWWA) G.M. Snyder, Metropolitan Water District of Southern California,Los Angeles, Calif.(AWWA) M.L. Young, East Bay Municipal Utility District, Stockton, Calif.(AWWA)General Interest MembersG.E. Block Jr., Rizzo Associates Inc., Natick, Mass.(NEWWA) W.R. Brunzell, Brunzell Associates Ltd., Skokie, Ill.(AWWA) B.R. Bullert,* Council Liaison, City of St. Paul Water Utility,St. Paul, Minn.(AWWA) R.L. Coffey, R.W. Beck Inc., Seattle, Wash.(AWWA) B.R. Elms,* Standards Engineer Liaison, AWWA, Denver, Colo.(AWWA) L.J. Farr, CH2M Hill Inc., Redding, Calif.(AWWA) K.G. Ferguson, Montgomery Watson, Las Vegas, Nev.(AWWA) S.N. Foellmi,† Black & Veatch Engineers, Irvine, Calif.(AWWA) J.W. Green, Alvord Burdick & Howson, Chicago, Ill.(AWWA) K.D. Henrichsen, HDR Engineering Inc., Denver, Colo.(AWWA) G.K. Hickox, Engineering Consultant, Houston, Texas(AWS) M.B. Horsley, Black & Veatch, Kansas City, Mo.(AWWA) J.K. Jeyapalan, American Ventures Inc., Bellevue, Wash.(AWWA) R.Y. Konyalian, Boyle Engineering Corporation, Newport Beach, Calif.(AWWA) H.R. Stoner, Henry R. Stoner Associates Inc., North Plainfield, N.J.(AWWA) Chris Sundberg† CH2M Hill Inc., Bellevue, Wash.(AWWA) *Liaison, nonvoting†AlternateG.J. Tupac, G.J. Tupac & Associates, Pittsburgh, Pa.(AWWA) L.W. Warren, KCM Inc., Seattle, Wash.(AWWA) W.R. Whidden, Post Buckley Schuh & Jernigan, Winter Park, Fla.(AWWA) R.E. Young, Robert E. Young Engineers, Sacramento, Calif.(AWWA)Producer MembersH.H. Bardakjian, Ameron Concrete & Steel Pipe, RanchoCucamonga, Calif.(AWWA) T.R. Brown, Smith-Blair Inc., Uniontown, Pa.(AWWA) J.H. Burton, Baker Coupling Company Inc., Los Angeles, Calif.(AWWA) R.J. Card, Brico Industries Inc., Atlanta, Ga.(AWWA) J.R. Davenport, California Steel Pressure Pipe, Riverside, Calif.(AWWA) Dennis Dechant, Northwest Pipe & Casing Company, Portland, Ore.(AWWA) G.M. Harris, Harris Corrosion Specialist, Longboat Key, Fla.(AWWA) J.R. Pegues, American Cast Iron Pipe Company, Birmingham, Ala.(MSS) Bruce Vanderploeg,* Northwest Pipe & Casing Company, Portland, Ore.(AWWA) J.A. Wise, Canus Industries Inc., Burnaby, B.C.(AWWA) *AlternateContentsAll AWWA standards follow the general format indicated subsequently. Some variations from this format may be found in a particular standard.SEC.PAGE SEC.PAGEForewordI Introduction (vii)I.A Background (vii)I.B History (vii)I.C Acceptance (viii)II Special Issues (ix)II.A Advisory Information on ProductApplication (ix)III Use of This Standard (x)III.A Purchaser Options and Alternatives (x)III.B Modification to Standard (xi)IV Major Revisions (xi)V Comments (xi)Standard1General1.1Scope (1)1.2Purpose (1)1.3Application (1)2References (1)3Definitions (3)4Requirements4.1Permeation (5)4.2Materials and Workmanship (5)4.3Drawings (6)4.4Calculations (6)4.5Protective Coating (6)4.6Pipe Made to ASTM Requirements (6)4.7Fabricated Pipe (6)4.8Selection of Materials (7)4.9General Requirements forFabrication of Pipe............................74.10Fabrication of Pipe. (7)4.11Requirements for WeldingOperations (8)4.12Permissible Variations in Weightsand Dimensions (10)4.13Preparation of Ends (13)4.14Special Ends (16)4.15Specials and Fittings (16)4.16Fabrication of Specials (16)5Verification5.1Inspection (16)5.2Test Procedures (17)5.3Calibration of Equipment (18)6Delivery6.1Marking (18)6.2Handling and Loading (19)6.3Affidavit of Compliance (19)Figures1Reduced-Section Tension TestSpecimen (9)2Guided-Bend Test Specimen (10)3Jig for Guided-Bend Test (11)4Alternative Guided-Bend Wrap-Around Jig (12)5Alternative Guided-Bend RollerJig (13)Tables1Steel Plate, Sheet, or Coils forFabricated Pipe (7)2Guided-Bend Test Jig Dimensions....12This page intentionally blank.ForewordThis foreword is for information only and is not a part of AWWA C200.I.Introduction.I.A.Background.This standard covers butt-welded, straight seam or spiral seam steel pipe, 6in. (150mm) and larger, for transmission and distribution of water, including fabrication of pipe, requirements of welding operations, permissible variations of weight and dimensions, preparation of ends, fabrication of specials, inspection, and test procedures.I.B.History.The first AWWA steel pipe standards issued were 7A.3 and 7A.4, published in 1940. Standard 7A.4 pertained to steel pipe smaller than 30in. (750mm) in diameter, and 7A.3 pertained to steel pipe 30in. (750mm) in diameter and larger. Subsequently, in recognition that some pipe used in water utility service was manufactured in steel mills rather than in a fabricator’s shop, two new AWWA standards were issued in 1960. AWWA C201 replaced 7A.3 and pertained to all pipe, regardless of