有限开放式隔离系统(Open-RABS)验证方案汇编
药品生产中的隔离操作技术

药品生产中的隔离操作技术宋 勋哈尔滨三联药业有限公司[摘要] 现代药品生产中的无菌隔离操作技术普遍采用RABS或ISOLATORS的方式。
通过分析无菌操作隔离系统技术,硬件的基本组成,介绍了隔离器的分类,隔离操作技术的优势。
采用隔离操作技术,能最大限度降低操作人员的影响;降低无菌生产中环境对产品微生物污染的风险。
隔离操作技术的推广、应用,提高了目前国内药品生产企业的硬件条件,对高风险无菌药品的生产保障条件得到提高。
[关键词] 新版GMP专家讨论版 欧盟GMP高污染风险 无菌操作 隔离技术 RABS系统 Isolator隔离器 完整性 RTP接口 生物负荷 1、前言:在中国新版GMP的专家讨论稿中提出了“隔离操作技术”的概念。
新版(药品管理规范)GMP比较老版—也就是现行98版GMP了作了较大幅度的修订,标准上参照了欧盟的GMP标准。
新版GMP在将来不久即将定稿、贯彻实施。
新的理念、概念的引入,制药标准的提升,要求我们制药人要尽快进行了解,提高我们的认识高度,掌握新理念、新技术的核心,做好实施新版GMP的准备。
新版GMP专家讨论版(摘录):第四章 隔离操作技术第十四条 采用隔离操作技术能最大限度降低操作人员的影响,并大大降低无菌生产中环境对产品微生物污染的风险。
高污染风险的操作宜在隔离器中完成。
隔离操作器及其所处环境的设计,应能保证相应区域空气的质量达到设定标准。
传输装置可设计成单门或双门、甚至可以是同灭菌设备相连的全密封系统。
物品进出隔离操作器应特别注意防止污染。
隔离操作器所处环境的级别取决于其设计及应用。
无菌生产的隔离操作器所处环境的级别至少应为D级。
第十五条 隔离操作器只有经过适当的验证后方可投入使用。
验证时应当考虑隔离技术的所有关键因素,如隔离系统内部和外部所处环境的空气质量、隔离操作器的消毒、传递操作以及隔离系统的完整性。
第十六条 隔离操作器和隔离用袖管或手套系统应进行常规监测,包括经常进行必要的检漏试验。
RABS在无菌制药中的应用

RABS在无菌制药中的应用作者:张绍彪来源:《科学与财富》2016年第03期摘要:随着隔离系统在世界范围内的普及使用,隔离系统开始逐步代替传统的无菌洁净室成为一种发展趋势。
无菌隔离系统是根据药品生产质量管理规范(GMP)的要求,经专门设计制造,用于医药保健产品及需要更高级别的环境控制防护的屏障系统。
限制进出屏障系统意思是:将无菌工艺区(ISO5)与周围环境部分隔离,以提供无菌工艺区域保护的一个物理隔断。
本文对限制进出屏障系统在无菌制药中的应用进行综述。
关键词:限制进出屏障系统;无菌;应用随着隔离系统在世界范围内的普及使用,隔离系统开始逐步代替传统的无菌洁净室成为一种发展趋势[1-3]。
无菌隔离系统是完全密封的,将药品、生物制品控制、并处理成无菌状态。
无菌隔离系统是根据药品生产质量管理规范(GMP)的要求,经专门设计制造,用于医药保健产品及需要更高级别的环境控制防护的屏障系统[4-5]。
目前无菌隔离技术主要有OPENCLEANROOM(开放式洁净室)、RABS(限制进出屏障系统)、LABS(受限隔离系统)、ISOLATORS(完全隔离装置)。
限制进出屏障系统是无菌系统的一种。
限制进出屏障系统意思是:将无菌工艺区(ISO5)与周围环境部分隔离,以提供无菌工艺区域保护的一个物理隔断。
该系统可最大限度的防治产品受到污染,保护操作者的安全,避免受到毒性物质的伤害。
无菌药品是指法定药品标准中列有无菌检查项目的制剂和原料药,包括无菌制剂和无菌原料药。
本文对限制进出屏障系统在无菌制药中的应用进行综述。
1 法规要求《药品生产质量管理规范(2010年修订)》已于2010年10月19日经卫生部部务会议审议通过,现予以发布,自2011年3月1日起施行。
《药品生产质量管理规范》2010修订版:第十四条采用隔离操作技术能最大限度降低操作人员的影响,并大大降低无菌生产中环境对产品微生物污染的风险。
高污染风险的操作宜在隔离器中完成。
汽化过氧化氢灭菌器

再从最低点排出。在新申购冻干机时,冻干机上面预留过氧化氢蒸汽灭菌的两个接口。已经 配置 SIP 系统的冻干机也可以再配置一台 VIP 灭菌设备,两种灭菌系统交替使用,从而缩短 灭菌周期,降低运行费用,延长冻干机的使用寿命。 过氧化氢蒸汽(HPV)房间/区域灭菌系统 1. 提供房间/区域灭菌的完整解决方案,使用独有的循环参数控制,方便用户进行操作。 2. 将 HPV 发生器,蒸汽喷射和触媒通风单元整合为一个可移动的系统。 3. 使用用户友好的触摸屏进行方便的操作 ,采用参数控制的模式能够灭菌高达 250m3 的区
验证
