LX 31轴承盖说明书
轴承盖尺寸设计手册
轴承盖尺寸设计手册
首先,轴承盖尺寸设计手册会详细介绍各种类型轴承盖的尺寸规格,包括内径、外径、厚度等参数,以及适用于不同轴承型号的尺寸范围。
这有助于工程师在设计时选择最合适的轴承盖尺寸,以满足特定的工作要求。
其次,手册中通常还包括了轴承盖的材料选择指南。
不同的工作环境和负载要求需要不同材质的轴承盖,手册中会对不同材料的特性、优缺点进行详细比较,帮助工程师做出合适的选择。
此外,手册还可能包括了轴承盖的加工工艺要求,例如表面粗糙度、平行度、圆度等技术要求,以确保轴承盖能够正常安装和工作。
最后,轴承盖尺寸设计手册可能还包括了安装和维护要求,以及一些实用的设计经验和案例分析,帮助工程师更好地理解轴承盖的设计和应用。
总的来说,轴承盖尺寸设计手册是工程师在设计轴承系统时的
重要参考资料,它涵盖了轴承盖尺寸、材料、加工工艺、安装要求
等方面的内容,帮助工程师设计出性能优良、可靠稳定的轴承系统。
轴承使用说明书
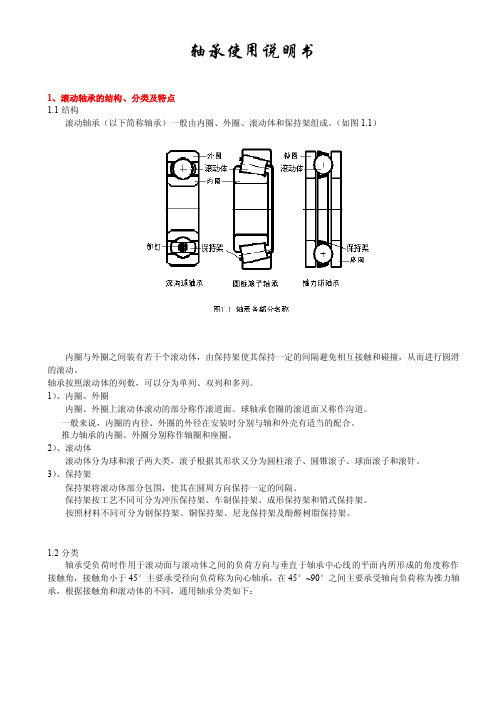
轴承使用说明书1、滚动轴承的结构、分类及特点1.1结构滚动轴承(以下简称轴承)一般由内圈、外圈、滚动体和保持架组成。
(如图1.1)内圈与外圈之间装有若干个滚动体,由保持架使其保持一定的间隔避免相互接触和碰撞,从而进行圆滑的滚动。
轴承按照滚动体的列数,可以分为单列、双列和多列。
1)、内圈、外圈内圈、外圈上滚动体滚动的部分称作滚道面。
球轴承套圈的滚道面又称作沟道。
一般来说,内圈的内径、外圈的外径在安装时分别与轴和外壳有适当的配合。
推力轴承的内圈、外圈分别称作轴圈和座圈。
2)、滚动体滚动体分为球和滚子两大类,滚子根据其形状又分为圆柱滚子、圆锥滚子、球面滚子和滚针。
3)、保持架保持架将滚动体部分包围,使其在圆周方向保持一定的间隔。
保持架按工艺不同可分为冲压保持架、车制保持架、成形保持架和销式保持架。
按照材料不同可分为钢保持架、铜保持架、尼龙保持架及酚醛树脂保持架。
1.2分类轴承受负荷时作用于滚动面与滚动体之间的负荷方向与垂直于轴承中心线的平面内所形成的角度称作接触角,接触角小于45°主要承受径向负荷称为向心轴承,在45°~90°之间主要承受轴向负荷称为推力轴承,根据接触角和滚动体的不同,通用轴承分类如下:深沟球轴承(单、双列)向心球轴承角接触球轴承(单、双列)四点接触球轴承调心球轴承向心圆柱滚子轴承(单、双、四列)轴向心滚子轴承圆锥滚子轴承(单、双、四列)滚承滚针轴承(单、双列)动调心滚子轴承轴承推力球轴承推力球轴承(单、双列)推力角接触球轴承(单、双向)推力推力圆柱滚子轴承轴推力滚子轴承推力圆锥滚子轴承承推力滚针轴承推力调心滚子轴承1.3特点1.3.1滚动轴承的优点滚动轴承虽有许多类型和品种,并拥有各自固定的特征,但是,它们与滑动轴承相比较,却具有下述共同的优点:(1)、起动摩擦系数小,与动摩擦系数之差少。
(2)、国际性标准和规格统一,容易得到有互换性的产品。
(3)、润滑方便,润滑剂消耗少。
端盖说明书

目录一、零件结构工艺性分析: (2)(一)零件的技术要求: (2)(二)确定端盖的生产类型: (2)二、毛坯的选择: (2)(一)选择毛坯: (2)(二)确定毛坯的尺寸公差: (3)三、定位基准的选择: (3)(一)精基准的选择: (3)(二)粗基准的选择: (3)四、工艺路线的拟定: (3)(一)各表面加工方法的选择: (4)(二)加工阶段的划分 (4)(三)加工顺序的安排: (4)五、工序内容的拟定: (5)(一)工序的尺寸和公差的确定: (5)(二)设备及工艺装备的选择: (6)(三)切削用量的选择及工序时间计算: (6)六、参考文献: (14)一、零件结构工艺性分析:(一)零件的技术要求:1、端盖零件,材料为HT200,具有较高的硬度、耐磨性。
2、零件的技术要求表:加工表面尺寸及偏差/mm 公差/mm及精度等级表面粗糙度/μm形位公差/mm端盖左端面41±0.5 IT12 12.5端盖右端面41±0.5 IT10 3.2端盖外圆表面φ51 IT12 12.5 φ53 IT12 12.5 φ55 IT10 3.2 φ61 IT12 12.5端盖内圆表面φ18+0.012-0.031IT12 12.5打孔φ8 IT12 12.5(二)确定端盖的生产类型:根据设计题目年产量为10万件,因此该端盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该端盖在工作过程中要承受冲击载荷,为增强端盖的强度和冲击韧度,获得纤维组织,毛坯选用铸件。
为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1、公差等级:由端盖的功能和技术要求,确定该零件的公差等级为普通级。
2、铸件材质系数:由于该端盖材料为45钢,是碳的质量分数小于0.65%的碳素钢,故该锻件的材质系数为M级。
3、铸件分模线形状:根据该端盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
【VIP专享】LX电动单梁悬挂起重机介绍使用说明书
LX电动单梁悬挂起重机说明书目录一·产品概况-----------------------------------1二·外形总图与主要技术参数--------------2三·安装、调试--------------------------------3四·使用与维护--------------------------------4五·电器控制原理图--------------------------5六·易损件--------------------------------------6一、产品概述1.1 主要技术条件LX型电动单梁悬挂起重机的设计制造遵循《电动单梁悬挂起重机》JB2603-94标准,与CD1、MD1等电动葫芦配套使用,成为一种有轨运行的轻小型起重机。
一般起重机在0.5~5T,跨度3~16m,运行速度20m/min及30m/min,如果有特殊要求的可另外设计制造。
1.2 使用范围LX型起重机工作级别为A3~A5,工作环境-25℃~45℃,相对湿度≤85%,适用在无易燃、易爆物品及腐蚀介质条件工作。
融化金属、剧毒物品慎用!该起重机因其其有结构紧凑、刚性好、操作灵敏、噪音低、无污染、安全可靠等有点广泛用于工矿企业、仓库、料场等场所。
该起重机工作电源:AC 380V 50Hz,也可以根据客户要定制。
1.3 基本结构LX型起重机主要由主梁、横梁、电动小车、电器、起升结构组成。
电动小车、从动小车与CD1型小车通用,具有较好的通用性和互换性。
一般情况0.5t跨度3~16m:1t跨度小于12m:2t跨度小于等于7.5m时可不配备横梁,也可根据用户需要配备横梁。
横梁轮距随起重机重量及跨度不同而不同。
详细情况见表1、表2、表3.电机电器性能及参数符合JB834、ZJB80013.3及JB/T6391.2有关标准。
起升机构情况详见电动葫芦说明书。
轴承使用手册

目录1、滚动轴承说明--------------------------------------------------21. 滚动轴承的特点------------------------------------- -22. 滚动轴承的结构和材料----------------------------- ----23. 滚动轴承的失效形式-------------------------------------24. 滚动轴承的分类和选用----------------------------------2 2、滚动轴承的代号------------------------------------------------3基本代号--------------------------------------------------3前置、后置代号-------------------------------------------3轴承代号示例---------------------------------------------4滚针轴承基本代号-----------------------------------------5 3、轴承的性能及用途----------------------------------------------5深沟球轴承------------------------------------------------5滚动轴承-------------------------------------------------5滚针轴承-------------------------------------------------6关节轴承-------------------------------------------------6直线轴承-------------------------------------------------6压力轴承-------------------------------------------------6推力滚子轴承---------------------------------------------6 4、轴承额定负荷--------------------------------------------------6轴承的静负荷----------------------------------------------6轴承的动负荷----------------------------------------------7 5、轴承的选定及使用时的注意事项----------------------------------7轴承选定概要---------------------------------------------7选择方法--------------------------------------------------8轴承的安装过程中-----------------------------------------106、影响轴承损坏的因素--------------------------------------------107、为什么轴承会磨损坏及对策--------------------------------------118、轴承结构对振动与噪声的影响------------------------------------15工作温度对轴承寿命的影响----------------------------------17轴承发响的若干原因----------------------------------------17轴承在运转时发烫------------------------------------------18轴承的注脂量对轴承的使用有什么影响------------------------18轴承不宜加过多润滑脂--------------------------------------189、如何延长轴承寿命和/或使用性能---------------------------------1910、轴承安装后检验----------------------------------------------2011、轴承保管和使用注意事项--------------------------------------21滚动轴承说明1. 滚动轴承的特点:(1) 摩擦系数小且稳定,起动容易。