diameter, manufactured in a fabricator’s shop from steel sheet or plate. The physical and chemical properties are properties of the sheet or plate from which the pipe is made. The properties are a function of the steel mill practice and are not affected significantly by fabricating procedures. AWWA C202 replaced 7A.4 and pertained to mill pipe, which is normally produced in a production pipe mill. The specified physical and chemical properties are those of the completed pipe. Physical testing is performed on the pipe rather than on the steel from which it originates. In many cases, the physical properties are significantly affected by the pipe-manufactur-ing procedure. AWWA C201 was revised in 1966, and AWWA C202 was revised in 1964. Both AWWA C201 and AWWA C202 were superseded by AWWA C200-75, approved by the AWWA Board of Directors on Jan.26, 1975.AWWA C200 includes all types and classes of steel pipe, 6in. (150mm) in diameter and larger, used in water utility service, regardless of the pipe manufactur-ing source. With adequate quality assurance, pipe manufactured in a fabricator’s shop or in a steel pipe mill is suitable for water utility service. Pipe produced in a pipe mill according to one of the ASTM* standards cited in AWWA C200 will be subjected to specific quality-control procedures so that no further testing is required by AWWA C200. Shop-fabricated pipe made from materials and in accordance with the quality-control measures stipulated in AWWA C200 will be of high quality.By reference, AWWA C202 (which pertained to mill-type steel water pipe) included API† 5L and API 5LX pipe grades manufactured to API standards for high-pressure applications. With the inclusion of ASTM A570/A570M and ASTM A572/ A572M high-strength steels in AWWA C200, API high-pressure pipe was omitted from AWWA C200 as being redundant. However, API 5L and API 5LX pipe grades fully meet all requirements of AWWA C200 and can be used for water utility applications if dictated by availability or other economic considerations.*American Society for Testing and Materials, 100 Barr Harbor Dr., West Conshohocken, PA 19428-2959.†American Petroleum Institute, 1220 L St. N.W., Washington, DC 20005.AWWA C200-75 introduced design criteria for determination of wall thickness to meet internal pressure conditions. This facilitated the selection of the optimum combination of thickness and material for steel pipe.Revisions in ANSI/AWWA C200-86 included clarification of forming for lap joint ends and gasketed ends and testing of O-ring gaskets. ANSI/AWWA C200-91 was approved by the AWWA Board of Directors on June23, 1991. This edition was approved by the AWWA Board of Directors on Feb.2, 1997.I.C.Acceptance.In May 1985, the US Environmental Protection Agency (USEPA) entered into a cooperative agreement with a consortium led by NSF International (NSF) to develop voluntary third-party consensus standards and a certification program for all direct and indirect drinking water additives. Other members of the original consortium included the American Water Works Association Research Foundation (AWWARF) and the Conference of State Health and Environ-mental Managers (COSHEM). The American Water Works Association (AWWA) and the Association of State Drinking Water Administrators (ASDWA) joined later.In the United States, authority to regulate products for use in, or in contact with, drinking water rests with individual states.* Local agencies may choose to impose requirements more stringent than those required by the state. To evaluate the health effects of products and drinking water additives from such products, state and local agencies may use various references, including1.An advisory program formerly administered by USEPA, Office of Drinking Water, discontinued on Apr.7, 1990.2.Specific policies of the state or local agency.3.Two standards developed under the direction of NSF, ANSI†/NSF‡60, Drinking Water Treatment Chemicals—Health Effects, and ANSI/NSF61, Drinking Water System Components—Health Effects.4.Other references, including AWWA standards, Food Chemicals Codex, Water Chemicals Codex,§ and other standards considered appropriate by the state or local agency.Various certification organizations may be involved in certifying products in accordance with ANSI/NSF61. Individual states or local agencies have authority to accept or accredit certification organizations within their jurisdiction. Accreditation of certification organizations may vary from jurisdiction to jurisdiction.Appendix A, “Toxicology Review and Evaluation Procedures,” to ANSI/NSF61 does not stipulate a maximum allowable level (MAL) of a contaminant for substances not regulated by a USEPA final maximum contaminant level (MCL). The MALs of an unspecified list of “unregulated contaminants” are based on toxicity testing guidelines (noncarcinogens) and risk characterization methodology (carcinogens). Use of Appendix A procedures may not always be identical, depending on the certifier.