环境/安全
次氯酸钠
++
+
液体 消毒剂(酚类、
+
++
季铵盐)
甲醛
++
+
环氧乙烷
+++
+
二氧化氯
+++
+
气体 过乙酸系统
+++
+
臭氧
+++
+
汽化过氧化氢 +++
+++
+
+
+
+
+
+
+
+
+
+
+
+
++
+
+++
+
+
+
++
+
+
设计开发验证及确认报告
签名:王东日期:2020.04.10
设计确认报告
编号HX-HPS-04
产品名称
USB安全隔离装置V2.0
将设计的设计方案、实施方案、输出清单等交部门负责人审核,并邀请潜在客户进行指导,由项目负责人和总经理确认项目是否进行开发。
研发部门确认:
设计可行。可按实施方案进行部署实施。
部门负责人:李佐民时间:2020.04.10
产品验证报告
编号HX-HPS-04
产品名称
USB安全隔离装置V2.0
将设计的需求方案、设计方案、实施方案、评审记录等内容进行项目组验证,确保各项输入内容符合软件的开发符合各项要求。
研发部门确认:
设计可行。可按实施方案进行下一步操作,并进行设计确认阶段。
部门负责人:李佐民时间:2020.04.10
审核意见:
审核意见:
同更改申请单
编号:HX-HPS-04序号:
设计开发项目
申请部门
更改内容:
建议人
更改建议及理由:
无更改
审批意见:
签字:日期:
备注:
编制:日期:审核:日期:批准:日期:
案例研究:RABS的房间灭菌
8. 问题分类与归纳
需要控制哪些参数?
空间如何密封?
微生物负荷的保证
气体 浓度
避免泄露
气体如何输入?
确定: 气体灭菌
过氧化氢
二氧化氯
甲醛
√
毒性 残留
周期长
致癌
6Log致死 率
环境 温度
灌装线前端
房间内部
灌装线内部
避免 灭菌后 的再 污染
环境 湿度
物料
臭氧
供液量
物质的兼容性
气体如何均布?
无法 杀死芽 孢
附加考虑项目
方便与可行
成本考虑
不影响现有 工艺
灭菌工艺的 开发
验证与微生 物挑战性测
试
其他
9. 案例研究 — 气体的输入
气体输入范围在红色区域内,即 B级灌装间与内部的灌装线。
灌装线前端
灌装线
B级洁净室
B级区域外部进行封闭,主要包 括:房间门、窗、HVAC系统, 灌装线前段的隧道烘箱,等。
气体输入模式,采用管道输入的 方式:主输入管路接驳双通道气 体分配管路;一条独立的气体回 收管路。
Most Medical Grade Silicones 大部分医疗级别硅酮
Aluminium 300 Series SS 铝,300 系列 不锈钢
其实早已有了关于过氧 化氢气体兼容性的法规
运行参数
9. 案例研究 — 参数控制
Байду номын сангаас
泄露完整性
温度
温度测量
温度
露点
湿度
湿度测量
露点
湿度
周期开发
流量
浓度
D值
气体 浓度
微负压
9. 案例研究 — 兼容性研究
无菌隔离系统的相关技术研究

无菌隔离系统的相关技术研究摘要:ISOLATOR隔离器适用范围广、安装背景级别低、完全隔离密闭、内部压力可正负压调节、独立自循环回风形式、操作简易、能耗降低、管控成本减少、无菌污染风险低。
经隔离器VHP CDCV后,隔离器VHP灭菌效果可行、有效。
关键词:ISOLATOR隔离器αβ阀RTPs CDCV1隔离系统的概述1.1隔离系统的相关定义隔离是指采用物理屏蔽的手段将受控有限的空间与外部环境相互隔绝的技术,是一种绝对的隔离[1]。
而隔离系统是指在原有隔离的基础上,通过密封或者有微生物过滤系统(高效过滤系统HEPA)提供空气并且可以实现空气交换(自净化)的一种系统。
所谓的隔离系统是指:当密闭时,仅使用已净化过的内部表面或使用快速转移通道系统(RTPs)进行物料的传递转移;当打开时,仅允许物料或工器具等物品通过特定的并已经过设计和验证的开口进行进出传递,以排出污染的传递。
而隔离系统通常被用于无菌操作时隔离活性混合物或者同时用于灭菌处理和隔离。
目前为止,市面上流通常用的隔离器有许多种,包括手套型、半身服型、全身服型等;在这里,主要探讨下当今较为先进的ISOLATOR隔离器。
1.2 ISOLATOR隔离器的利弊优势ISOLATOR隔离器是当前制药领域内发展的一种趋势化,凡是新建厂房车间的制造型药企,大多都会考虑上线一套完整的隔离系统,从而代替传统的、旧式的open-RABS或者close-RABS(包括A级层流防护门及RABS)。