轴承座说明书71498
目录一、前言................................. .2二、零件工功能和结构分析 (2)三、工艺分析.............................. . (2)1. 确定生产类型............................................... . (2)2. 确定毛坯类型.................................................. ..33. 确定毛坯余量 (3)四、工艺路线的确定 (4)1. 选择定位基准.............................................................. (4)2. 制定工艺路线 .43. 选择加工设备和工艺设备 .5五、机械加工工序设计........................ .51. 机械加工余量、工序尺寸及公差的确定 .62. 确定切削用量及时间定额 (7)六、夹具设计............................... .14七、小结 .................................. .16、前言:机械制造工程学课程设计是在学完了机械制造工程学等课程,并进行了生产实习的基础上进行的一个教学环节,它要求我们全面地综合运用本课程及其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。
这次课程设计主要锻炼我们分析问题和解决问题的能力;培养我们熟悉并运用有关手册、规范、图表等技术资料的能力;培养我们识图、制图、运算和编写技术文件等基本技能。
由于能力有限,设计尚有许多不足之处,恳请各位老师给予指导。
二功能与工艺分析轴承座主要用于各种承载机构中,通过轴承座安装轴承来实现支撑。
零件上方的© 30轴承孔与轴承相连,而上面和侧面则是用于与其它零件的装配。
机械设计-轴承端盖说明书
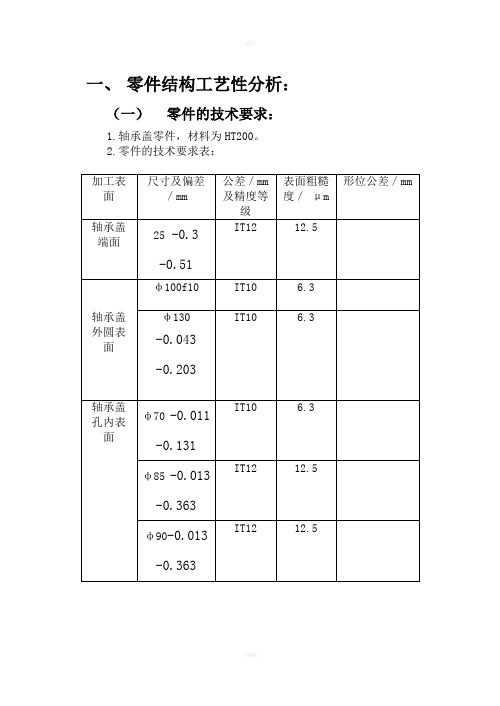
一、零件结构工艺性分析:(一)零件的技术要求:1.轴承盖零件,材料为HT200。
2.零件的技术要求表:(二)确定轴承盖的生产类型:根据设计题目年产量为10万件,因此该轴承盖的生产类型为大批生产。
二、毛坯的选择:(一)选择毛坯:由于该轴承盖在工作过程中要承受冲击载荷,为增强强度和冲击韧度,获得纤维组织,毛坯选用铸件。
该轴承盖的轮廓尺寸大,且生产类型属大批生产,为提高生产率和铸件精度,宜采用模铸方法制造毛坯,毛坯拔模斜度为5°。
(二)确定毛坯的尺寸公差:1.公差等级:由轴承盖的功能和技术要求,确定该零件的公差等级为普通级。
2.铸件件材质系数:由于该轴承盖材料为HT200。
3.锻件分模线形状:根据该轴承盖的形位特点,选择零件方向的对称平面为分模面,属于平直分模线。
4.零件表面粗糙度:由零件图可知,该轴承盖的各加工表面粗糙度Ra均大于等于6.3μm。
三、定位基准的选择:(一)精基准的选择:根据该零件的技术要求和装配要求,选择该轴承盖轴孔φ100f8和轴承盖右端面作为精基准,零件上的很多表面都可以采用它们作基准进行加工,即遵循了“基准统一”的原则。
轴孔φ100f8的轴线是设计基准,选用其作精基准定位加工轴的外圆表面和轴承盖外圆表面,实现了设计基准和工艺基准的重合,保证了被加工表面的垂直度要求。
选用轴承盖左端面作为精基准同样遵循了“基准重合”的原则,选用轴承盖左端面作为精基准,夹紧可作用在轴承盖的右端面上,夹紧稳定可靠。
(二)粗基准的选择:作为粗基准的表面应平整,没有飞边、毛刺或其他表面缺欠,该轴承盖轴的外圆表面、右堵头外圆表面作为粗基准,以保证为后序准备好精基准。
四、工艺路线的拟定:(一)各表面加工方法的选择:(二)加工阶段的划分该辊筒体加工质量要求较高,可将加工阶段划分为粗加工、半精加工和精加工几个阶段。
在粗加工阶段,首先将精基准准备好,使后序都可以采用精基准定位加工,保证其他加工表面的精度要求。
轴承盖的机械加工工艺规程及工艺装备设计说明书
机械制造技术基础课程设计题目:轴承盖的机械加工工艺说明书班级:姓名:指导教师:完成日期:2011/3/11一、设计题目LX-31轴承盖的机械加工工艺规程及工艺装备设计二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.绘制零件图1张2.毛坯图1张3.编制机械加工工艺过程综合卡片1套4.编制机械加工工艺卡片(仅编制所设计夹具对应的那道工序的机械加工工艺卡片)1套5.绘制夹具装配图(A0或A1)1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.编写课程设计说明书(约5000-8000字)。
1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,熟悉题目阶段。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的机械加工工艺卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具总装图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩五、指导教师评语成绩:指导教师日期摘要机械制造技术基础课程设计,是以切削理论为基础,制造工艺为主线,兼顾工艺装备知识的机械制造技术基本涉机能力培养的实践课程;是综合运用机械制造技术的基本知识,基本理论和基本技能,分析和解决实际工程问题的一个重要教学环节;是对学生运用掌握的“机械制造”技术基础知识及相关知识的一次全面的应用训练。
机械制造技术基础课程设计,是已机械制造工艺装备为内容进行的设计。
即以给定的一个中等复杂的程度的中小型机械零件为对象,在确定其毛胚制造工艺的基础上,编制其机械加工工艺规程,并对其一工序进行机床专用卡具设计。
NSK轴承说明(中文)

钢铁轧辊用轴承的安装指导一般要求一般要求•存放–轴承应该存放于干净,不潮湿的地方。
最好是在木制的容器中,高于地面。
对于大型轴承,要水平位置存放,防止出现椭圆度•包装–最好是在即将使用前才拆开包装•防锈油–一般来说在使用前不必清洗•安装–特殊的吊具被采用,确保螺栓尺寸大小正确有效•轴承记号-在轴承装配前首先要检查它的产品编号和组装顺序的对位记号.为什么轴承的对位记号很重要?为什么轴承的对位记号很重要?为了确保轴承的良好运行首先要确保在装配过程中它的内部游隙要正确四列圆锥滚子轴承KV –图解四列圆锥滚子轴承KV –图解UK-1A = 编号UK-1B= 对位记号密封防尘四列圆锥滚子轴承KVS/KVE –图解密封防尘四列圆锥滚子轴承KVS/KVE –图解UC-1A = 编号UC-1B= 对位记号四列圆柱滚子轴承RV –图解四列圆柱滚子轴承RV –图解UK-1A = 编号UK-1B= 对位记号负荷位置负荷位置•每个轴承的间隔维护的负荷位置按照图示1,2,3,4间隔90度的顺序•一些用户倾向于1,3,2,4 的顺序来防止最初的负荷位置的重复轴承的编号轴承的编号编号是由两个字母和多达三个数字构成第一个字母= 制造的年份(Z=1997, A=1998, C=1999,D=2000, E=2001).第二个字母= 制造的月份(A=Jan, B=Feb……L=Nov and M=Dec).三个数字表明的是生产制造的序列号.以AM-23 为例,表明其是在1998年制造第23个轴承,而且是在该年12月份生产出来的.装配轴承•确保所有的表面都具有良好的润滑(油润滑或油脂润滑)•对于这个资料我们暂定对位记号A 是标在轴承箱辊身侧KV 轴承的安装步骤-1KV 轴承的安装步骤-2•润滑轴承箱内径面和标有对位记号A-B的单列外圈表面•对好负荷位置记号,小心将外圈装入轴承箱KV 轴承的安装步骤-3•如果单列外圈安装倾斜的话,用黄铜棒轻轻的敲击它修正其位置•用塞尺去确认单列外圈的末端面是否和整个轴承箱挡肩毗邻处紧密接触KV 轴承的安装步骤-4•润滑标有B记号的外隔圈然后再将其装入轴承箱•润滑标有A-CA记号的内圈组件的保持架和滚动体•将标有A记号的一侧朝下装入轴承箱KV 轴承的安装步骤-5•将润滑油脂涂在双列外圈的整个表面上•将标有B记号的一侧朝下并对好负荷位置编号小心装入轴承箱•润滑并将标有D记号的外隔圈装入轴承箱•润滑锥 隔圈并且将其沿着侧面朝下安装KV 轴承的安装步骤-6•将标有CE-E记号的内圈组件润滑并小心地装配•确保标有E标记号的一侧是朝上•润滑做标有D-E记号的单列外圈然后对好负荷位置记号,小心地装入轴承箱轴承箱端盖的安装-1轴承箱端盖的安装-2•用四个螺栓暂时将端面安装•在四个等距离的地方测量出端盖面和轴承箱间的间隙.•计算出四个间隙值的平均值,然后选择厚度达1.2 ~ 1.3倍间隙的橡胶垫圈(垫片)轴承箱端盖的安装-4•松开端面组件,然后安装选择好的垫圈.