HKSOP-12-WI-004菲林管理规范
菲林制作标准

目的:将工程部所有的生产资料纳入规范化、标准化、程序化,从而提高本部门的工作效率及质量,确保生产准确、顺利的进行。
范围:适用于工程部的生产用工程资料的制作。
钻孔标准1.同一网络pth到pth 6mil以上;不同网络pth到pth 12mil以上;pth到npth 10mil以上。
(注意元件孔不能移动,via 孔移孔时要MI指示)2.不能有重孔,叠孔。
3.板边pth孔需加防批锋二钻时,二钻孔与pth孔相交,切进板内2mil.注意防批锋孔要用槽刀钻.4.四层板及以上的板,标靶孔与钻带分开,标靶层命名为’dr-ba’且一定要与内层的标靶patten对应。
5.二钻定位孔与二钻孔分开,定位孔命名为’2nd-ba’.6.slot槽为了分刀,长宽各加大0.01mm;围孔也按加大分刀加。
7.长/宽<2倍时,在槽两端各加一个长/2大小的引孔。
8.去尖角批锋孔放在最后钻。
9.ERP按导出的程序的刀序输,注明槽刀,一定要与程序的刀序刀径对应。
相交孔注意加除尖角孔,且两相交孔或距离小于6mil的孔,大孔要用槽刀钻,在ERP上标注清楚(包括二钻去披锋孔也要备注槽刀)。
10,在同一工序的相交孔和距离小于6mil的孔,在小孔位加比此小孔小0.1mm的去尘孔。
小孔大于2.0mm可不加去尘孔。
11.成矩状排列的,且间距小于10mil的via孔须加大0.01mm分T钻,并在ERP上注明:Tn孔距很近,注意钻孔参数.”12.如有扩钻孔,先加大1mil后用3.05mm刀扩钻出大孔。
13.如是冲板,注意增加防爆孔,防呆孔及冲板箭头与板边距离小于30MIL的孔附近铣槽内增加防爆孔(过孔有空间可向板内移动,需咨询MI组)、槽端处及长槽隔距离增加防爆孔,以及槽的拐角处也需增加。
内层线路菲林(在内外层时,如原稿本身来的有surface时,在生产稿内将surface先执行fill,再转surface.)1.线宽:按MI指示要求补偿、2.线距要求:HOZ,1OZ线距最小4mil,有空间尽量做5mil。
菲林制作及管理

4.3所有自检或检查合格后都在《菲林收发记录表》签名确认。
5.菲林的复制
5.1生产部复制生产部菲林时必须先做曝光尺,21格曝光尺,3格为准,由IPQC确认曝光尺OK后方能复制。
5.2复制数量
序号
产品数量(PNL)
2.2.3日期编号清楚正确。
2.3字符菲林:
2.3.1根据线路菲林检查字符菲林对位是否正确。
2.3.2检查UL标记、字符是否正确;是否清晰。
2.3.3日期编号清楚正确。
4.菲林的确认:
4.1对于菲林,由工程部进行自检,自检合格后签名确认;再由菲林检查员检查,检查合格后签名确认(详见样品菲林流程图)。
1.工程部根据图纸或样品进行产品排版,绘制产品单体图,然后根据排版图制作菲林。
2.工程部按《CAD/CAM制作》制作菲林。菲林编号详见《工程资料编号管理》。
2.1线路菲林:
2.1.1根据客户图检查线宽线距是否正确。
2.1.2线路、焊盘有无缺损、突出、合线等问题。
2.1.3焊盘位置是否正确,线路是否圆滑。
复制数量(套)
1
50以内(含50)
2
2
51~100(含100)
3
3
101~200(含200)
4
4
200以上
6
5.3复制的黄菲林经菲林员自检后交IPQC确认。
管理标准
编号
版次
A.0
页
3/4
生效日
名称
菲林制作及管理
5.4 IPQC确认过程中发现菲林有问题退回菲林员处理,若不能修补的菲林员必须重新复制菲林,不能修补的报废菲林,菲林员应做详细记录。
WI-QCD-004 07版-1
MIL-STD-105E
II 0.65
4
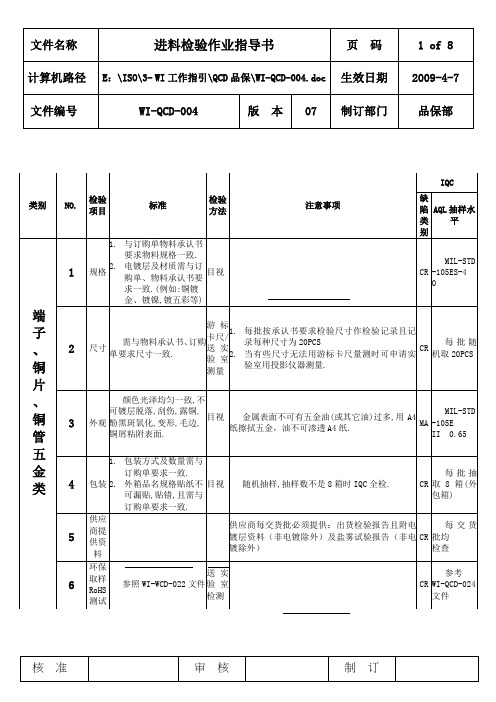
包装
1.包装方式及数量需与订购单要求一致.
2.外箱品名规格贴纸不可漏贴,贴错,且需与订购单要求一致.
目视
随机抽样,抽样数不是8箱时IQC全检.
CR
每批抽取8箱(外包箱)
5
供应商提供资料
供应商每交货批必须提供:出货检验报告且附电镀层资料(非电镀除外)及盐雾试验报告(非电镀除外)
CR
每交货批均
检查
6
环保取样RoHS测试
参照WI-WCD-022文件
送实验室检测
CR
参考WI-QCD-024
文件
类别
NO.
检验项目
标准
检验方法
注意事项
IQC
缺陷类别
AQL抽样水平
子
、
铜
片
、
铜
管
五
金
类
1
规格
1.与订购单物料承认书要求物料规格一致.
2.电镀层及材质需与订购单、物料承认书要求一致.(例如:铜镀金、镀镍,镀五彩等)
目视
CR
MIL-STD-105ES-4 0
2
尺寸
需与物料承认书、订购单要求尺寸一致.