与传统的ORABS相比,保护对象不同,ORABS主要保护的是产品,而隔离器保护的则是产品与人(岗位操作人员)的双重保护;二者的密闭性也不相同,ORABS是可以打开的,做不到完全的密封,采用的是一种非密闭的模式,而隔离器则是完全密封的,是一种绝对的隔离、完全的密闭,采用的是一种密闭的模式;内部压力也不相同,ORABS因无法密闭内部压力只能为正压,而隔离器因是一种绝对的隔离、完全的密闭,内部的压力可以是正负压调节,实现正负压可调型隔离器;两种设备或系统的回风形式不同,ORABS采用洁净区内直接取房间风,经过顶部高效过滤器过滤流通至均流膜后,均匀垂直送至操作区域,是一种直接房间取排式,而隔离器则大不相同,隔离器会配备完整的一套循环系统和空调机组,循环系统包括送风组件、排风组件、循环组件,所有的新风、排风、回风均经过高效过滤器(H14级、0.3μm的截留率>99.995%)进行送风、排风、回风,隔离器独立配置的一套空调机组,保证空调的送风机组、排风机组、回风机组的所有空气经过初、中、高效过滤以及表冷除湿、加热加湿处理(此处空气处理方式主要针对双表冷加转轮除湿的空调机组),是一种完全自循环的方式。
隔离技术在无菌原料药生产过程中的应用_陈允裔

0引言随着2010版GMP的出台,其对无菌药品的生产工艺有了更加严格的规定,对生产设备有了更高的要求。
在新版GMP附录一(无菌药品)中,用整个章节来描述“隔离操作技术”,并且强调“高污染风险的操作宜在隔离器中完成”。
可见国家药品监管部门对该技术的倡导和重视,也体现出了国家对高风险的无菌药品生产硬件体系标准的提高。
相对于最终灭菌的药品而言,非最终灭菌的无菌原料药的生产存在更大的变数,每个操作(特别是一些手动操作)在无菌生产中都存在很大的风险,每个错误操作将最终导致产品的污染。
人是最大的污染源与主要传播者,传统的A级洁净室无法将人与洁净环境分离。
隔离技术实质上是源于第二次世界大战时的手套箱,而在战后,这种适用于核工业的隔离技术逐渐被应用于制药工业、食品工业、医疗领域、电子工业、航天工业等众多的行业。
在19世纪80年代中期,人们就开始使用隔离器来建立无菌检验工作环境。
随着隔离技术的不断发展,其在无菌分装领域的应用也日渐增加。
相较于传统的A级洁净室,隔离技术能减少操作人员对A级环境的影响,同时最大程度地降低人员与无菌药品的交叉污染,从而保证产品的质量。
从无菌原料药的生产工艺分析,溶解—结晶—离心—干燥—粉碎各工序都能通过管道连接,进行密闭转运,而分装是整个流程中的高污染风险操作工序,将隔离技术应用其中,并选择合适的隔离系统,则能对原料药的生产提供很好的无菌保障。
1主要的隔离系统介绍1.1Isolator隔离器Isolator隔离器内部的净化空气等级为“A”级,周围的背景环境空气质量最低为“D”级。
本身具有温度和湿度调节系统,拥有自己的压力调节装置,可以根据不同的医药产品在各个隔离室工作间形成不同的工作气压作为生产保护。
隔离器从根本上将药品与操作人员隔离开来。
物品通过无菌传递进入隔离器,整个传递过程中可保持隔离器内部空间和外部环境完全隔离。
操作人员通过隔离的手套、半身衣,甚至是全身衣对隔离器内的物品进行操作。
(三)无菌制剂联动线的风险控制与验证(杨镇)
21
3.各区的压差确认
①烘箱腔室内外压差、灌装间与洗烘间压差的监测 配置灭菌干燥机预热段、高温段、冷却段分别与房间的 压差监测。 配置灌装封间与洗烘间的房间压差监测。 配置风压自动平衡系统
22
3.各区的压差确认
②压差级别和压力值的控制范围 预热段和洗烘间的压差为正压,建议值为5-12pa 冷却段和洗烘间的压差为正压,建议值为5-12pa
5.工艺控制主要要素—隔离系统
ORABS系统
43
检测系统
5.工艺控制主要要素—隔离系统
例如:环境控制的六大关键要素 风速 层流风 流形 风压 无菌操作 尘埃粒子 浮游菌 沉降菌
5.工艺控制主要要素—隔离系统
5.工艺控制主要要素—隔离系统
例如:环境监测及回顾评价 实时监测 历史数 据查询
系统基 本信息 报警记录 报警系统
提高 产品安全性 以上各级别空气悬浮粒子的标准规定如下表: 品安全性
提高 C级和D级:指无菌药品生产过程中重要程度较低操作步骤的洁净区。
5.工艺控制主要要素—隔离系统
39
提高 提高 产品安全性 品安全性
5.工艺控制主要要素—隔离系统
新版GMP标准(2010年修订)附录1:无菌药品
40
第十一条 应当对微生物进行动态监测,评估无菌生产的微生物状况。监 测方法有沉降菌法、定量空气浮游菌采样法和表面取样法(如棉签擦拭法和 接触碟法)等。动态取样应当避免对洁净区造成不良影响。成品批记录的审 核应当包括环境监测的结果。 对表面和操作人员的监测,应当在关键操作完成后进行。在正常的生 产操作监测外,可在系统验证、清洁或消毒等操作完成后增加微生物监测。
无菌制剂联动生产线的风险控制与验证
楚天科技股份有限公司 市场高级项目经理、工程师杨镇
无菌隔离技术

1 无菌隔离技术的概念及分类1.1 无菌隔离技术的概念。