*Persons in Canada, Mexico, and non-North American countries should contact the appropriate authority having jurisdiction.†American National Standards Institute, 11 W. 42nd St., New York, NY 10036.‡NSF International, 3475 Plymouth Rd., Ann Arbor, MI 48106.§Both publications available from National Academy of Sciences, 2102 Constitution Ave.N.W., Washington, DC 20418.AWWA C200-97 does not address additives requirements. Thus, users of this standard should consult the appropriate state or local agency having jurisdiction in order to1.Determine additives requirements, including applicable standards.2.Determine the status of certifications by all parties offering to certify products for contact with, or treatment of, drinking water.3.Determine current information on product certification.II.Special Issues.II.A.Advisory Information on Product Application.Basis of design.ANSI/AWWA C200-97 pertains to the manufacture and testing of the steel-pipe cylinder. Overall design of steel pipelines is described in AWWA Manual M11, Steel Pipe—A Guide for Design and Installation. Coatings that protect against corrosion are referenced in Sec.4.5 of ANSI/AWWA C200-97.The determination of the wall thickness of steel pipe is affected by (1)internal pressure, including operating static and transient pressures; (2)external loads,including trench loading and earth fill; (3)special physical loading, such as continuous-beam loading with saddle supports or ring girders, vacuum conditions,type of joint used, and variations in operating temperature; and (4)practical considerations for handling, shipping, lining and coating, or similar operations.The design techniques described in AWWA Manual M11 are used to determine minimum wall thicknesses of steel pipe. The purchaser may establish and specify the wall thickness determined to be satisfactory for all conditions, including internal pressure. Selection of design stresses and deflection limits should be made with regard to the properties of the lining and coating materials used. Alternatively , the purchaser may establish and specify the minimum wall thickness that will satisfy all conditions of external pressure and trench loadings and special physical loadings.The manufacturer is allowed to select materials and manufacturing processes within the limitations of this standard in order to produce pipe to the wall thickness required to additionally satisfy specified internal pressure. The purchaser should specify the internal design pressure and show the depth of cover over the pipe together with installation conditions. The manufacturer should select and furnish pipe having a wall thickness that meets the requirements of the internal design pressure and external load design. This thickness should govern if it is greater than the minimum thickness specified by the purchaser. To meet the requirements of internal design pressure, the pipe wall thickness is determined by using the following formula:(Eq F .1)Where:t =design nominal wall thickness for the specified internal design pressures.Thickness and weight tolerances for pipe shall be governed by therequirements of the specification to which the plates or sheets are ordered(in. [mm])P =internal design pressure (psi [kPa])—specified by the purchaserD =outside diameter of the steel pipe cylinder (in. [mm])t PD 2S-------=S=design stress (psi [kPa]), not to exceed the purchaser-specified percentage of the minimum yield point of thesteel selected by the manufacturerApplication.This standard covers the requirements for steel water pipe for use in water transmission and distribution under normal circumstances. It is the responsibility of the purchaser for each project to determine if any unusual circumstances related to the project require additional provisions that are not included in the standard. Such special conditions might affect design, manufacture, quality control, corrosion protection, or handling requirements.Brittle fracture precautions.Under certain conditions where a restrained pipeline with welded lap joints has a pipe wall thickness in excess of 1⁄2in. (12.7mm) and the pipeline is to be operated at high stress levels at temperatures below 40°F(5°C), the purchaser should take precautions to prevent brittle fracture, which