游标卡尺/送实验室测量
1.每批按承认书要求检验尺寸作检验记录且记录每种尺寸为20PCS
2.当有些尺寸无法用游标卡尺量测时可申请实验室用投影仪器测量.CRΒιβλιοθήκη 每批随机取20PCS3
外观
颜色光泽均匀一致,不可镀层脱落,刮伤,露铜,酚黑斑氧化,变形,毛边,铜屑粘附表面.
目视
金属表面不可有五金油(或其它油)过多,用A4纸擦拭五金,油不可渗透A4纸.
菲林管理规定
生效日期:年月日1.目的为了加强菲林使用的管理,确保菲林有效使用,并按序生产,提高效率,进而满足顾客交货期要求。
2.适用范围公司菲林的交接、收发与存放管理。
3.职责3.1设计部负责对客户文件确认后菲林的制作,传送外协单位出片,并负责对菲林进行核对。
3.2版房负责对菲林的核查。
3.3.技术部负责对菲林的收、存、放与保管。
4.管理流程:A..新产品制作时;B.原有产品变更涉及菲林变更;C.损坏遗失时;5.工作程序5.1设计部`根据客户提供的图稿进行文件制作,传送客户确认文件,保留确认依据。
确认后通知业务,若无疑义及时发给外协单位出片,同时与菲林供应商保持沟通与跟进,规定在12小时内拿到菲林。
则技术部须对回来的菲林核对无误后装入菲林袋,送交到版房。
5.2版房拿到菲林后对菲林进行核查,检查菲林与样稿的一致性,并核对生产工艺单号及工艺单上的内容,确认无误后晒版,晒版后回收入袋。
5.3编目卡由技术部保管员必须按规定格式填写,确保字迹工整,内容准确,填好后统一贴于口袋右边,粘贴编目卡后放于指定位置,并登记于《菲林台帐》。
5.4菲林在使用过程中若有损坏、遗失、报废时及时与生产部商量解决办法。
如报废的经生产部确认后,由版房人员及时填写〈〈菲林报废申请单〉〉交于工艺部领导审批后出片。
5.5当客户产品变更时,需对原菲林变更,对原菲林变更时(对于3A客户自行变更的除外) ,销售跟单人员应填写《菲林变更通知单》,工艺主管在变更通知单内进行确认,设计部在接到会签后的菲林变更通知单后,及时对原文件进行生效日期:年月日变更;同时进行电子文件保存。
变更后流程按5.1执行。
5. 6技术部保管员应定期(一般是半年)与业务部核对库存菲林的报废情况,由技术部填写《报废申请单》,经生产、工艺等部门确认后,由申请人执行报废,将报废的菲林清理,通知采购部负责外卖。
6.0菲林的使用归还6.1使用人员在使用菲林时应小心拿放,避免用手直接接触药膜或划伤表面;6.2制版结束后,使用人员应及时用酒精进行局部清洁以去除污渍;6.3技术部保管员对归还的菲林应做外观检查,确保无药膜磨损、破裂、变形;6.4对外发外加工的产品所有菲林须由技术部保管员进行领用登记,并做好后续归还日期的追踪跟进。
菲林品质检验标准

发行管制章:1.目的 ,供本公司菲林检验和管控时使用。
1.1本标准规定本公司的菲林外观和一些性能要求1.2规范菲林作业,提升品质,控制成本。
:2.范围本指引适用于菲林检验和管控。
3.定义::菲林变形的控制及处理方法菲林存放环境的温湿度控制不好。
3.1菲林变形的原因主要是:5%RH,菲林房人员每天做好温湿度±将温度控制在:通常情况下,20℃±2℃,湿度控制在50%监控方法 3.2 湿度的控制。
特别是要控制好菲林变形的主要因素:的记录,:菲林变形的修正方法3.3按照钻孔板的长度来修正菲林的 A、依据钻孔板的测量数据与菲林的测量数据与电子文档进行比对, , 重新光绘黑片菲林。
比例工作环境条 B 、针对底片随环境温湿度变化而改变的物理现象采取底片拷贝前将密封袋内底片拿出, 4-8小时,使底片在复菲林前就先变形,这样就会使复菲林后底片面性变形就会很小。
件下晾挂:权责4.工程部:提供资料绘片要求。
4.1 品管部:根据要求检测尺寸和功能。
4.244.3制造部:外观检查与菲林使用寿命数据统计。
:流程图5.无:6.作业内容: 6.1流程内容NO. 缺陷名称定义判定标准检验工具图示来料砂眼,要求遮光处1.目视处≦砂眼1 0.5mm/32.10 有星点透光倍镜NO. 缺陷名称定义判定标准检验工具图示菲林遮光处有划痕,导≦5mm/3处致透光目视2擦花上有PAD菲林遮光处不接收划痕严重,导致透光导油墨反粘在菲林上,目视必须用菲林水不接收 3油墨垃圾致遮光,擦干净菲林遮光区清1.目视边缘不PAD尺寸缩小,2.10倍镜 4 显影不良晰,曝光尺要求清晰模糊 3. 格净3格残曝光尺2在透光区有发现红点/不接收目视必须黑点红点/ 黑点,导致遮光;5用刀笔刮干净菲林工艺边缘留边太角线到边≧目视小,已经剪到角线内,6留边不够 25mm无法覆盖板边5mm目视透光区≦7折痕菲林表面有折皱痕迹遮光区焊盘上目视不接收NO. 缺陷名称定义判定标准检验工具图示Pin钉孔自动打靶对偏位≤1mil导致孔打偏或Pin钉孔偏位对偏,1.目视 82.二次元变形/变形变形不接收无菲林来料没有经过无IQC 检验,没有IQC目视合IQC9不接收无 PASS章格标签黄片线路使用/寿命≦600次套,防焊使用寿菲林实际使用超过要超过寿命使用数据累无 10套,求管控的寿命使用次命≦500次/ 计记录表期限黑片线路与防数焊使用寿命≦ /套3000次毫米以下400mm管位距的长和宽比实管位距超按≤无际要求管控范围更长 11二次元 1mil,400mm以差或更短,超出公差 1.5mil上按≤防焊光学点开窗比实光学点开≤1mil 二次元际要求管控标准值更12无窗超差大或更小,超出公差线路PAD补偿正尺寸比实际要求PAD片2mil,负片PAD尺寸超13管控标准值更大或更二次元无差;防焊 1.5mil 小,超出公差1milPAD补偿漏V-CUT防焊菲林没有V-CAT 目视不接收14无线线贴保护膜的菲林打抽漏打抽气15 ≧5处/个目视气孔,以防气泡孔保护膜起菲林贴保护膜一定要不接收目视 16泡或折皱平整,不可以有气泡图示检验工具 NO. 定义缺陷名称判定标准V和数线路孔1.925mm与定位孔3.175mm孔孔防呆开4.05mm和3.65mm,防1.比对卡无 +0.5mm≧17二次元焊开窗比实际要求管2.窗不够控标准值更大或更小,超出公差6.2包装内容:NO. 项目标准图示菲林规格:20inch*24inch*7mil(标签长111.180mm,宽111.150mm);菲林规格:1标签24inch*47inch(标签长141.980mm,宽100.062mm)确认实际规格是否与标签相符,外箱上是否2 领料 PASS章有本公司IQC验收合格标签和拆包装时确认有无密封胶条,内包装是否已拆包装3抽真空;底片是否用白纸每张隔开:使用表单7.7.1菲林在线检修记录表7.2菲林质量检查记录表。