无菌隔离技术是在完全密封的环境下,实现对药品和生物制品的控制并将其处理成无菌状态的一种技术。
一个完整的操作过程可能需要若干个隔离器组成的系统来完成,从而将整个流程与可能的污染源彻底分开。
无菌隔离技术是根据药品生产质量的管理规范要求,经专门设计制造用于医药保健产品及需要更高级别的环境控制防护的屏障技术,该技术可最大限度的防治产品受到污染,保护操作者的安全,避免受到毒性物质的伤害。
这一技术为无菌试验、无菌生产及高致敏性、毒性药物生产防护提供完美的环境控制技术解决方案。
1.2 无菌隔离技术的分类。
目前无菌隔离技术主要有OPENCLEANROOM(开放式洁净室)、LABS(受限隔离系统)、RABS(限制进出屏障系统)、ISOLATORS(完全隔离装置)。
按照FDA 法规规定污染概率及系统完整性由高至低分别是ISOLATORS、RABS、LABS、开放式洁净室。
1.2.1 开放式洁净室。
开放式洁净室是在B 级区域内通过安装百级层流罩来实现局部A 级,并依靠屏风及幕帘等装置使A 级与B 级分开。
此种方法安装简便快捷,而且造价相对来说比较低,但是采取这种方法要求操作人员需要进入A 级区域进行无菌操作,这就加大了A 级区域受污染的概率,使得风险可控性较差。
1.2.2受限隔离系统。
受限隔离系统是在B 级区域内通过安装手套箱式的阻隔器进行操作,操作人员已可以与A 级区形成初步隔离。
这种方法安装简便、相对造价也较低,但是与开放式洁净室相比,在A 级区域污染的概率相对降低,有一定的风险可控性。
1.2.3 限制进出屏障系统。
限制进出屏障系统是在D 级或更高级别的洁净环境中通过安装手套箱式的阻隔器,内部通过洁净空气气流来保护并采用手动操作进行消毒与清洁来实现局部A 级。
这一方法安装复杂,造价也较高,但此设计容许在操作过程中进行连续或半连续的物料进出,因此对A 级区域有一定的污染风险,但此风险可控性非常高。
无菌检查用隔离系统验证指导原则

9206无菌检查用隔离系统验证指导原则本指导原则是为药典要求无菌的药品、生物制品、原料、辅料、及其他品种无菌检查用隔离系统的验证提供指导。
无菌检查用隔离器是为产品无菌检查试验提供无菌环境的一种设备。
封闭式隔离器不直接与外界环境相连,使用无菌接口或快速转移通道进行物质传递,一般用于无菌检查;开放式隔离器允许材料通过舱门进入,舱门内有一定的压力阻止微生物的进入。
物品可通过无菌传递进入隔离器,整个传递过程中可保持隔离器内部空间和外部环境完全隔离。
隔离器内部能够反复进行灭菌,内壁可用杀孢子剂处理,以去除所有的生物负载,灭菌完成后,隔离器通过高效空气过滤器(HEPA)或更高级别的空气过滤器向其内部输送洁净空气来维持内部的无菌环境。
隔离器的使用从根本上避免了操作人员与实验用物品的直接接触,操作人员无需穿着专用洁净服,而是通过隔离器上的操作手套或半身操作服对舱内物品、仪器进行操作。
手套-袖套组件或半身操作服是隔离器舱体不可分割的一部分,它们由柔软的材料制成且与所采用的灭菌剂兼容。
因此,使用隔离器进行无菌检验,可以避免实验用物品和辅助设备被污染,提高了无菌试验结果的准确性。
一.无菌检查用隔离器的结构隔离器一般是由不锈钢、玻璃、硬质塑料或软质塑料(如聚氯乙烯)建成。
隔离器的结构一般包括:1.空气处理系统用于无菌检测的隔离器应配备可截留微生物的高效空气过滤系统(或更高级别的过滤系统)。
静态时,隔离器内部环境的洁净度要求应达到我国药品生产质量管理规范(GMP)现行版中A级空气洁净度的要求。
当隔离器与外界环境有直接开口时,内部应通过持续足够的正压来维持隔离器内部的无菌环境。
2. 传递接口及传递门灭菌后的培养基、稀释液和实验用品可以通过带传递功能的灭菌器直接无菌传递到隔离器内。
此外,不同的隔离器也可以通过专门设计的快速传递门(RTP)连接,以实现将实验物品在两个或多个隔离器之间进行无菌传递。
RTP上未经灭菌的表面通过互锁环或法兰互相叠合,并通过密封圈封闭,从而防止微生物进入隔离器内。
1. Kawasaki TN1(__)选择隔离器还是rabs

低
(环境评估项目少)
低
高
(较低人力,较低更衣成本)
(相对隔离器来说较高的人力成致厂房格局要扩大,RABS的总投资成 本要比isolator高 ・RABS的运营成本也要比用隔离器来的高,尤其是HVAC的成本 ,验证成本和人力/操作者成本
・应该还要考虑生产操作时的任何错误导致的半成品 或成品的损失风险
凯普纳 - 特里戈(KT 法)
制定决策声明 “XXX厂房选择隔离器还是RABS” 指定分类的目的 绝对目标(必须)和希望的目标(需要) 基于每个项目的不同要求而改变 绝对目标必须实现 权衡“需要”目标(W),设置评分(S) 计算 W×S.