•接着又装配好端面组件压紧所有的螺栓至到达前面测量出的游隙值辊颈安装-1•Check damage and roughness on the fillet ring seal lip contact surface •润滑好辊颈的整个区域•将轴承箱按照正确的位置由上装入辊颈•旋紧调整螺母直到推力环与轴承端面接触•放回一定量(调整螺母)对大轴承而言(螺纹距5mm 或以上)放回量为圆周的1/8 ~ 1/6圈;对小一点的轴承而言放回量为圆周的1/4 ~ 1/6•再用推力夹具将调整螺母锁紧在其位置上辊颈安装-2大型KV轴承用吊具大型KV轴承用吊具•对于双列外圈来说油孔常被利用来做升吊用•对于双组合件通常环首螺栓能被插入端面KVS轴承安装步骤-1•最开始要确定正确的油脂封入量•将标有对位记号A的密封架和A-B的单列外圈薄薄地涂上一层润滑油脂•涂上比较厚的油脂于在密封唇和0型圈上•在对好负荷位置号以后,将单列外圈装在密封架上•在滚子及保持架组合件中封入润滑脂•将对位记号A 侧朝下进行安装•装配是要注意对心,以使内圈端面不致损伤油封KVS 轴承安装步骤-2•涂一层比较薄的油脂在标有对位记号B 的外隔圈上然后是整个双列外圈的表面•将对位记号B 侧朝下,对好负荷位置号后装配•润滑标有对位记号CE-E 的内圈的两个端面、密封唇振动面•使双列外圈标有对位记号E 侧朝上安装•润滑和装配标有对位记号D 的外圈隔圈KVS 轴承安装步骤-3KVS轴承安装步骤-4•将标有对位记号E的密封架和标有对位记号D-E的单列外圈的所有表面都涂上一层薄的油脂•涂抹比较厚的油脂于密封唇和0型圈上•将单列外圈与密封架装配并确认整个轴承的负荷区位置记号都是正确排列着的•最后再安装可变的内密封吊具(KVE/KVS 轴承)定位吊具(KVE/KVS 轴承)定位总是要将足够多的‘颈部’的油脂用于轴承内径表面.这种润滑油脂具有很高的粘度含并有EP 添加物ALTEMP QNB 50 (Kluber)请确保螺旋槽在装配前已经被彻底的清洁。
LX电动单梁悬挂起重机介绍使用说明书
LX电动单梁悬挂起重机说明书目录一·产品概况-----------------------------------1 二·外形总图与主要技术参数--------------2 三·安装、调试--------------------------------3 四·使用与维护--------------------------------4 五·电器控制原理图--------------------------5 六·易损件--------------------------------------6一、产品概述1.1 主要技术条件LX型电动单梁悬挂起重机的设计制造遵循《电动单梁悬挂起重机》JB2603-94标准,与CD1、MD1等电动葫芦配套使用,成为一种有轨运行的轻小型起重机。
一般起重机在0.5~5T,跨度3~16m,运行速度20m/min及30m/min,如果有特殊要求的可另外设计制造。
1.2 使用范围LX型起重机工作级别为A3~A5,工作环境-25℃~45℃,相对湿度≤85%,适用在无易燃、易爆物品及腐蚀介质条件工作。
融化金属、剧毒物品慎用!该起重机因其其有结构紧凑、刚性好、操作灵敏、噪音低、无污染、安全可靠等有点广泛用于工矿企业、仓库、料场等场所。
该起重机工作电源:AC 380V 50Hz,也可以根据客户要定制。
1.3 基本结构LX型起重机主要由主梁、横梁、电动小车、电器、起升结构组成。
电动小车、从动小车与CD1型小车通用,具有较好的通用性和互换性。
一般情况0.5t跨度3~16m:1t跨度小于12m:2t跨度小于等于7.5m 时可不配备横梁,也可根据用户需要配备横梁。
横梁轮距随起重机重量及跨度不同而不同。
详细情况见表1、表2、表3.电机电器性能及参数符合JB834、ZJB80013.3及JB/T6391.2有关标准。
起升机构情况详见电动葫芦说明书。
LX-31轴承盖说明书

目录一、课程设计任务书 (1)二、序言 (2)三、轴承盖工艺分析 (2)四、轴承盖的机械加工工艺规程设计 (4)五、心得与体会 (13)六、参考资料书目 (13)蚌埠学院机械制造学课程设计任务书层次:本科专业:2011机械设计制造与自动化本 6任务书审定日期年月日指导教师(签字)任务书下达日期2014 年 6 月 3 日学生(签字)序言机械制造工程学课程设计之零件的机械加工工艺规程设计是在学完了机械制造工程学等机械学专业基础课程,并进行了生产实习的基础上进行的一个教学环节,他要求学生全面地综合地运用本课程极其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计,其目的在于:1. 培养学生运用机械制造工程学及相关课程(工程材料与热处理,机械设计,公差与技术测量等)的知识,综合生产实习中学到的实践知识,独立地分析和解决零件机械加工工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。
2. 培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3. 进一步培养学生识图、制图、运算和编写技术文件等基本技能。
当然本次课程设计的目的除了上述所述之外,还有让一个机械类的并学完基本专课的学生基本熟悉机械加工工艺规程设计的基本步骤和流程,为以后的进一步学习其它专业知识或工程实践设计工作打下基础,同时也是对学生已经学过的专业课3轴承盖的工艺性分析3.1轴承盖用途轴承盖的主要作用是轴承外圈的轴向定位;防尘和密封,除它本身可以防尘和密封外,它常和密封件配合以达到密封的作用。
还能在一定程度上防止滚动体保持架等易损件受外力作用而损坏。
轴承盖零件图如图1所示。
图1 轴承盖零件图3.2轴承盖的技术要求零件的材料为HT150,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,零件的主要技术要求分析如下:(1).由零件图可知,零件的底座底面、内孔、端面及轴承座的顶面有粗糙度要求,其余的表面精度要求并不高,也就是说其余的表面不需要加工,只需按照铸造时的精度即可。
LX-31轴承盖说明书要点
目录一、课程设计任务书 (1)二、序言 (2)三、轴承盖工艺分析 (2)四、轴承盖的机械加工工艺规程设计 (4)五、心得与体会 (13)六、参考资料书目 (13)蚌埠学院机械制造学课程设计任务书层次:本科专业:2011机械设计制造与自动化本 6任务书审定日期年月日指导教师(签字)任务书下达日期2014 年 6 月 3 日学生(签字)序言机械制造工程学课程设计之零件的机械加工工艺规程设计是在学完了机械制造工程学等机械学专业基础课程,并进行了生产实习的基础上进行的一个教学环节,他要求学生全面地综合地运用本课程极其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计,其目的在于:1. 培养学生运用机械制造工程学及相关课程(工程材料与热处理,机械设计,公差与技术测量等)的知识,综合生产实习中学到的实践知识,独立地分析和解决零件机械加工工艺问题,初步具备设计一个中等复杂程度零件的工艺规程的能力。
2. 培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3. 进一步培养学生识图、制图、运算和编写技术文件等基本技能。
当然本次课程设计的目的除了上述所述之外,还有让一个机械类的并学完基本专课的学生基本熟悉机械加工工艺规程设计的基本步骤和流程,为以后的进一步学习其它专业知识或工程实践设计工作打下基础,同时也是对学生已经学过的专业课3轴承盖的工艺性分析3.1轴承盖用途轴承盖的主要作用是轴承外圈的轴向定位;防尘和密封,除它本身可以防尘和密封外,它常和密封件配合以达到密封的作用。
还能在一定程度上防止滚动体保持架等易损件受外力作用而损坏。
轴承盖零件图如图1所示。
图1 轴承盖零件图3.2轴承盖的技术要求零件的材料为HT150,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,零件的主要技术要求分析如下:(1).由零件图可知,零件的底座底面、内孔、端面及轴承座的顶面有粗糙度要求,其余的表面精度要求并不高,也就是说其余的表面不需要加工,只需按照铸造时的精度即可。
轴承盖的机械加工工艺规程及工艺装备设计说明书

机械制造技术基础课程设计题目:轴承盖的机械加工工艺说明书班级:姓名:指导教师:完成日期:2011/3/11一、设计题目LX-31轴承盖的机械加工工艺规程及工艺装备设计二、原始资料(1) 被加工零件的零件图1张(2) 生产类型:(中批或大批大量生产)三、上交材料1.绘制零件图1张2.毛坯图1张3.编制机械加工工艺过程综合卡片1套4.编制机械加工工艺卡片(仅编制所设计夹具对应的那道工序的机械加工工艺卡片)1套5.绘制夹具装配图(A0或A1)1张6.绘制夹具中1个零件图(A1或A2。
装配图出来后,由指导教师为学生指定需绘制的零件图,一般为夹具体)。
1张7.编写课程设计说明书(约5000-8000字)。
1份四、进度安排本课程设计要求在3周内完成。
1.第l~2天查资料,熟悉题目阶段。
2.第3~7天,完成零件的工艺性分析,确定毛坯的类型、制造方法和机械加工工艺规程的设计并编制出零件的机械加工工艺卡片。
3.第8~10天,完成夹具总体方案设计(画出草图,与指导教师沟通,在其同意的前提下,进行课程设计的下一步)。
4.第11~13天,完成夹具总装图的绘制。
5.第14~15天,零件图的绘制。
6.第16~18天,整理并完成设计说明书的编写。
7.第19天,完成图纸和说明书的输出打印。
8.第20~21天,答辩五、指导教师评语成绩:指导教师日期摘要机械制造技术基础课程设计,是以切削理论为基础,制造工艺为主线,兼顾工艺装备知识的机械制造技术基本涉机能力培养的实践课程;是综合运用机械制造技术的基本知识,基本理论和基本技能,分析和解决实际工程问题的一个重要教学环节;是对学生运用掌握的“机械制造”技术基础知识及相关知识的一次全面的应用训练。
机械制造技术基础课程设计,是已机械制造工艺装备为内容进行的设计。
即以给定的一个中等复杂的程度的中小型机械零件为对象,在确定其毛胚制造工艺的基础上,编制其机械加工工艺规程,并对其一工序进行机床专用卡具设计。
轴承使用手册

轴承使用手册第一章:轴承的基本知识一、轴承的概念轴承是一种将相对旋转运动转化为一定形式下的线性运动或者相互作用的机械元件,一般应用在机械设备、汽车、飞机等各种机械装置中。
二、轴承的分类根据使用的场合和工作环境不同,轴承可以分为滚动轴承和滑动轴承。
滚动轴承由内外圈和滚动体组成,适用于高速高负荷的环境。
而滑动轴承则是由衬套、轴套和润滑油组成,适用于低速高负荷的环境。