生产菲林制作检查控制管理指示

1.0目的
6.0流程图
7.0程序
7.1内层、CFM菲林制作检查
7.1.1菲林光绘后进行透光密度检查,菲林光绘后用光透射密度仪进行检查,方法是抽测菲林四
角和中央黑色位置,密度必须大于4.1个单位,若有异常,必须通知值班或主管进行处理;
7.1.2将菲林放置在菲林AOI机上进行表观检查,若菲林上缺陷如砂眼、小黑点等数量超出10
处,需查看CAM设计,若设计问题,待菲林检查完后通知CAM更改,若设计无问题,
则重绘一张;若问题仍存在,则须进行冲机常规清洁保养,之后重新光绘;再次光绘后若
问题依旧,务必通知EM人员处理,OK后重绘;
7.1.3拷贝留底;
7.1.4依照PT检查菲林上工具号、图形药膜面;
7.1.5内层线路菲林单元/SET检查,以原稿菲林负片对生产菲林正片及原稿菲林正片对生产菲
林负片比较,检查菲林上修改及异于原稿菲林处是否合乎PT要求;CFM菲林检查开窗
7.2.7
7.3.9
7.4.10
8.0记录。
菲林管理规程

8.6、检验完成后,立即发放到对生产部,用菲林清洁剂对菲林进行清洁,如无此型号板生产应用白纸隔开,每一张菲林小心放进同型号菲林袋里,便于查找,并且每个菲林袋子里存放数量最多不能超过四套。
9、菲林使用寿命:
9.1、黑菲林使用寿命为800—1000次,黄菲林使用寿命为500—700次;
文件名:
昆山XXX电子有限公司菲林管理规程
文件类别:
作业指导书
文件编号:
YFD-WI-SC-19
页 数:
第1页 共3页
版 本 号:
A
生效日期:
2012.6.29
WI修正摘要(黑斜体部分为今次修改之处):
版本
更改说明
修改人
生效日期
A
新发行
XX
2012-6-29
编制:日期:
审核:日期:
批准:日期:
这是一份有关公司体系的控制文件,不准随意复制或修改。
1、目的:
规范现场作业,确保产品品质。
2、范围:
适用于菲林工程设计、采购外包、品管检查、生产过程检查,也可供其他部门参考。
3、权责:
工程部负责设计、核对、发放菲林。采购部负责外包菲林(包括资料外发),对菲林回厂时间保障生产顺畅负全责。品管部负责对外包之菲林进行检验。生产部负责在生产过程中对菲林的检查,包括产前、产后的菲林保管。
十倍放大镜、百倍镜或二次元、剪刀、打孔机、手术刀、直尺。
8、检验步骤:
8.1、品管部IQC人员在收到采购部下发的菲林时需及时填写菲林接收及发放记录表;
8.2、对照流程单料号版本是否有误,药膜面是否正确;
8.3、用10倍镜仔细检查线路,如有严重开路、短路、沙孔或擦花现象,应立即退还采购;
HKSOP-12-WI-001-R5工程CAM菲林制作指示单
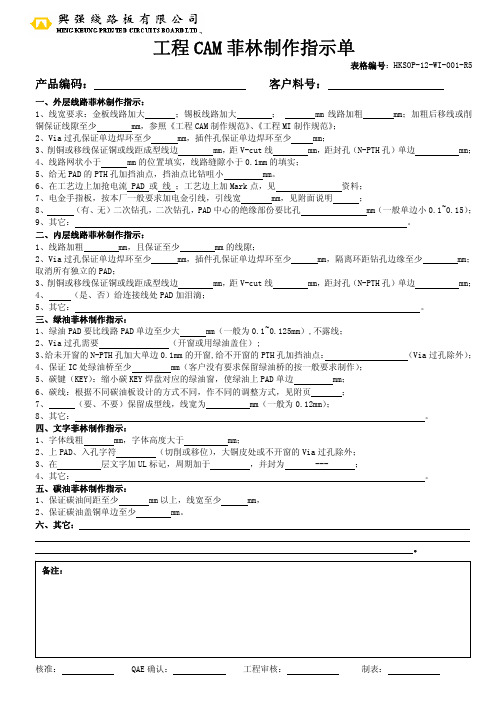
工程CAM菲林制作指示单表格编号:HKSOP-12-WI-001-R5 产品编码:客户料号:一、外层线路菲林制作指示:1、线宽要求:金板线路加大 ;锡板线路加大 ; mm线路加粗 mm;加粗后移线或削铜保证线隙至少 mm,参照《工程CAM制作规范》、《工程MI制作规范》;2、Via过孔保证单边焊环至少 mm,插件孔保证单边焊环至少 mm;3、削铜或移线保证铜或线距成型线边 mm,距V-cut线 mm,距封孔(N-PTH孔)单边 mm;4、线路网状小于 mm的位置填实,线路缝隙小于0.1mm的填实;5、给无PAD的PTH孔加挡油点,挡油点比钻咀小 mm。
6、在工艺边上加抢电流 PAD 或 线 ;工艺边上加Mark点,见 资料;7、电金手指板,按本厂一般要求加电金引线,引线宽 mm,见附面说明 ;8、(有、无)二次钻孔,二次钻孔,PAD中心的绝缘部份要比孔 mm(一般单边小0.1~0.15);9、其它: 。
二、内层线路菲林制作指示:1、线路加粗 mm,且保证至少 mm的线隙;2、Via过孔保证单边焊环至少 mm,插件孔保证单边焊环至少 mm,隔离环距钻孔边缘至少 mm;取消所有独立的PAD;3、削铜或移线保证铜或线距成型线边 mm,距V-cut线 mm,距封孔(N-PTH孔)单边 mm;4、 (是、否)给连接线处PAD加泪滴;5、其它: 。
三、绿油菲林制作指示:1、绿油PAD要比线路PAD单边至少大 mm(一般为0.1~0.125mm),不露线;2、Via过孔需要 (开窗或用绿油盖住);3、给未开窗的N-PTH孔加大单边0.1mm的开窗,给不开窗的PTH孔加挡油点:(Via过孔除外);4、保证IC处绿油桥至少 mm(客户没有要求保留绿油桥的按一般要求制作);5、碳键(KEY):缩小碳KEY焊盘对应的绿油窗,使绿油上PAD单边 mm;6、碳线:根据不同碳油板设计的方式不同,作不同的调整方式,见附页 ;7、 (要、不要)保留成型线,线宽为 mm(一般为0.12mm);8、其它: 。
菲林检查流程

取消
原稿(内层)
用原稿核对独立孔取消是否正确
(5) .散热PAD是否加大
PAD开口≥8mil
刻度镜
测量蜘蛛脚大小
2.线路:
(1) .线宽加大(依制作规范)
0mil-2mil
刻度镜
原稿及工作片核对
(2) .线距
≥4.5mil
刻度镜
测量线距
(3) .加泪滴
要加(焊盘够大,不加)