绝对目标的例子
符合国家或出口地区的GMP 交付日期,预算等
NO
機器の信頼性
YES
開発要素が少なく、装置の完成度が高いか?
NO
YES
実績のある装置か?
NO
トラブル発生の潜在リスク
YES
剤形(容器)は安定した形状か?
NO
YES
低能力か?
NO
YES
対応品種は少ないか?
NO
YES
製剤特性に難しい点(泡立ち・懸濁等)はないか? 充填方式は連続運転に対して安定か?
NO
期望的目标和分类
监管机构的解释 在工艺,工程和技术方面 物流和厂房的启动 生产操作的注释 要考虑的其他问题
对需要目标的权衡和评分举例 权重
Weighting (W) 10 4 非常重要 3 重要 ~ 2 一般 1 不重要 0 0 不考虑
评分
Score (S)
3 好 短期 地成本 不需要许多条件 容易 高可靠性
Conveyor
Filling Mechanism
GP规范中文版2.2

版本2.2
2006年5月
目录
1 介绍 ........................................................................................................................................................ 7 1.1 受众 .............................................................................................................................................. 8 1.2 标准参考规范 ................................................................................................................................ 8 1.3 术语及定义.................................................................................................................................. 10 1.4 缩写和符号.................................................................................................................................. 13
【无菌现场】隔离系统在无菌冻干工艺中的应用
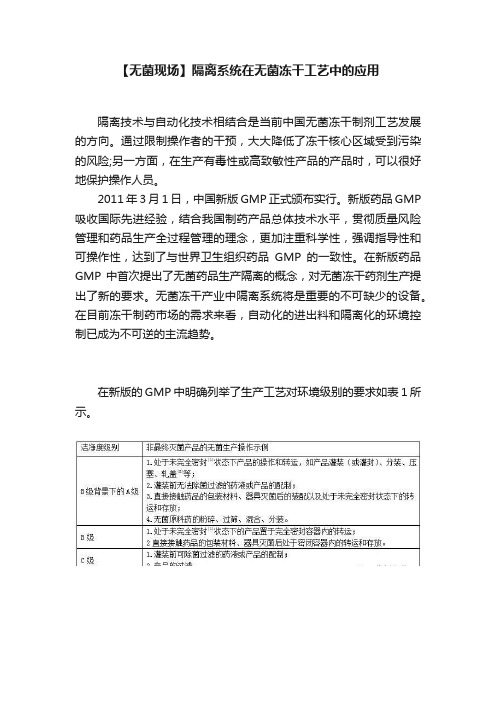
【无菌现场】隔离系统在无菌冻干工艺中的应用隔离技术与自动化技术相结合是当前中国无菌冻干制剂工艺发展的方向。
通过限制操作者的干预,大大降低了冻干核心区域受到污染的风险;另一方面,在生产有毒性或高致敏性产品的产品时,可以很好地保护操作人员。
2011年3月1日,中国新版GMP正式颁布实行。
新版药品GMP 吸收国际先进经验,结合我国制药产品总体技术水平,贯彻质量风险管理和药品生产全过程管理的理念,更加注重科学性,强调指导性和可操作性,达到了与世界卫生组织药品GMP的一致性。
在新版药品GMP中首次提出了无菌药品生产隔离的概念,对无菌冻干药剂生产提出了新的要求。
无菌冻干产业中隔离系统将是重要的不可缺少的设备。
在目前冻干制药市场的需求来看,自动化的进出料和隔离化的环境控制已成为不可逆的主流趋势。
在新版的GMP中明确列举了生产工艺对环境级别的要求如表1所示。
注射药物协会(Parenteral Drug Association,简称PDA)描述无菌生产工艺为:“一种生产无菌药品的工艺,通过这种工艺将微生物污染从药品及与药品接触的表面去除,保护产品不受污染源的污染。
”对于制药企业来说,要保证其生产产品的过程不受微生物的污染是一个很大的挑战,尤其是注射药物或者称非肠道药。
图1表示一般常见无菌冻干药品生产线的整个工艺流程,阴影部分所列举的生产工艺都必须保证无菌。
传统的无菌生产方式,操作者一般在开放的A级洁净室环境中操作无菌药物生产,自动、半自动甚至是手动方式进行操作。
虽然操作者在洁净室环境下身穿无菌的洁净服,但仍是洁净室中最大的污染源。
有研究数据表明:•操作者静坐时,每分钟能产生500000个粒子(粒径为0.5μm);•操作者坐着,移动头、手臂和身体时,每分钟能产生1000000个粒子;•在低速行动时,每分钟能产生5,000,000个粒子。
该研究说明要保证产品生产的无菌性,最关键的就是要将人员从生产工艺中去除。
先进无菌生产工艺是自动化技术与隔离技术的结合,如机械自动操作和物理性的屏障技术,来消除人员操作(如:打开产品容器、暴露产品接触表面)对生产的影响。
GMP指南-无菌
4.2.1 无菌操作区............................................................................................................52 4.2.2 气锁........................................................................................................................ 53 4.2.3 无菌准备区和辅助区............................................................................................59 4.3.4 传递区域................................................................................................................60 4.2.5 仓贮区....................................................................................................................60 4.3 建筑设计与房间装饰.......................................................................................................60 4.3.1 建筑设计................................................................................................................60 4.3.2 房间装饰................................................................................................................62 5. 