can result from a combination of notches and high stress concentrations at the joints. Precautions may include specifying a steel with adequate notch toughness and transition temperature; and fabrication techniques that would reduce the possibility of brittle fracture.N OTE: For more information on brittle fracture, refer to AWWA Manual M11, Steel Pipe—A Guide for Design and Installation; and R.V. Phillips et al., “Pipeline Problems—Brittle Fracture, Joint Stresses, and Welding,” Journal AWWA, 64:7:421 (July 1972).Rubber-gasketed joints. A gasket manufactured from natural rubber or 100percent synthetic polyisoprene, if improperly installed, may revert to its uncured state through hysteresis. This condition may occur if a fish-mouthed gasket (that is, where a portion of the gasket is not contained within the gasket groove) is subjected to heat generated by excessive vibration caused by leakage past the gasket when the pipeline is pressurized.Testing of special sections.Section5.2.2.1 provides for nondestructive testing of the seams of specials. This testing should be adequate for normal conditions previously discussed under Application. Section5.2.2.2 describes test methods that may be necessary if, in the opinion of the purchaser, unusually severe conditions exist, such as surge or transient pressures that cause stresses exceeding 75 percent of yield. This special testing must be specified by the purchaser.Roundness of pipe.The roundness of pipe during handling, shipping, joint makeup, and backfilling should be covered in the purchaser’s specifications. Pipe may have to be stulled so it will remain round during transportation, installation, and backfilling.e of This Standard.AWWA has no responsibility for the suitability or compatibility of the provisions of this standard to any intended application by any user. Accordingly, each user of this standard is responsible for determining that the standard’s provisions are suitable for and compatible with that user’s intended application.III.A.Purchaser Options and Alternatives.The following items should be included in the purchaser’s specifications.1.Standard used—that is, AWWA C200, Standard for Steel Water Pipe—6In. (150mm) and Larger, of latest revision.2. A description or drawings indicating the diameter and total quantity of pipe required for each diameter.3.Internal design pressure.4.Design stress in pipe wall at specified internal design pressure as apercentage of minimum yield point of the steel.5.Minimum wall thickness required by considerations other than internaldesign pressure, such as allowable deflection; depth of cover; and if aboveground,distance between supports.6.Instructions regarding inspection at place of manufacture (Sec.5.1).7.The drawings and calculations to be furnished by the manufacturer ifrequired (Sec.4.3 and 4.4).8.Protective coating (Sec.4.5).9.Requirements for marking, line diagrams, or laying schedules (Sec.6.1).10.Special handling requirements for coated or lined pipe (Sec.6.2).11.Affidavit of compliance if required (Sec.6.3).12.Specification of pipe or steel if there is a preference (Sec.4.6), or desiredphysical properties for “ordering to chemistry only” (Sec.3(19) and 4.7.2).13.Manual welding (Sec.4.11.3).14.Qualification code for manual welders if different from Sec.4.11.3.1.15.Minimum hydrostatic test pressure if different from Sec.5.2.1.16.Length of pipe sections, random or specified lengths (Sec.4.12.4).17.Type of pipe ends (description or drawings) (Sec.4.13).18.Drawings of butt straps and instructions as to whether butt straps are to besupplied separately or attached to the pipe (Sec.4.13.5).19.Requirements for reports of tests of rubber-gasket materials (Sec.4.13.6.3).20.All special sections, indicating for each component part the dimensions orstandard designation (Sec.4.15) and the grade of material required (Sec.4.16).21.Method of nondestructive testing to be used for special sections (Sec.5.2.2.1)or, in the case of severe service conditions, the requirements for hydrostatic testing ofspecial sections (Sec.5.2.2.2).22.Toughness requirements (Table1).III.B.Modification to Standard.Any modification to the provisions, defini-tions, or terminology in this standard must be provided in the purchaser’sspecifications.IV.Major Revisions.Major revisions made to the standard in this editioninclude the following:1.The format has been changed to AWWA standard style.2.The acceptance clause (Sec.I.C) has been revised to approved wording.3.Table1 was revised to add ASTM A607/607M, grades45 and 50; ASTMA907/907M, grades30, 33, 36, and 40; ASTM A935/935M, grades45 and 50; andASTM