≥12mil
孔点图
与MAP核对是否有到板外
(字符离V-CUT线)
≥30mil
(特殊情况≥20mil)
4.大铜皮文字是否保留
依客户要求
MI
依MI要求
6.UL标志
依客户要求
MI
依MI要求添加,修改字符
7.周期或批号“8888”“888888”
依客户要求
MI
依MI要求添加,修改字符
检查项目
标准
检查工具
检查方法
(金手指倒角处销铜皮)
20mil
刻度镜
用MAP与工作片对准后测量距离
(2) .V-CUT内销(金手指处≥16mil)
≥20mil
5.加标志
(1) .UL标志
依客户要求
MI
核对MI,依照MI要求检查是否需要添加
(2) .周期或批号8888或888888
依客户要求
(4) .板边料号、层次、日期、制作者等
刻度镜
用MAP对照内层,测量成型线距靶孔距离是否正确
(6) .各层标志是否重合,有无加出板边
否
孔点图
用MAP对照内层线路及首板,确定位置是否正确
4.其它
(1) .料号、层次、日期、制作者名加
SOP_相关名词解释
Credit ControlCSDInspection (IQC)Inter - Orgnization Transfer Item CategoryItem TemplatesJob ClassKeeperLot ControlMDSOMOrder TypePHYPN InquiryReceivingReturn & Replacement Return for Reparing Rework OrderRTVSales ReturnScrapShippingSpare PartStore InSubcontract WO Subinventory Transfer UOMWarehouse Physical Count WIP工單挪料客戶信用控管 (詳細請參考SOP-OM-005 客戶信用控管 (Customer Credit Control) )Customer Service Department 客服部門收料檢驗 (詳細請參考SOP-INV-023 檢驗 (Inspection for Receiving Items) )廠間移轉 (詳細請參考SOP-INV-029 廠間移轉 (Inter - Orgnization Transfer ) )材料分類 (詳細請參考SOP-INV-004 分類設定(Category Setup) )料號樣板 (詳細請參考SOP-INV-002 料號樣板設定(Item Templates Setup) )工單類別 (詳細請參考SOP-WIP-002 工單命名規則與 Class Code )倉管人員 (詳細請參考SOP-INV-006 倉管人員設定(Keeper Code Setup) )效期控管 (詳細請參考SOP-INV-035 效期控管(Lot Control) )Master Demand Schedule 主計劃排程 (詳細請參考SOP-PN-003 主計劃排程 (MDS_Master Demand Schedule) )Order Management 業務訂單 (詳細請參考SOP-OM-019 訂單查詢 (OM Inquiry) )訂單型態 (詳細請參考SOP-OM-002 訂單型態設定 (Order Type Setup) )Officially Physical Count , 正式盤點 (詳細請參考SOP-PHY-001 正式盤點 ( Officially Physical Count ) )計劃系統查詢 (詳細請參考SOP-PN-005 計劃系統查詢(PN Inquiry) )收貨 (詳細請參考SOP-INV-022 收貨 (Receiving) )退貨換貨流程_客服部門 (詳細請參考SOP-OM-012 退貨換貨流程_客服部門 (Return & Replacement for CSD -- Customer Service Department) )退貨維修 (詳細請參考SOP-OM-013 退修流程_至AU (Return for Reparing by AU) )重工工單作業流程 (詳細請參考SOP-WIP-012 重工工單作業流程 (Rework Order) )Return to Vendor 貨退廠商流程 -- 收貨未入庫詳細請參考SOP-INV-026 貨退廠商流程 -- 收貨未入庫(RTV_Return to Vendor for Received without Delivering) , 收貨已入庫則請參考SOP-INV-027 貨退廠商流程 --收貨已入庫 (RTV_Return to Vendor for Delivered) ))銷售退回 (詳細請參考SOP-OM-011 銷售退回 (Sales Return) )報廢, 工單報廢流程請參考SOP-WIP-007 工單報廢流程 (Material Scrap for WO)出貨 (詳細請參考SOP-OM-003 出貨相關設定 (Shipping Setup) )耗材及備品, 其管理詳細請參考SOP-INV-031 耗材及備品庫存管理 (Spare Part Inventory Management)入庫. 工單入庫詳細請參考SOP-WIP-008 工單入庫流程 (Finigh Goods Store in for WO) ; 材料入庫則參考SOP-INV-024 材料入庫 (Material Store in (Delivery) for Receiving) )外包工單作業流程 (詳細請參考SOP-WIP-011 外包工單作業流程 (Subcontract WO) )倉間移轉 (詳細請參考SOP-INV-028 倉間移轉 (Subinventory Transfer) )Unit of Measuer, 單位 (詳細請參考SOP-INV-003 料號單位及單位轉換設定 (Item UOM and Conversion Setup) )倉儲庫存盤點 (詳細請參考SOP-PHY-002 倉儲庫存盤點(Warehouse Physical Count) )Work in Process, 工單查詢詳細請參考SOP-WIP-013 工單查詢(WIP Inquiry)工單挪料流程 (詳細請參考SOP-WIP-009 工單挪料流程 )。