公用系统....................................................................................................................................63 5.1 概论 .................................................................................................................................63 5.1 空调净化系统(HVAC).................................................................................................63 5.2 水系统.............................................................................................................................. 69 5.3 气体系统..........................................................................................................................71 5.3.1 压缩空气...............................................................................................................71 5.3.2 氮气....................................................................................................................... 73 5.4 无菌产品生产的电力系统.............................................................................................. 74 6 仪器设备.....................................................................................................................................75 6.1 设备的选型与设计...........................................................................................................78 6.1.1 净化、清洗和灭菌的要求....................................................................................78 6.1.2 材质、外观和安全设计要求................................................................................78 6.1.3 结构设计要求........................................................................................................79 6.1.4 在线监测、控制和验证的要求............................................................................79 6.1.5 对公用工程的要求................................................................................................79 6.2 仪器、仪表......................................................................................................................80 6.2.1 仪器、仪表和计量................................................................................................80 6.2.2 仪器、仪表的设计、性能、定位........................................................................80 6.2.3 仪器仪表的周期校准............................................................................................82 6.2.4 仪器仪表校准的内容............................................................................................83 6.3 设备维修...........................................................................................................................83
气锁隔离器交流
➢ 通常较关键洁净区的压力略高于次关键洁净区的压 力。我国和各国法规和标准、工程指南都没有对压 差值提出具体要求。
➢ 虽然低至 1.2 帕的压差是可以达到控制气流的流向, 但洁净室之间易于测量和控制的压差大约为 5 帕。
4
气锁和缓冲
(一)定义用途: 气锁室一般设在洁净室的出入口,是用以阻隔外界
9
气锁和缓冲
(四)压差控制 气锁室从一种空气等级到下一个空气等级(穿过气锁
室)、以及从已分级空间到未分级空间的正常压差,应为 10Pa。 气锁室内部的压力应位于两个相邻空间之间的某个数值,
具体该数取决于所打开的是哪扇门; 洁净室与其气锁室之间的压差无需达到 10Pa。应穿过
气锁室而不是每扇门测量气锁室的压差。 因此,当某个气锁室只有一扇门被打开时,各空气等级
之间即持续存在一个可测量的压降(即≥10Pa)。 气锁间是两个不同洁净区的连接通道,因此应跨越气锁
设置压差监控装置,以监控相邻洁净级别的压差,而不 是相邻房间。
10
气锁和缓冲
(四)压差控制 1. 梯度式气锁压差分布示意图。
11
气锁和缓冲
(四)压差控制 2.正压气锁室压力关系图。(正压气锁室和负压气
6
气锁和缓冲
(二)气锁室还可以 ➢ 提供进出物料和设备消毒/清洁场所(物料或
设备进出通道,又称物料气锁室(MAL))。 ➢ 作为正压或者负压缓冲区使用,用于特殊工艺
(通常指口服制剂或者有害物料)的污染物出 入控制。
特定的小型物料气锁室又称为“传递窗”,由于 规格尺寸过小,无法供人员使用。
对于 B 级以上的洁净室,应采用带高效过滤器 进行换气通风的传递窗。
5
气锁和缓冲
一次性使用技术在无菌灌装工艺中的应用
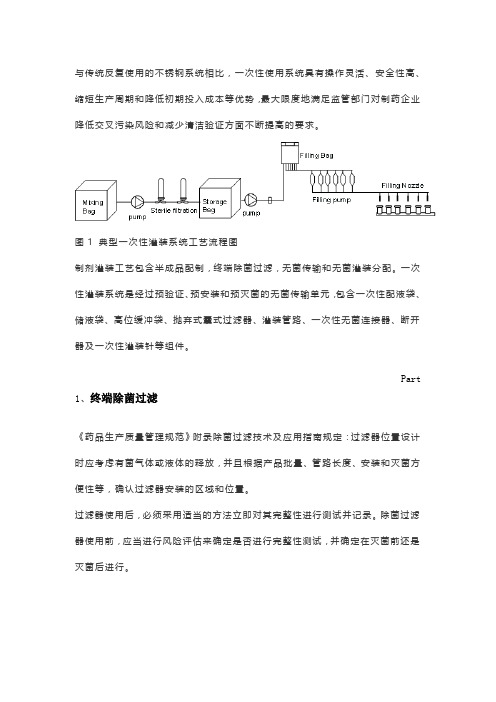
与传统反复使用的不锈钢系统相比,一次性使用系统具有操作灵活、安全性高、缩短生产周期和降低初期投入成本等优势,最大限度地满足监管部门对制药企业降低交叉污染风险和减少清洁验证方面不断提高的要求。
图1 典型一次性灌装系统工艺流程图制剂灌装工艺包含半成品配制,终端除菌过滤,无菌传输和无菌灌装分配。
一次性灌装系统是经过预验证、预安装和预灭菌的无菌传输单元,包含一次性配液袋、储液袋、高位缓冲袋、抛弃式囊式过滤器、灌装管路、一次性无菌连接器、断开器及一次性灌装针等组件。
Part 1、终端除菌过滤《药品生产质量管理规范》附录除菌过滤技术及应用指南规定:过滤器位置设计时应考虑有菌气体或液体的释放,并且根据产品批量、管路长度、安装和灭菌方便性等,确认过滤器安装的区域和位置。
过滤器使用后,必须采用适当的方法立即对其完整性进行测试并记录。
除菌过滤器使用前,应当进行风险评估来确定是否进行完整性测试,并确定在灭菌前还是灭菌后进行。
若采用一次性过滤系统且需进行使用前完整性测试或与冲洗,在设计上需额外考虑如下因素:上游连接管路的耐压性、下游的无菌性、下游能提供足够的空间(比如安装除菌级屏障过滤器或相应体积的无菌袋)进行排气排水。
Part 2、无菌灌装背景环境生物制剂的无菌灌装生产必须在Class100(ISO5,Class A)环境下进行,根据背景环境的不同,通常可以将灌装机所处的局部环境分为层流LAF(Laminar Airflow)、限制进入屏障系统RABS(Restricted Access Barrier System, Open or closed)和隔离器Isolator。
ORABS为开放式限制进入屏障系统,是目前最常采用的灌装屏障。
其配置了玻璃门金属框架和干预手套,顶部配有静压箱提供单向垂直气流,顶部送风由底部排出,通过B级背景回风。
图2 开放式限制进入屏障随着隔离器Isolator技术的日趋成熟和生产人员对风险意识的加强,隔离器得到普及应用,其所处的背景环境为C级或D级洁净区,生产过程中所有人员操作和物料/工具的传递均不能破坏系统密闭性。
屏障技术-20110316

RABS AND ISOLATOR RABS 和隔离器
3 Possibilities 3 种方法:
Conventional Laminar Flow 传统层流
for aseptic processing, A in B, not sterilisable open access to product (apart from safety devices) 用于无菌工艺, A/B级,不可灭菌(指环境),产品敞开接触 (除了安全装置外)
machine base 设备本体
ISOLATOR TECHNOLOGY 隔离器技术
IMPORTANT PARAMETERS / FACTORS 重要参数
n PRESSURE 压力 n AIR SPEED 气流速度 n TEMPERATURE 温度 n HUMIDITY 湿度 n AIR FILTER SYSTEM 空气过滤系统 n STERILIZATION 灭菌
TRANSFER SYSTEMS转运系统 n RTP / HCTP
Rapid Transfer Port, 快速转运口 High Containment Transfer Port 高可靠性转运口 n Mobile Transfer Isolator 移动转运隔离器 n Autoclave-adapted Container 带灭菌转接口容器 n VHP sluice VHP 储槽
pprrootetecctitninggththeepprroodduucctt保保护护产产品品
- aseptic production - operating with higher pressure - SAL at least 10-6 -无菌生产 -正压操作 - SAL至少10-6
9206 无菌检查用隔离系统验证指导原则

9206 无菌检查用隔离系统验证指导原则本指导原则是为药典要求无菌的药品、生物制品、原料、辅料、 及其他品种无菌检查用隔离系统的验证提供指导。
无菌检查用隔离器是为产品无菌检查试验提供无菌环境的一种 设备。
封闭式隔离器不直接与外界环境相连,使用无菌接口或快速转 移通道进行物质传递,一般用于无菌检查;开放式隔离器允许材料通 过舱门进入,舱门内有一定的压力阻止微生物的进入。