A936/936M, grade50. Also, a requirement for a minimum average Charpy V-Notch value of 25lbf·ft (33.9N·m) at 30°F (–1°C) for steel plate under certain conditions was added.4.ASTM A635/A635M was added to Sec.4.7.3.5.Sec.4.11.2.1 was revised to include qualification of welding procedures.6.The definition of P in Eq1 was revised.ments.If you have any comments or questions about this standard,please call the AWWA Standards and Materials Development Department, (303) 794-7711 ext.6283, FAX (303) 795-1440, or write to the department at 6666 W. QuincyAve., Denver, CO 80235.xiThis page intentionally blank.1RAmerican Water Works AssociationANSI/AWWA C200-97(Revision of ANSI/AWWA C200-91)A WWA STANDARD FORSTEEL W ATER PIPE—6 IN. (150 mm)AND LARGERSECTION 1:GENERALSec. 1.1ScopeThis standard covers electrically butt-welded straight-seam or spiral-seam pipeand seamless pipe, 6in. (150mm)* in nominal diameter and larger, for the transmissionand distribution of water or for use in other water system facilities.Sec. 1.2PurposeThe purpose of this standard is to provide the minimum requirements for steelwater pipe, 6in. (150mm) and larger, including materials and workmanship,fabrication of pipe, specials, and fittings.Sec. 1.3ApplicationThis standard can be referenced in specifications for steel water pipe, 6in.(150mm) and larger. The stipulations of this standard apply when this document hasbeen referenced and then only to steel water pipe, 6in. (150mm) and larger.SECTION 2:REFERENCESThis standard references the following documents. In their latest editions, theyform a part of this standard to the extent specified within the standard. In any case of conflict, the requirements of this standard shall prevail.*Metric conversions given in this standard are direct conversions of US customary units andare not those specified in the International Organization for Standardization (ISO) standards.2AWWA C200-97ANSI*/ASME†—Boiler and Pressure Vessel Code, Sec. IX.ANSI/ASTM A36/A36M—Standard Specification for Carbon Structural Steel.ANSI/ASTM A53—Standard Specification for Pipe, Steel, Black and Hot-Dipped, Zinc-Coated, Welded and Seamless.ANSI/ASTM A134—Standard Specification for Pipe, Steel, Electric-Fusion (Arc)-Welded (Sizes NPS 16 and over).ANSI/ASTM A135—Standard Specification for Electric-Resistance-Welded Steel Pipe.ANSI/ASTM A139/A139M—Standard Specification for Electric-Fusion (Arc)-Welded Steel Pipe (NPS 4 and over).ASTM A283/A283M—Standard Specification for Low and Intermediate Tensile Strength Carbon Steel Plates.ANSI/ASTM A370—Standard Test Methods and Definitions for Mechanical Testing of Steel Products.ASTM A568/A568M—Standard Specification for Steel, Sheet, Carbon and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements for.ASTM A570/A570M—Standard Specification for Steel, Sheet and Strip, Carbon, Hot-Rolled, Structural Quality.ANSI/ASTM A572/A572M—Standard Specification for High-Strength Low-Alloy Columbium-Vanadium Structural Steel.ANSI/ASTM A607—Standard Specification for Steel, Sheet and Strip, High-Strength, Low-Alloy, Columbium or Vanadium, or Both, Hot-Rolled and Cold-Rolled.ASTM A635/A635M—Standard Specification for Steel, Sheet and Strip, Heavy-Thickness Coils, Carbon, Hot-Rolled.ASTM A907/A907M—Standard Specification for Steel, Sheet and Strip, Heavy Thickness Coils, Carbon, Hot-Rolled, Structural Quality.ASTM A935/A935M—Standard Specification for Steel, Sheet and Strip, Heavy Thickness Coils, High Strength, Low-Alloy, Columbium or Vanadium, or Both, Hot-Rolled.ASTM A936/A936M—Standard Specification for Steel, Sheet and Strip, Heavy Thickness Coils, High Strength, Low-Alloy, Hot-Rolled, with Improved Formability.ASTM D297—Standard Test Methods for Rubber Products—Chemical Analysis.ASTM D395—Standard Test Methods for Rubber Property—Compression Set.ASTM D412—Standard Test Methods for Vulcanized Rubber and Thermoplastic Rubbers and Thermoplastic Elastomers—Tension.ASTM D573—Standard Test Method for Rubber-Deterioration in an Air Oven.ASTM D2240—Standard Test Method for Rubber Property—Durometer Hardness.ASTM E340—Standard Test Method of Macroetching Metals and Alloys.ANSI/AWS‡ A3.0—Standard Welding Terms and Definitions Including Terms for Brazing, Soldering, Thermal Spraying and Thermal Cutting.AWS B2.1—Standard for Welding Procedure and Performance Qualification.AWS QC 1—Standard for AWS Certification of Welding Inspectors.*American National Standards Institute, 11 W. 42nd St., New York, NY 10036.†American Society of Mechanical Engineers, 345 E. 47th St., New York, NY 10017.‡American Welding Society, 550 N.W. LeJeune Rd., Miami, FL 33135.。