网版检验规范
菲林检验规范菲林检验1目的确保菲林能符合我司的生产要求,能适应于公司的工艺制作条件2范围定义了过程检验员在过程检验过程中对菲林的品质进行控制和检验的内容,适用于对外公司菲林的检验。
3使用工具及参考资料原稿菲林、红胶片或铝片、10X镜4检验方法及步骤4.1、用原稿负片菲林拍生产正片菲林检查(有无遗漏图形)A、遗漏图形B、线幼C、板内图形到板边的距离4.2、用原稿正片菲林拍生产负片菲林检查(不可多余图形)A、多余图形B、是否有增加标记C、单元外形到板边的距离4.3、线路菲林的药膜面是否有反,可用以下方法检查(不可反药膜)A、确认菲林的正反面B、原则上所有药膜面为正面4.4、检验线路沙孔、缺口(不允许线路菲林有沙孔、缺口)用红丹填补5检验规则,检验标准及检验方法5.1检验规则a)检验项目b)检验数量全数检验,剔除不合格品。
c)对因检验不合格,重新制作的网版送检时需作全项目的检验,返工的网版送检时只需对不合格项进行检验。
5.2检验标准5.2.1验证供方报告确认供应商检验报告上孔径,版厚,张力是否与采购要求一致5.2.2张力(mm)同张网版上张力差不可超过2N5.2.3单张外观5.2.3.1如下图所示左右两边MARK与网框外框距差(c- d)≤10mm;菲林型号5.2.3.2图案区(非下墨区域),不能存在透光点;5.2.3.3图案区(下墨区域),不能存在任何污物;※对回收网版,允许每个网孔堵孔的面积不可超过网孔的1/25.2.3.4非图案区,不能存在任何污物(如粘贴菲林时,胶带残留物);5.2.3.5放大镜下观察图形边缘线清晰,无凹不平现象(菲林产品型号和菲林厂家型号等标示性图形不做要求)。
5.2.4套全检查5.2.4.1网版上图案与菲林上图案保持一致5.2.4.2误差≤0.05mm(一个对位MARK的线宽)5.2.5单套尺寸5.2.5.1 同一型号网版中,FILM或GLASS对应的一套网版如上图所示a,b值大于等于18cm;a值保持一致,一套中最大值与最小值差值不得超过10mm。
HKSOP-12-WI-003菲林检验规范

业,以免文字残缺或模糊。 5.3.12 如没有文字的板,“UL Mark”与“周期”一般加在绿油层,周期要采用负片方
式。如客户有要求的按要求增加在要求层上。 5.3.13 根据客户或工程制作要求,Via PAD 是开窗还是盖绿油。如盖绿油,是否影响测
2.0 适用范围: 适用于兴强线路板有限公司光绘菲林的检验。
3.0 权责: 3.1 工程菲林检验组:负责样品、生产菲林的检验。 3.2 QAE:负责对样品、生产菲林的审核。
4.0 作业流程:无 5.0 作业内容:
5.1 菲林检查依据: 5.1.1 客户原始菲林。 5.1.2 客户相关资料制作要求。 5.1.3 工程 CAM 菲林制作指示单。 5.1.4 连版图、开模图、机械图。 5.1.5 变更资料。
5.5 其它相关菲林的检验按照工程 CAM 菲林制作指示要示进行检验(如:碳油菲林、可 剥蓝胶菲林、桥油菲林、保护层菲林等)。
5.6 以上菲林全部检验完毕后,由菲林检验员在“菲林检验记录表”上作记录。合格后交 QAE 确认。
6.0 参考文件: 6.1《工程资料管理规范》 6.2《光绘菲林制作规范》 6.3《兴强制程能力表》
7.0 质量记录: 7.1《菲林检验记录表》HKSOP-12-WI-003-R1
文件 名称
菲林检验规范
5.4 文字菲林检验 5.4.1 菲林版本是否正确,原始菲林,样品/生产 MI、制作要求是否为同一机种。 5.4.2 菲林黑边标示是否正确,有无漏标示(如:产品编码、客户型号、菲林层名、制 作日期、制作人代号、序列号等)。 5.4.3 用原始菲林核对样品/生产菲林是否一致,是否有根据制程能力作相应补偿,对文 字高度及字宽作适当调整。 5.4.4 在检验生产菲林时,必须严格按照承认样品进行核对,不得有私自修改的部分。 5.4.5 检验生产菲林时,必须拷贝一个模版负片菲林进行核对,确认每个模版是否一致。 5.4.6 文字在 PAD 上的根据客户要求或工程要求进行处理(如套掉或适当移动位置)。 5.4.7 文字要求清晰、均匀、符合客户原稿设计。 5.4.8 文字隔线是否有保留,隔线宽度是否可以印刷出。 5.4.9 文字距离板边、V-CUT 边是否安全。 5.4.10 一般情况下“UL Mark”与“周期”都加在文字层,注意周期章的方式(有“年 前周”与“周前年后”二种)。如客户有要求的按要求增加在要求层上。 5.4.11“UL Mark”与“周期”不可以加在吃锡 PAD 或被捞掉的槽孔上面。 5.4.12 核对板面上的客户料号、版本是否与市场部书面下单一致。 5.4.13 文字不允许上 PAD,不能重叠,不清楚,字符残缺或入孔等不良。
菲林、网版检查指导书Q014

目录一.目的二.依据三.检查方法四.检查项目五.检查内容六.辅助工具七.记录八.附注一.目的:控制生产前工具资料的产品质量,避免问题发生二.依据:参考生产指示MI,本厂生产能力,客户资料三.检查方法:1、检查菲林按工程部提供图纸或原装单只及双片之正片菲林去拍对生产菲林负片,每单元或双片。
2、检查菲林按图纸或原装单只及双片之负片菲林去拍对生产菲林负片,每单元或双片。
3、检查网版用生产菲林(或原装菲林)去拍对网版。
4、检查确认合格菲林和网版,在菲林边网版边位上签名,不合格菲林及网版退回工程部并作记录。