第二章:轴承的安装和更换一、轴承的安装1.安装前应清洁安装座和轴承外圈,确保无灰尘和杂物。
2.用油脂轻涂轴承外圈,使其在安装过程中更容易滑入。
3.在安装过程中,可用手掌或者轻锤轻轻击打轴承外圈,使其均匀插入安装座。
二、轴承的更换1.根据轴承的使用寿命进行定期检测,如有异常现象应及时更换。
2.更换轴承时,需先清洁周围的灰尘和杂物,以免对新轴承造成影响。
3.更换轴承前,应确保新轴承与旧轴承的型号、规格等相符。
第三章:轴承的润滑一、轴承的润滑方式1.在滚动轴承中,一般采用润滑脂或者润滑油进行润滑。
2.在滑动轴承中,一般采用润滑油进行润滑,其中常见的润滑方式有循环润滑、滴注润滑等。
二、轴承的润滑周期1.轴承的使用寿命和润滑周期相关,一般需根据设计规范和实际使用情况确定润滑周期,以确保轴承的正常使用。
2.在高温、高负荷等恶劣环境下,润滑周期需缩短,以确保轴承的正常工作。
第四章:轴承的维护和保养一、轴承的维护1. 定期检查轴承的工作状态,如有异常声音、发热等情况应及时处理。
2. 严禁将轴承过度拉伸或者过度压缩,以免影响轴承的使用寿命。
二、轴承的保养1. 在不适用的环境条件下,应加装密封装置,防止外部灰尘和水分进入轴承内部。
2. 在轴承润滑周期内,应及时添加润滑油或者润滑脂,确保轴承的良好润滑状态。
第五章:轴承的故障排除一、轴承的磨损1. 滚动轴承内环、外环和滚动体的表面存在磨损现象,可通过更换新轴承解决。
2. 滑动轴承内表面存在严重磨损现象,可通过重新加工或者更换新轴承解决。
轴承座说明书

第一章绪论机械制造业是国民经济的的基础和支柱,是向其它各部门提供工具、仪器和各种机械技术的装备部。
一个国家的的机械制造业的发展水平是衡量一个国家经济实力的和科学技术水平的重要标志之一,在科技飞速发展的今天,机械产品和机械制造技术的内涵正在不断的发生变化,工程技术人员不仅要学习和掌握计算机技术等多方面的新知识、新技术、而且要对机械制造和机床夹具等必备的基础理论知识、运用全新的观点重新优化组合。
“工欲善其事,必先利其器。
”工具是人类文明进步的标志。
自20世纪末期以来,现代制造技术与机械制造工艺自动化都有了长足的发展。
但工具(含夹具、刀具、量具与辅具等)在不断的革新中,其功能仍然十分显著。
机床夹具对零件加工的质量、生产率和产品成本都有着直接的影响。
因此,无论在传统制造还是现代制造系统中,夹具都是重要的工艺装备。
轴承座是各种机械设备中常见的部件,它的主要作用是支撑轴承,目前常用轴座已经标准化,通常在机械产品设计时只要选取即可,但在许多场合,因为结构和条件的需要,需要非标轴承座,对于轴承座生产厂家,则是要尽力降低生产成本,提高产品质量。
齿轮是各种机器机械产品中常用的传动件,由于它传动效率高,传动稳定性好,噪音低,定比传动,广泛应用于各种机械设备中,随着机械生产制造技术的发展,齿轮应用越来越广,对齿轮的精度要求越来越高.1 基本概念工艺过程:改变生产对象的的形状、尺寸、相对位置和性质等,使其成为成品或半成品的过程。
生产纲领:企业在计划期内应该生产的产品产量和进度计划。
基准:基准是指用以确定生产对象几何要素间的几何关系所依据的点、线、面。
对一个机械零件而言,基准就是确定该零件上的其它点、线、面所依据的点线、面。
六点定位原理:任何一个自由刚体,在空间都有六个自由度(自由度是完全确定物体在空间几何位置所需要的独立坐标数目),即沿坐标轴的x、y、z 移动和绕此三坐标的转动。
限制了刚体的六个自由度,就确定了刚体的位置。
TLL系列使用说明书
周聚天下管理目录一、产品型号 (1)二、用途 (1)三、工作原理 (1)四、结构简介 (1)五、技术参数 (3)六、主要特征 (4)七、安装与调试 (4)八、操作与维护 (5)九、易损件明细表 (7)十、常见故障处理 (7)十一、附图 (8)十二、地基安装尺寸表 (15)一、 产品型号及含义T L L - A二、 用途TLL 系列立式离心脱水机适用于选煤生产中小于50mm 粒级的精煤或中煤脱水。
三、 工作原理TLL 系列立式离心脱水是借助离心力的作用使固液分离的过程。
离心脱水可分为两种:离心过滤和离心沉降。
而TLL 系列立式离心脱水机则是根据离心过滤原理完成固液分离的。
其工作过程:湿煤通过入料口,经分配盘进入筛篮与螺旋刮刀之间的空间。
在离心力的作用下,水和部分小颗粒煤作为离心液透过物料层,穿过筛篮,进入机壳两侧的排液管排出机外。
脱除水份的煤则被螺旋刮刀刮到出口溜槽中,作为脱水产品而排出机外。
四、 结构简介TLL 系列立式离心脱水机主要由传动系统、润滑系统、减振器三大部分组成。
1) 传动系统:传动系统的主要部件是贯穿离心机的垂直空心轴和套在空心轴外面的空心套管,以及其下端的齿轮箱(见附图1所示)。
电动机通过三角皮带传动短轴,短轴上的两个螺旋齿轮分别与装在空心轴和空心套管上的螺旋齿轮相啮合,从而带动螺旋刮刀与筛篮转动。
筛篮装在钟型罩上,钟型罩通过螺栓固筛面的长度(5200mm) 筛面宽度(1800mm) 块偏心 座式改进型 筛篮大端直径(mm) 立式 离心 脱水机定在空心套管上,螺旋刮刀与空心轴相连,故两对齿轮的传动比决定了筛篮与螺旋刮刀的差速。
筛篮与螺旋刮刀的差速结构以及它们之间的间隙都是影响煤泥脱水效果的重要因数。
筛篮与螺旋刮刀应保持差速不大的相对运动,两者的间隙也应控制在一定范围内,间隙过大,滞留在筛面上的煤越多,离心机的载荷越重,筛缝被堵塞的现象越严重,这样不利于脱水;间隙过小,有可能造成刮刀刮筛篮,从而造成筛篮筛缝变大出现跑粗现象,同时也大大降低了筛篮的使用寿命。
HIWIN 滑滑齿轮轴芯说明书
DIRECTORYINDUSTRIE 4.0 Best PartnerCG(Anti-moment) Series The new CG linear guideway features an O-Type bearing configuration greatly improving moment load capacity. The series also offers a rail cover strip for enhanced resistance to dust and other contaminants and an improved lubrica-tion path.Superior load ratings Quick installation Longer service life Size: 15mm to 45mm Accuracy: C to UPBasic Dynamic Load: 13.8kN – 124.43EG(Low Profile Ball Type Linear Guideway) SeriesThe EG series offers a low profile, high load capacity, andhigh rigidity. Lower assembly height and the shorter length make the EG series suitable for high-speed, automation machines and space limited applications.Size: 15mm to 35mm Accuracy: C to UP Basic Dynamic Load: 5.35kN - 33.35kN Equal load ratings in all 4 directionsSelf-alignment to absorb installation-error High speed, very high accuracyQH/QE/QW/QR(Quiet Linear Guideway with SynchMotion TM Technology) SeriesThe HIWIN QH/QE/QW/QR Series linear guideways have HIWIN’s Patented SynchMotion™ Technology and are interchangeable with the HG/EG/WE/RG series respectively.Superior lubrication High speed Quiet operation Reduced dust generation Longer running lifeWE(Four-Row Wide Rail Linear Guideway) Series The WE series features a wide rail for high loads, moments and rigidity and meets high accuracy standards. The ability to use a single rail with a low profile and low center of gravity is ideal where space is limited or high moments are required. Size: 15mm to 35mm Accuracy: C to UP Basic Dynamic Load: 5.23kN - 29.8kNEqual load ratings in radial, reverse radial and lateral directions Self-alignment to limit installation-error Very low profile, high accuracyRG(High Rigidity Roller Type Linear Guideway) SeriesThe RG series features cylindrical rolling elements with a45-degree contact angle. Elastic deformation is reduced for greater rigidity and higher load capacities in all 4 directions. The RG series offers higher performance than ball bearing guideways.Size: 15mm to 65mm Accuracy: H to UP Basic Dynamic Load: 11.3kN - 275.3kN Very high load capacity High Precision Longer running lifeMG(Miniature Linear Guideway) SeriesHG(Heavy Load Ball Type Linear Guideway) SeriesHG series linear guideways are designed with circular-arc groove and structure optimization for high load capacity and rigidity better than similar guideway offerings.Size: 15mm to 65mm Accuracy: C to UP Basic Dynamic Load: 11.38kN - 208.36kNEqual load ratings in radial, reverse radial and lateral directionsSelf-alignment to absorb installation-errorHeavy loads, high speed, high accuracy.