四.检查项目:线路碳线菲林、绿油菲林、字符菲林、网版五.检查内容:1、检查线路、碳油线路菲林,检查是否多PAD或少PAD。
开路、短路、狗牙、沙孔、幼线、粗线、崩缺等问题。
主要检查“IC”位,邦定位,金手指是否有线头缺、长短,弯曲不齐以上问题等,再用光板(实板)对拍线路负片,线路对拍碳油线路是否吻合。
2、检查S/M菲林用S/M负片对拍线路正片菲林,检查是否多PAD或少PAD,露线、渗油、偏移等问题,再用光板(实板)对S/M正片和负片菲林再次检查以上问题。
3、检查绿油桥、碳油桥,用线路、碳线菲林对拍检查是否有多PAD或少PAD露铜,渗油孔点等问题,主要检查其宽、窄问题,检查绿油桥是否覆盖完整,碳桥是否接触适当是否有露线。
4、检查字符菲林是否有多字或少字、字符崩缺、模糊不清等问题。
用字符菲林对拍线路正片或S/M菲林,检查以上问题。
5、检查网版用生产菲林(原装菲林)对拍网版,检查是否吻合或变形,检查网版T数是否符合以上要求。
显形不良或过度,脱膜不净,鬼影等问题。
六.辅助工具:10倍放大镜菲林尺手术刀双面胶光板(实板)七.记录:检查日报表八.附注:A.测量网版:用张力计测试所拉网的张力是否达到要求的张力,(测五个点:网心和四个角;每个点之间的张力相差不能超过1N/CM)。
参数要求如下:(拉网封胶前参数)18T:34-38N/CM 51-68T:28-32N/CM60-80T:26-30N/CM 90-120T:25-28N/CM140T:24-27N/CMB.参考网版T数黑油线路:120T-140T (UV)绿油:100T-120T(焗油)绿油:51T-68T 碳桥:51T-68T绿油桥:90T-100T 白字:100T-120T湿膜:68T-80T 兰胶:18T碳油灌孔:51T 碳点:51TC.水菲林号数参考:黑油线路:18# 碳桥、碳线:35#碳点:18# 碳油灌孔:50#。
PCB之菲林胶片及暗房说明
PCB之菲林胶片时间:2012-11-05 11:21 来源:未知作者:admin 点击: 182次菲林胶片由保护膜,乳剂层,结合膜,片基和防光晕层组成,主要成分是银盐类感光物质、明胶和色素等。
在光的作用下银盐可以还原出银核中心,但又不溶解于水,因此可以使用明胶使之成悬浮状态,并涂布在片基上,乳剂中同时含有色素起增感作用。
而后通过光化菲林胶片由保护膜,乳剂层,结合膜,片基和防光晕层组成,主要成分是银盐类感光物质、明胶和色素等。
在光的作用下银盐可以还原出银核中心,但又不溶解于水,因此可以使用明胶使之成悬浮状态,并涂布在片基上,乳剂中同时含有色素起增感作用。
而后通过光化作用得到曝光底片。
一>、菲林冲洗。
底片曝光后即可进行冲洗。
不同底片有不同冲洗条件,在使用前,应仔细阅读底片的使用说明,以确定正确的显影和定影液配方。
底片的冲洗过程如下:1>曝光成像:即底片曝光后,银盐还原出银中心,但这时在底片上还看不到图形,称为潜象。
2> 显影:即将经光照后的银盐还原成黑色银粒。
手工冲片显影时将经过曝光的银盐底片均匀浸入显影液中,由于用于印制板生产的银盐底片的感光速度较低,因此可以在安全灯下监视显影过程,但灯光不宜过亮,避免造成底片跑光。
当底片正反两面黑色影像的颜色深度一致时,就应当停止显影了。
将底片从显影液中取出,用水冲洗或用酸性停影液冲洗后即可放入定影液中定影了。
显影液的温度对显影速度的影响非常大,温度越高,显影速度越快。
较为合适的显影温度在18~25O C。
机器冲片显影过程则由自动冲片机自动完成,注意药水的浓度配合比。
通常机器冲片的显影药水的浓度比为1:4,即1量杯容积的显影药水用4量杯容积的清水勾兑均匀。
3> 定影:即是将底片上没有还原成银的银盐溶解掉,以防止这部分银盐再曝光后影响底片图像。
手工冲片定影时间以底片上没有感光部分透明以后,再加一倍的时间。
机器冲片定影过程也由自动冲片机自动完成,药水浓度配合比可略浓于显影药水,即1量杯容积的定影药水用3量杯半左右容积的清水勾兑均匀。
菲林的质量检验标准

菲林的质量检查原则菲林的输出其实就是一种类似于摄影的暴光过程,它先把图文通过 RIP 解决成的点阵图象(即由网点构成图文),再将其转化为支配激光的信号,运用激光相对菲林片的纵向和横向移动,将激光点(即网点)打(射)到菲林片对应的位置上,使菲林片对应部位暴光,再通过显影机的显定影过程,把未暴光部分冲洗掉,就在菲林片上形成了点阵图象。
至于菲林的质量原则,我想重要应当是涉及下列四个方面:一.实地密度与灰雾,它是衡量软片质量的基础。
灰雾就是指空白菲林的绝对密度,即将密度计绝对清零(对空清零)后所测空白菲林的密度,灰雾值<=0.03 的菲林为优,0.03到0.07 间均为合格。
所谓实地密度是指大实地块的密度值,普通发排软件自带的灰梯尺由于其面积太小,再加上有些菲林药膜有沙眼,使得其实地密度测量值较实际值要小,普通在 3.5-3.8 之间即为合格,但若有大块实地必须确保它的密度值在 4.0-4.3 之间才干确保印刷品的色彩饱和又不会使暗调层次并集。
二.线性化数值,它是量软片质量的重要因素。
普通应确保软片灰梯尺上的标示数值与测量数值相差<=2 为合格。
但由于普通的高精度印刷机都有一定的色彩可调程度,因此我们只要确保其线性化差值<=5 即能确保印刷品的质量。
三、网点形状、网角及挂网线数,网点规定圆滑、殷实,无锯齿,无拖尾;网角符合原则(普通单色 45 度,四色想差 30 度)不撞网;挂网线数适合印刷介质(如:新闻纸不高于 120LPI,铜版纸不低于 133LPI)。
四.曝光后的药膜质量,是最后一道关,也是最容易被人无视的一种因素。
软片上实地上没有沙眼,药膜无划伤,无油迹,无定影未除掉的“白点”。
才干说是一张质量过关的软片。
引用 LYUS 老师所讲:———————————————————————————————————————看高光小点子与否出齐。
例如你制作的图片中所设定的最小点子是2%,那么就要看 2%的小点子与否出来了,与否完整。
菲林检验规范

菲林检验规范(IATF16949/ISO9001-2015)1.0范围适用于本公司菲林的检验。
2.0检验资料与检验工具:光台、10倍放大镜、刀笔、产品图纸(MI) 、二次元测量仪。
3.0检验项目:药膜面正/反面确认、线路图形及版本确认、菲林外观检验。
4.0菲林的质量要求:4.1菲林的正负片要求,在菲林编号信息上打上正负片信息,(+)为正面、(-)为负片。
4.2菲林药膜面要求:线路菲林:药膜面向下;字符菲林:药膜面向上。
XX曝光菲林:则药膜面应向下;XX丝印菲林:则药膜面应向上。
4.3线路及图形走向应与MI图纸一致。
4.4 线宽要求:产品线宽≤0.07mm,菲林线宽公差±0.003mm;产品线宽>0.07 mm,菲林线宽公差±0.005mm。
4.5 药膜面无开短路、沙眼、针孔、线幼、药液污染、残迹等缺陷。
4.6 菲林的遮光度(黑度)及透光度(如菲林内有气泡)不差于封样。
4.7 每款型号菲林成套交货,如双面板则上下两面一起交货,四层板则4张菲林一起交货。
5.0检查步骤:5.1品质部收到菲林后进行登记,并准备好检验资料和工具。
5.2将光台清洁干净,防止菲林划伤。
5.3用图纸与待检菲林进行黑度对比检验,黑度应达到封样菲林或超过封样菲林(有封样时执行此条,一般不特别作要求,重点产品特殊管控时才做封样菲林)。
5.4按4.1和4.2条确认菲林和正负片和药膜面。
若不能确定药膜面,应用刀笔在菲林无用的图形处刮一下,黑膜被刮掉的一面则为药膜面。
5.5用图纸核对菲林图形(如线路走向),及菲林的型号、版本号等是否相同。
5.6用10倍放大镜检查菲林药膜制作情况,是否有开短路、沙眼、针孔、线幼、药液污染、残迹等缺陷,有不良的地方须贴附小红色标签,箭头指向不良处。
5.7经检验合格的菲林,必须贴有确认人或检验员签名的合格标签,贴标签时注意不要贴到图形内,或贴在存放菲林的袋子上。
5.8检验完后整理工作台面。
5.9不合格菲林贴不合格标签,填写《异常报告单》给主管确认,并通知工程部处理。
菲林品质检验标准---精品管理资料

菲林品质检验标准制作单位:文件编号:生效日期:版本号:总页数:第 2 页共5页NO。
缺陷名称定义判定标准检验工具图示1 砂眼来料砂眼,要求遮光处有星点透光≦0。
5mm/3处1.目视2。
10倍镜2 擦花菲林遮光处有划痕,导致透光≦5mm/3处目视菲林遮光处PAD上有划痕严重,导致透光不接收3 油墨垃圾油墨反粘在菲林上,导致遮光,必须用菲林水擦干净不接收目视4 显影不良PAD尺寸缩小,边缘不清晰模糊菲林遮光区清晰,曝光尺要求2格净3格残1.目视2.10倍镜3.曝光尺5 红点/黑点在透光区有发现红点/黑点,导致遮光;必须用刀笔刮干净不接收目视菲林品质检验标准制作单位:文件编号:生效日期:版本号:总页数:第 3 页共5页NO。
缺陷名称定义判定标准检验工具图示6 留边不够菲林工艺边缘留边太小,已经剪到角线内,无法覆盖板边角线到边≧25mm目视7 折痕菲林表面有折皱痕迹透光区≦5mm 目视遮光区焊盘上不接收目视8 Pin钉孔偏/变形Pin钉孔自动打靶对位对偏,导致孔打偏或变形偏位≤1mil1.目视2.二次元变形不接收无9 无IQCPASS章菲林来料没有经过IQC检验,没有IQC合格标签不接收目视无10 超过寿命期限菲林实际使用超过要求管控的寿命使用次数黄片线路使用寿命≦600次/套,防焊使用寿命≦500次/套,黑片线路与防焊使用寿命≦3000次/套使用数据累计记录表无菲林品质检验标准制作单位:文件编号:生效日期:版本号:总页数:第 4 页共5页NO。
缺陷名称定义判定标准检验工具图示11 管位距超差管位距的长和宽比实际要求管控范围更长或更短,超出公差400mm毫米以下按≤1mil,400mm以上按≤1。
5mil二次元无12 光学点开窗超差防焊光学点开窗比实际要求管控标准值更大或更小,超出公差≤1mil 二次元无13 PAD尺寸超差PAD尺寸比实际要求管控标准值更大或更小,超出公差线路PAD补偿正片2mil,负片1.5mil;防焊PAD补偿1mil二次元无14 漏V—CUT线防焊菲林没有V-CAT线不接收目视无15 漏打抽气孔贴保护膜的菲林打抽气孔,以防气泡≧5处/个目视16 保护膜起泡或折皱菲林贴保护膜一定要平整,不可以有气泡不接收目视17 孔防呆开窗不够线路孔1。
WI-EN-004 零件承认管理规范
5.2.5.1零件不合格,工程部工程师依据测试结果判定此零件是否合格,如合格则在零件和《零件承认书》上签署时间和姓名,并将零件和《零件承认书》返还给工程助理;如不合格则直接将零件和《零件承认书》返还给工程助理,并写明不合格原因;零件确认时间为3-5个工作日;急件承认书为1-2个工作日确认,特急件物料由工程师签限量样后上线。
5.2.3工程部负责人收到《零件承认书》后对零件进行确认,并提出尺寸、环保、可靠性测试申请单连同零件一起交品管部测试;品管部收到测试申请单后安排进行检测;
5.2.4测试完成后将测试报告交品管部QE,QE依据测试结果判定此零件是否合格,如合格则在零件和《零件承认书》上签署时间和姓名,并将零件和《零件承认书》交送检人;如不合格则写明不合格原因将零件和《零件承认书》交送检人;
文件修改履历表
版本
修订内容
制訂日期
制定人
审核
核准
B0
新制订
2015.04.22
B1
修订3.1.10/5.2.5条
2015.11.24
D0
全面修改
2020/1/2
1.0目的:
为确保产品品质满足客户要求,保证产品品质的稳定性,及时发现问题并检讨、改善,保证零件初期认定的品质水准。
2.0范围:
本公司供应商提供的生产零件均适用。
5.2.5.2资料不合格,由工程助理确认资料的符合性,如符合则交由对应工程师进行签核,如不符合则将资料退回给厂商,厂商需在3个工作日内完成并提供给工程助理,由工程助理再次确认符合性;