-moment) SeriesRow Wide Rail Linear Guidees features alation-err speed, high accuracy.13.8kN – 124.43The MG series is a compact miniature linear guideway with a Gothic arch contact design for high stiffness and high rigidity. The MG series offers anti-corrosion protection with high grade stainless steel on all surfaces.The MG is available in a narrow (MGN) and wide width(MGW) block.Size: 5mm to 15mm Accuracy: C to PBasic Dynamic Load: 0.54kN - 8.93kN Compact design Stainless steelAC Servo MotorsDrivesSE(Metallic End Cap Linear Guideway) TypeSE series guideways are a metallic block option that increas-es temperature resistance and supports high accelerations. This option enables guideway blocks to function at service temperatures up to 150°C and instance temperatures up to 200°C. Steel scrapers and copper bolt caps are available for additional protection. Suitable for vacuum applications.E2(Self-Lubricant Linear Guideway) SeriesThe E2 kit is a rail raceway lubricator, installed between the end cap and end seal of a linear guideway block. Equipped with a replaceable/ refillable oil cartridge, the E2 is designed to extend distance between maintenancecycles by as much as 10,000km.HIWIN offers positioning guideway systems with non-contact magnetic encoders for integration with a linear guideway. A magnetic strip is embedded in the rail to prevent contact damage and damage caused by materials such as oil, water and dust. The non-contact sensor prevents wear and increases service life.Repeatability: to 2µm Resolution: to 1µm Maximum Length: 30m Max Speed: 10m/sec Protection Class: IP67Position measurement systems with non-contact magnetic encoders for integration with positioning systems. Analog and digital options supported. Multiple 1 and 3 axis display options with selectable resolutions are available. Repeatability: to 1µm Resolution: to 1µm Maximum Length: 30m Max Speed: 10m/sec Protection Class: IP67Compact designHIWIN AC servo motors and drives complement our product offerings for complete linear motion solutions.Encoders to 17 bits High resolution and positional accuracy Low heat generation Low noise and vibration Motor sizes: 50W to 1KW Optional brakeFully digital, vector-controlled drive amplifierAuto-tuning function Vibration suppression Error compensationEasily programmableSuper S SeriesThe Super S series features a patented internal recirculation cassette that reduces noise and nut size, and improves performance.Low noise: 5-7 dB lower than external recirculation Space Saving: 18% - 32% smaller Acceleration: 9.8m/sec 2JIS Accuracy: C0-C7 (ground ballscrew) C6-C10 (rolled ballscrew)Exceptional Dm-N Value: to 220,000Heavy Load Ballscrew RD SeriesHeavy load ballscrews offer 2-3 times higher load capacity than a standard ballscrew series with a reinforced circula-tion system suitable for high speed conditions and a longer service life.High Static Load: to 496,160kg High Acceleration JIS Accuracy: C7Dm-N Value: to 160,000Dust-Proof BallscrewSS (Scrape wiper)Flexible spring-loaded fingers extended from ends eliminate gap between wiper and shaft surface for dust-proof protection.SH (Scrape wiper + felt)Finger wiper plus high density felt ring for improved dust resistance.EW/ NWTPU/rubber wiper for standard DIN ball nuts on rolled ballscrews.Super T SeriesThe Super T series features an external recirculation design that reduces noise and vibration below standard ballscrew designs.Low noise: 3-5 dB lower than external recirculation Static Load: to 58,851kgJIS Accuracy: C0-C7 (ground ballscrew) C6-C10 (rolled ballscrew)Dm-N Value: to 160,000Rotating Nut Ballscrew R1 SeriesRotating nut ballscrews integrate a nut and support bearing into a single design allowing a fixed shaft design.Low Noise High Axial Load : 45° contact angle JIS Accuracy: C6-C10 (rolled ballscrew)Cool Type I-Extra High Dm-N Value BallscrewCool type series ballscrews utilize forced