5.2.6工程助理接到工程部返还的《零件承认书》后,如确认结果为合格的,则将承认书交工程部主管签署,登记在供应商《零件承认书清单》内;
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件 名称
菲林管理规范
5.2.1.3 市场部明文已经取消此客户超过半年且无商业再来往时,相应之样品、生 产菲林给予封存,超过 1 年的给予报废处理(要求退回的当时退还客户)。
5.2.1.4 封存的菲林在每个菲林袋上注明产品编码、封存编号、封存日期。 5.2.2 样品菲林、生产菲林封存、报废:
5.2.2.1 样品菲林、生产菲林因工程变更或客户有修改,重新光绘菲林时,修改前 的菲林给予封存。
5.2.2.2 样品菲林、生产菲林已变更,但旧版本菲林仍在使用时,前版本菲林暂不 封存,待旧版本结批后,再给予封存。
5.2.2.3 样品菲林、生产菲林封存超过一年,仍未使用时,作报废处理。 5.2.2.4 样品菲林、生产菲林在使用过程中,出现损坏或缺陷而不能修复的,给予
报废重新光绘新菲林。 5.2.2.5 样品菲林、生产菲林经检验不合格时,给予报废处理。修改合格后重新光
件4
品管部
分5 发
6 记 录7
工程部 工艺部 财务部
8
市场部
9
物流部
会签 分发份数 接收签名
回收分数 回收签名 回收日期
受
控
文
1份
件
1份
回
收
记
录
批 准﹕ 聂昌猛 签
签 名﹕____________ 署
栏 日 期ቤተ መጻሕፍቲ ባይዱ____________
审 核﹕ 刘建军 签 名﹕_____________ 日 期﹕_____________
编 制﹕ 刘建军 签 名﹕_____________ 日 期﹕_____________
作业指导书
文件编号﹕HKSOP-12-WI-004 制订日期﹕2006 年 10 月 12 日 版 本﹕ A/0 页 码﹕第 2 页 共 3 页
文件 名称
菲林管理规范
1.0 目的: 对兴强线路板有限公司光绘的菲林进行管制,确保菲林存取的正确性及完整性。
作业指导书
文件编号﹕HKSOP-12-WI-004 制订日期﹕2006 年 10 月 12 日 版 本﹕ A/0 页 码﹕第 1 页 共 3 页
文件 名称
菲林管理规范
页次 版本 修 共 3 页 A/0
修改内容 新制定
修改日期 2006-10-12
改
记
录
序号 分发部门
1 管理者代表
受2
企管部
控 文3
生产部
动作。 5.3 菲林存放环境
5.3.1 菲林存放室要干燥、无辐射、无灰尘、无污染。 5.3.2 室内相对温度控制在:22 + 2 ºC,湿度 55%RH+10%RH 的范围内。 5.3.3 菲林室不可有紫外线照射,需要复制的底片不可曝光,需要采用暗室作业。 5.3.4 保持菲林室的清洁,进入菲林室的人员不得将灰尘、杂物带入室内。 5.3.5 无关人员禁止进入菲林室内。 6.0 参考文件: 6.1《工程资料管理规范》 7.0 质量记录: 7.1《菲林收发记录表》HKSOP-12-WI-004-R1 7.2《样品菲林查封记录表》HKSOP-12-WI-004-R2 7.3《生产菲林查封记录表》HKSOP-12-WI-004-R3
绘菲林。 5.2.2.6 查封之样品菲林、生产菲林在包装袋上贴上查封标签,并记录于《样品/
生产菲林查封记录表》内。 5.2.2.7 查封的样品菲林、生产菲林查封编号按流水号作登记。 5.2.2.8 查封的菲林每年进行一次整理,超过限定时间的作报废处理。 5.2.2.9 报废的菲林统一交仓库处理,报废菲林需用载刀切碎菲林的图案。 5.2.2.10 生产线使用的黄菲林由生产使用单位作报废处理;品管部对现场作稽查
2.0 适用范围: 适用于兴强线路板有限公司光绘的菲林之管制。
3.0 权责: 3.1 工程菲林检验组: 负责生产菲林的整理、存档、发放、回收、封存、报废。
4.0 作业流程:无 5.0 作业内容:
5.1 生产菲林的管理 5.1.1 QAE 检验合格的菲林,由菲林检验员装入菲林袋中,并在袋子外面注明产品编 码、版本号与日期。 5.1.2 生产菲林存放于工程资料室生产专用菲林柜内。 5.1.3 生产线需要使用菲林时,到工程资料室领取。由菲林检验员取出,交生产领取 人员,领取人员需要在工程《菲林收发记录表》中作领取记录。 5.1.4 收发菲林必须认真核对收发之菲林与所需的菲林之产品编码、料号是否一致, 以免发错。 5.1.5 菲林收发要仔细审核,无误后再发出或存档,如菲林有损坏的,由菲林检验员 修复合格后方可发出或存档。 5.1.6 生产线使用完毕后,菲林退回工程部保管,退回时由工程菲林检验员对菲林进 行检验,合格后存档;如有损坏的,由菲林检验员修复合格后存档;如无法修 复的,重新光绘出菲林,经检验合格及 QAE 确认合格后存档。 5.1.6 外包制作的生产机种,生产菲林由计划部到工程部领取,计划部人员在《菲林 收发记录表》中作领领取记录。 5.1.7 外发制作的生产机种,菲林有修改时,由计划部向外包商收回,回收后的菲林 交工程部作查封或报废处理。并在《菲林收发记录表》中作退还记录。 5.1.8 外发制作的生产机种,超过半年未下订单的,由工程通知计划部,要求向外包 商收回菲林,菲林收回后,需要经检验合格后存档。 5.1.9 发外包商制作的菲林,必须用菲林盒运送,以免菲林收缩与打拆损坏。
5.2 菲林封存、报废 5.2.1 客户提供原始菲林封存、报废: 5.2.1.1 原始菲林有变更修改的,客户重新提供原稿时,前资料给予封存。 5.2.1.2 市场部明文已经取消此客户半年的,原始菲林给予报废(要求退回的当时 退还客户)。
作业指导书
文件编号﹕HKSOP-12-WI-004 制订日期﹕2006 年 10 月 12 日 版 本﹕ A/0 页 码﹕第 3 页 共 3 页