fluid cooling to minimize heat generation and thermal expansion. Constant temperature eliminates warm-up time and thermal distortion. High Acceleration: to 4.9m/sec2JIS Accuracy: C3C7 (ground ballscrew)High Dm-N Value: to 200,000E2 Self-LubricantEfficient and economical lubrication option.Extend maintenance cycle Ideal lubrication position Easy to install and refillClean and environmental friendly Interchangeable oil selectionSuited for harsh environments: e.g., excess moisture and dustKK Series Integration of ball screw and linear guide way together through modular design, which can provide high preci-sion, fast installation, selection, high rigidity, small size, space-saving features. With high-precision ball screw as a transmission mechanism and the optimal design of the U-shaped rail as a guide mechanism to ensure the accuracy and stiffness.KE SeriesSimple structure with easy installation and maintenance, it features dust-proof design, high reproducibility, high efficiency and high reliability which is suitable forhigh-precision industry, semiconductor industry, medical automation industry, FPD panel handling and detection or test environment.KA SeriesLightweight aluminum base design is suitable for semi-conductor and automation industry.KS SeriesFor clean room equipment, KS has special shockproof design which is best suited for use in semiconductor process equipment, light-emitting diode detectors, medical equipment and other products.Multi-Axis Positioning Systems- Off-the-shelf / Assembly ready- Complete motor, drive and accessory solutions - Single and multi-axis designs - Customizable XYZ configurations- Competitive prices – Save as much as 50%- Prompt delivery – Fully assembled systems in as little a 2-4 weeksSK Series With SynchMotion TM technology in the re-circulationsystem, it reduces the noise; improve smooth movement,low particle emission and other characteristics.KU Series High-precision lightweight aluminumextrusion base with dust-proof design provides highprecision, high efficiency, high reliability, with easy installa-tion, maintenance and other characteristics suitable for high precision Industry, semiconductor industry, medical automation industry, FPD panel handling and testing or test environment.iesSeriesriesBallscrew BearingGreat axial rigidityProvide flexible assembly tolerances, to meet specific requirements of customersCan be supplied with HIWIN ballscrews for a total solutionSupport UnitAnti-rust surface treatment.With high precision, high rigidity rangular contact ball bearing Compact size for easy installationCan be assembled with HIWIN Ballscrews for a total solutionCrossed Roller Bearing Able to withstand both axial and radial load High Loading Capacity and High RigidityCustomized design to meet customer's specific requirementsringTransmission of torqueThe steel balls traveling on the groove with angular contact offer relative movement between the nut and the screw to achieve torque transmission.Integral structureThe integration of the nut and support bearings allows the Ball Spline to achieve high precision and a compact design. Easy installationWith the optimized retainer design, the nut can easily be removed from the spline shaft and the steel balls will remain secure in the nut. Lubricant pathThe optimized lubricant path allows grease to be directly guided to the balltrack improving lubrication and increasing service life.Compact and light weight – Easy for user to assemble and work with.High accuracy – Provides stable repeatability and positioning.High torque – Widely use in automation and inspection equipment.Wide range of reduction ratio – Various choices available under same model.Customization – Can be customized as per requirements.Type / Function:WUT-PO Type WUI-CO Type WTI-PH Type WTI-AH TypeRotary indexing table 5-axis machining center Machine tool spindle Tablet machine Tool magazineMeasuring machineApplications:Water cooledLarge hollow shaftPeak torque:TMRW 5020NmMax. speed:TMRW 4000rpmOnly require calibration before shipments, easy to installo installFeatures:Torque Motor:Production equipment Assembly line Machine tools Industrial RobotQC testing equipmentApplications:No backlash drive Hollow shaft No gear wear No maintenance, small size Max. speed 700rpmPeak Torque 450Nm Excellent dynamic characteristics Brushless drive Incremental optical scale / absolute resolverFeatures:Direct Drive Motor:Customized designDeviation in synchronization movement ‹ 5µm Complete system can have up to 18 axesBest positioning feedback system resolution 50nm Max. velocity 5m/s Max. acceleration 3.5GAutomation pick and place Solar energy equipment FPD/PCB/AOI equipment Water jet Machine toolLaser scanning and cutting equipmentFeatures:Applications:Ironcore MotorsHigh thrustHigh acceleration and decelerationPoint-to-point motion applicationsShaft MotorsCircle stator No cogging forceSmooth motion profile applicationIronless MotorsNo cogging force Lower velocity ripple Scan motion applicationsProductsLMSA Series, LMFA Series, LMSC Series, LMC Series, LMT Series, LMSP SeriesComplete Motion Systems Planar MotorsAir bearing for wear-free operation Integrated position sensor, closed-loop controlNo temperature rise issue, can beinstalled upside downHIWIN is a registered trademark of HIWIN Technologies Corp. For your protection, avoid buying counterfeit products from unknown sources.Actual products may differ from specifications and photos provided in this catalog. These differences may be the result of various factors including product improvements.HIWIN will not sell or export products or processes restricted under the "Foreign Trade Act" or related regulations. Export of restricted products should be approved by proper authorities in accordance with relevant laws and shall not be used to manufacture or develop nuclear, biochemical, missiles or other weapons.HIWIN website for patented product directory: http://www.hiwin.tw/Products/Products_patents.aspxCopyright © HIWIN Technologies Corp.©2020 FORM X99DA05-2002 (PRINTED IN TAIWAN)The specifications in this catalog are subject to change without notification.No. 7, Jingke Road, Taichung Precision Machinery Park Taichung 40852, Taiwan Tel: +886-4-23594510Fax: +886-4-23594420www.hiwin.tw*****************HIWIN TECHNOLOGIES CORP.12455 Jim Dhamer Dr. Huntley, IL 60142Tel: +1-847-827-2270Fax: + **************HIWIN USANo.6, Jingke Central Rd., Taichung Precision Machinery Park, Taichung 40852, Taiwan Tel : +886-4-23550110Fax: +886-4-23550123www.hiwinmikro.tw**********************HIWIN MIKROSYSTEM CORP.Electric Gripper - X SeriesFull range of products are integrated with stepper motor and encoder, have the feature of statuses return signal, abnormal alarm, object identification and other signal output.Use the miniature both-hand linear modules, to achieve high-speed, high precision, high rigidity, high efficiency and with small size advantages.System inbuilt with the auto-tuning original reset and the gripping model establishment, which have real-time adaptive capture, model adjustment and other intelligent functions.Move direction, travel, force, speed, etc. can be set, and the software has the function of recording operating history.Electric Rotary Joint-ERJ SeriesDesigned and developed to prevent the wires from twisting during continuous rotational motion, thus eliminating the chances of wire interference and wear.The end of robot arm can be opened for infinite rotational motion.Significantly speed up the assembly, grinding, polishing, deburring.Articulated Robot - RA/RT Series A compact and agile 6-axis jointed-arm robot for precise assembly, part transfer and workpiece loading/unloading.Applications include: pick-and-place, handling, assembly, deburring, grinding and polishing.Delta Robot - RD SeriesA 4-axis parallel robot utilizing a parallel linkage mecha-nism to perform extremely high speed motions with stability and high accuracy.Applications include: pick-and-place, assembly, alignment and packaging.SeriesGlobal Headquarters Affiliated Business Subsidiaries / Research CenterHIWIN GmbHOFFENBURG, GERMANY www.hiwin.de www.hiwin.eu *************HIWIN SrlBRUGHERIO, ITALY www.hiwin.it *************HIWIN Schweiz GmbHJONA, SWITZERLAND www.hiwin.ch *************HIWIN s.r.o.BRNO, CZECH REPUBLIC www.hiwin.cz *************HIWIN SINGAPORESINGAPORE www.hiwin.sg *************Mega-Fabs Motion Systems, Ltd.HAIFA, ISRAEL ******************HIWIN CHINASUZHOU, CHINA *************HIWIN KOREASUWON ‧CHANGWON, KOREA www.hiwin.kr *************HIWIN JAPANKOBE ‧TOKYO ‧NAGOYA ‧NAGANO ‧TOHOKU ‧SHIZUOKA ‧HOKURIKU ‧HIROSHIMA ‧FUKUOKA ‧KUMAMOTO, JAPAN www.hiwin.co.jp *************.jp。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录一、课程设计任务书 (1)二、序言 (2)三、轴承盖工艺分析 (2)四、轴承盖的机械加工工艺规程设计 (4)五、心得与体会 (13)六、参考资料书目 (13)蚌埠学院机械制造学课程设计任务书层次:本科专业: 2011机械设计制造与自动化本65110101304201110000/。
,,。
、。
,、、、,12341辩指导教师(签字)务任书审定日期年月日3 日学生(签字)期书任务下达日2014 年6 月言序机械制造工程学课程设计之零件的机械加工工艺规程设计是在学完了机械制造工程学等机械学专业基础课程,并进行了生产实习的基础上进行的一个教学环节,他要求学生全面地综合地运用本课程极其有关先修课程的理论和实践知识,进行零件加工工艺规程的设计,其目的在于:,计械设与料热处理,机相制造工程学及关课程(工程材机学1. 培养生运用械和析立地分知学到的实践识,独实,综等技公差与术测量)的知识合生产习中程规的件工艺零程复中一设具,初问工加机零解决件械工艺题步备计个等杂度。
能的力 22. 培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3. 进一步培养学生识图、制图、运算和编写技术文件等基本技能。
当然本次课程设计的目的除了上述所述之外,还有让一个机械类的并学完基本专课的学生基本熟悉机械加工工艺规程设计的基本步骤和流程,为以后的进一步学习其它专业知识或工程实践设计工作打下基础,同时也是对学生已经学过的专业课3轴承盖的工艺性分析3.1轴承盖用途轴承盖的主要作用是轴承外圈的轴向定位;防尘和密封,除它本身可以防尘和密封外,它常和密封件配合以达到密封的作用。
还能在一定程度上防止滚动体保持架等易损件受外力作用而损坏。
轴承盖零件图如图1所示。
31 图轴承盖零件图要求3.2轴承盖的技术,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不零件的材料为HT150 ,零件的主要技术要求分析如下:适合磨削由零件图可知,零件的底座底面、内孔、端面及轴承座的顶面有粗糙度要求,其余(1).底也就是说其余的表面不需要加工,只需按照铸造时的精度即可。
的表面精度要求并不高,。
轴承座在工作时,静力、内孔、端面及内孔的精度要求均为Ra12.5座底面的精度为Ra6.3 平衡。
铸件要求不能有砂眼、疏松等缺陷,以保证零件的强度、硬度及疲劳度,在静力的(2). 作用下,不至于发生意外事故。
轴承盖零件技术要求表表1加工表面尺寸及偏差公差/mm表面粗糙度形位公差/mmμm 度等级/mmRa/精及IT12 12.5 轴承盖前后端面轴承盖3.2 表IT10 孔内面Ф26 12.5 定26mmΦ固IT12孔台凸3.24 IT10 54mmΦ端面侧两阶6.3 80IT11盖轴承梯下表面12012.5 IT12 中承轴盖心端0mmΦ5台凸面 3.2右左盖轴承两IT10表梯阶侧侧面A//0.06面下盖承轴端IT116.3 1204产类型确定轴承盖生3.3加工过程已知此轴承盖零件的生产纲领为中批或大批生产,所以初步确定工艺安排为:划分阶段;工序适当集中;加工设备以通用设备为主,大量采用专用工装。
设计加工工艺规程4轴承盖的机械坯图坯、绘制毛4.1确定毛毛坯4.1.1 选择。
考虑零件在机床运行过程中所受冲击不大,零件结构又比较简单,HT150零件材料为《机械制造技术基础课程设计指参阅生产类型为中批生产,故选择木摸手工砂型铸件毛坯。
这对提CT-10导书》表2-1,选用铸件尺寸公差等级为CT-12。
选用铸件尺寸公差等级为高生产率,保证产品质量有帮助。
此外为消除残余应力还应安排人工时效。
量械加工余4.1.2 确定毛坯尺寸和机级,并查参阅《机械制造技术基础课程设计指导书》表2-4,选用加工余量为RMA-H 表2.2-4确定各个加工面的铸件机械加工余量,铸件的分型面的选用及加工余量。
表2 轴承盖铸造毛坯尺寸公差及机械加工余量项目机械加工余量尺寸公差毛坯尺寸备注/mm/mm/mm端盖前后承轴1663面孔内表承轴盖Ф112面 4Ф26 Φ固定26mmФ184 孔4 台54mmΦ凸8 4 端面80 侧盖承轴两阶83 3 表下面梯120轴中盖承心1233端0mm5Φ台凸 5面盖左右两轴承178 4 面梯侧表阶侧124盖轴承下端面4120坯图毛铸承制4.1.3 绘轴盖件由表2所示。
2所得结果,绘制毛坯图如图图轴承盖毛坯图264.2拟定轴承盖工艺路线4.2.1 选择定位基准根据零件图纸及零件的使用情况分析,知Φ50㎜的圆柱,轴承盖外端面、Φ26㎜的孔均需正确定位才能保证。
故对基准的选择应予以分析。
(1)粗基准的选择按照粗基准的选择原则为保证不加工表面和加工表面的位置要求,应选择不加工表面为粗基准。
根据零件图所示,故应选轴承盖下表面为粗基准.(2 )精基准的选择考虑要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以粗加工后的底面为主要的定位精基准,即以轴承盖的下底面为精基准。
4.2.2 表面加工方法的确定根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
参阅《机械制造技术基础课程设计指导书》表1-7、表1-8,确定加工件个表面的加工方法,如表3所示。
表3 轴承盖零件各表面加工方案项目尺寸精度等级表面粗糙度加工方案备注μm Ra/表IT12 后轴承盖前端12.5 1-8 粗铣面粗轴承盖孔镗—1-7 表3.2 半IT10 内表精镗—精镗面1-7 表12.5 26mm固定IT12 Φ钻、扩、铰孔1-8 凸Φ54mm台3.2IT10 表粗铣—半精端面铣1-8轴阶侧IT116.3 表两承盖粗铣—半精表下梯面铣IT12 承轴表心盖中12.5 1-8端Φ凸0mm5台粗铣划分阶段的工4.2.3 加该压紧盖的加工精度要求较高,可将加工阶段划分成粗加工和半精加工两个阶段。
保证其首先将精基准准备好,使后续工序都可以采用精基准定位加工,在粗加工阶段,他加工表面的精度要求;在半精加工阶段,完成端面的加工,完成孔的钻加工。
散中于分4.2.4 工序的集可以采该轴承盖的生产类型为大批生产,选用工序集中的原则安排轴承盖的加工工序。
而且运用工序集中原则使工件的装夹次以提高生产率;用万能型机床配以专用工具、夹具,有利于保证各加而且由于在一次装夹中加工了许多加工表面,数少,不但可缩短辅助时间,工表面之间的相对位置精度要求。
排的安工序顺序4.2.5机械加工工序:1.遵循“先粗后精”原则,先安排粗加工工序,再安排精加工工序。
2.遵循“先基准后其他”原则,首先加工精基准。
孔,后加工次压紧盖的右端面和Φ26mm3.遵循“先主后次”原则,先加工主要表面—要表面。
孔。
4.遵循“先面后孔”原则,先加工压紧盖端面,再加工Φ26mm线艺路4.2.6 确定工4列出了轴承盖的工艺路线方案。
在综合考虑上述工序顺序安排原则的基础,表4 轴承盖零件工艺路线及设备、工装的选用表8定的确尺序寸及公差械4.3机加工余量、工寸:尺表面工序4.3.1圆柱; 1㎜㎜,精刨㎜Φ54mm 凸台端面的加工余量为4,粗刨3; ㎜粗刨3,轴承盖中心Φ50mm凸台端面的加工余量为3㎜寸:工平面序尺.3.2; ㎜精刨1㎜㎜轴承盖下端面的加工余量为4,粗刨3,. ㎜, 粗刨3㎜轴承盖前后端面的加工余量为33mm 轴承盖两侧阶梯下表面4mm轴承盖左右两侧阶梯侧表面94.3.3孔加工工序尺寸:轴承盖孔内表面的加工余量为4㎜,粗镗2㎜,半精镗1.3㎜,精镗0.7㎜;Φ26mm固定孔的加工余量为4㎜,钻2㎜,扩1㎜,铰1㎜。
4.3.4其他尺寸直接铸造得到由于本设计规定的零件为大批量生产,应该采取调整加工。
因此在计算最大,最小加工余量时应按调整法加工方式予以确认。
4.4 确定切削用量4.4.1 对钻Φ26mm的内孔的切削用量的确定:a=14mm。
定取)背吃刀量的确1p2)进给量的确定查指导书表5-22,选取该工步的每转进给量f=0.25mm/r。
3)切削速度的计算查指导书表5-22。
,按工件材料为HT200选取,切削?v dn?341.v/2r/min n?1000,头转速,可球的速度该=15m/min。
由公式工序钻n?400r/min,再将次转型立式钻床,取转速速Z535参照指导书表4-9系列?d/n1000v?=17.584m/min代入4.4.2 对扩Φ26mm内孔的切削用量的确定:a=1.85mm。
取确定 1)背吃刀量的p f=0.7mm/r。
转进给量,选取该工步的每5-232)进给量的确定查指导书表3)切削速度的计算查指导书表5-24。
,按工件材料为HT200选取,切削?v dv/n?1000,可球的该度速工=95m/min。
由公式序钻头转速n?1908.08r/min,参照指导书表4-9系列Z535型立式钻床,取转速?d/n1000r/min v?n?1100=54.75m/min入速,再将次转代4.4.3 对粗铰Φ26mm的内孔的切削用量的确定:a=0.1mm。
取背)吃刀量的确定1p f=0.5mm/r。
量的每转进给取查指导书表5-31,选该工步的)2进给量确定3)切削速度的计算查指导书表5-31。
,按工件材料为HT200选取,切削?v dn?79./?1000v9r/min n,。
速度=4m/min由的可,球该转公式钻序工头速10n?100r/min,再将钻床,取转速次转速式参照指导书表4-9系列Z535型立?d/n1000v?=5m/min入代4.4.4 对精铰Φ26mm的内孔的切削用量的确定:a=0.05mm。
取确定 1)背吃刀量的p f=0. 量每转进给5-22,选取该公布的2)进给量的确定查指导书表5mm/r。
3)切削速度的计算查指导书表5-22。
,按工件材料为HT200选取,切削?v dn?127.4?1000v/r/min n,速序钻头转公式,可球的该速度工=6m/min。
由n?140r/min,速再将次转速表4-9系列Z535型立式钻床,取转参照指导书?d/?n1000v=6.6m/min入代4.5 确定时间定额4.5.1 时间额定的计算:1)钻孔工步根据指导书表5-41,钻孔的基本事件可由公式t?L/fn?(l?l?l)/fn l?35mm,得,其中求2j1D?l?2mm mm?6.l?58cot1?.5f n?400r/min,;,;代=0.25mm/r2t12入公式,求得t?L/fn?(l?l?l)/fn?(35?6.58?2)/(0.25*400)?26.2s。
21j2)扩孔工步根据指导书表5-41,钻孔的基本事件可由公式l?35mm fn/l?l?l)t?L/fn?(,求得,其中2j1D?d?l?2mm mm?l?9.5cot.?15f n?1100r/min,=0.7mm/r,;;2t12代入公式,求得t?L/fn?(l?l?l)/fn?(35?9.5?2)/(0.7*1100)?3.6s2j1。