物品可通过无 菌传递进入隔离器, 整个传递过程中可保持隔离器内部空间和外部环 境完全隔离。
隔离器内部能够反复进行灭菌, 内壁可用杀孢子剂处理, 以去除所有的生物负载,灭菌完成后,隔离器通过高效空气过滤器 (HEPA)或更高级别的空气过滤器向其内部输送洁净空气来维持内 部的无菌环境。
隔离器的使用从根本上避免了操作人员与实验用物品 的直接接触,操作人员无需穿着专用洁净服,而是通过隔离器上的操 作手套或半身操作服对舱内物品、仪器进行操作。
手套-袖套组件或 半身操作服是隔离器舱体不可分割的一部分, 它们由柔软的材料制成 且与所采用的灭菌剂兼容。
因此,使用隔离器进行无菌检验,可以避 免实验用物品和辅助设备被污染,提高了无菌试验结果的准确性。
一.无菌检查用隔离器的结构 隔离器一般是由不锈钢、玻璃、硬质塑料或软质塑料(如聚氯乙 烯)建成。
隔离器的结构一般包括: 1.空气处理系统 用于无菌检测的隔离器应配备可截留微生物的高效空气过滤系统(或更高级别的过滤系统) 。
静态时,隔离器内部环境的洁净度要 求应达到我国药品生产质量管理规范(GMP)现行版中 A 级空气洁净 度的要求。
当隔离器与外界环境有直接开口时,内部应通过持续足够 的正压来维持隔离器内部的无菌环境。
2. 传递接口及传递门 灭菌后的培养基、 稀释液和实验用品可以通过带传递功能的灭菌 器直接无菌传递到隔离器内。
此外,不同的隔离器也可以通过专门设 计的快速传递门(RTP)连接,以实现将实验物品在两个或多个隔离 器之间进行无菌传递。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B+A级开放式限制进入隔离系统系统验证方案目录目录 (1)一、概述 (2)二、验证目的 (3)三、验证范围 (3)四、验证小组成员及职责 (3)五、验证进度安排 (3)六、验证内容 (3)1.设计确认 (4)1.安装确认 (6)2.运行确认 (12)3.性能确认 (15)七、拟订再验证周期 (15)八、验证结果评定及结论 (15)九、培训 (15)十、确认依据 (15)一、概述本公司药品生产车间灌装区安装的有限隔离系统由苏州工业园区鸿基洁净科技有限公司生产、安装和调试。
本系统由灌装核心区隔离器及3个可移动手套箱式洁净小车组成,洁净小车用于核心区隔离器和其他A级区域的对接转运。
本系统安装位置如下:1.药液终端过滤罐2.转盘和传输系统3.自动灌装加塞机4.胶塞进料传输手套箱式洁净车5.物品及器具传输手套箱式洁净车6.冻干机进料设备和传输洁净车有限隔离系统参数如下:序号品名规格数量单位备注1 丁基合成橡胶长筒手套长度:810mm袖口直径:200mm6 双美国NORTH2 手套圈12 只聚甲醛3 隔离围护5880*2050800*1000*205029.8 M2SUS304+PC(聚碳酸酯板)4 洁净移动车 1.外尺寸:700*700*18002.材质:SUS3043.风机:德国EBM4.高效过滤器:AAF5.垂直流,内部可升降,左右可平移6电源:AC220V7有DOP检测口8.压差表DYWER3 台对药品生产车间A级洁净区域的有限隔离系统进行设计确认、安装确认、运行确认和性能确认,使该系统达到无菌环境,从而为无菌生产提提供受控环境。
三、验证范围药品生产车间B+A级开放式限制进入隔离系统四、验证小组成员及职责5.验证小组成员小组职务姓名所在部门职务/职能组长张文明设备部设备部经理副组长林宏生设备部设备部副经理组员任伟设备部设备管理员组员赵爱景生产部生产部经理组员朱峰药品生产车间车间主任组员方剑利药品生产车间技术员组员宋瑞君药品生产车间操作员组员沈丽杰药品生产车间操作员组员钟成萍质量保证部质量保证部经理组员吴维聪质量保证部QA员组员朱雪兰质量保证部QA员组员徐婉玲质量保证部QC员组员技术人员杭州神州空气检测有限公司洁净室综合性能参数检测五、验证进度安排于20 年月日至20 年月日验证小组对B+A级开放式限制进入隔离系统进行验证。
设计确认:20 年月日至20 年月日安装确认:20 年月日至20 年月日运行确认:20 年月日至20 年月日性能确认:20 年月日至20 年月日1.设计确认1.1 目的检查系统使用说明书及设计图纸是否和用户需求文件内容一致,同时检查监测点是否经风险评估1.2 确认内容1.21.1 检查设备档案是否有B+A级开放式限制进入隔离系统用户需求文件1.2.2 检查设备档案是否有B+A级开放式限制进入隔离系统合同1.2.3 检查设备档案是否有B+A级开放式限制进入隔离系统安装平面布置图1.2.4 检查设备档案是否有B+A级开放式限制进入隔离系统设计图1.2.5检查设备档案B+A级开放式限制进入隔离系统平面设计图是否和用户需求文件的要求一致检查内容见表1-11.3偏差处理确认过程中,现场实际的情况凡是与设计图纸和方案检查确认表的项目发生不一致时,应在各确认表的偏差栏中记入“是”,并填写偏差处理单。
所有偏差关闭后,经质保部批准后进入压缩空气系统的运行确认。
表1-1B+A级开放式限制进入隔离系统设计确认表项目确认内容确认结果偏差文件保存检查设备档案是否有B+A级开放式限制进入隔离系统用户需求文件、洁净转运小车使用说明书及平面布置图是□否□图纸核对检查B+A级开放式限制进入隔离系统转运小车使用说明书是否和用户需求文件的要求一致是□否□检查灌装核心区隔离器平面布置图是否和用户需求文件的要求一致是□否□检查B+A级开放式限制进入隔离系统合同的材质设计是否和用户需求文件的要求一致是□否□检查B+A级开放式限制进入隔离系统合同的尺寸设计是否和车间现场的要求向适应是□否□备注检查人/日期复核人/日期2.安装确认2.1 确认目的对B+A级开放式限制进入隔离系统的设备管材材质、清洁状态进行确认2.2 安装确认内容2.2.1文件确认检查装箱单内容,确认所收到的设备的设计是否与设计图纸向一致;确认记录填写于表2.2.2 安装前检查检查装箱单内容,确认所收到的设备数量是否与设计图纸向一致;检查设备清洁状态,设备运输过程中应双层包装,内层为塑料封闭包装,设备表面应清洁无油污及灰尘;2.2.3 材质及尺寸确认检查各个设备的材质,是否符合设计要求和用户需求,其中:2.2.3.1手套要求:2.2.3.1.1检测厚度:0.8mm,厚薄均匀2.2.3.1.2规格:长度:810mm 袖口直径:200mm 颜色:乳白色,可左右手互换与手套圈有良好的密封面。
2.2.3.1.3内外表面光洁,无细微颗粒凹凸感2.2.3.1.4双层包装,其中内层保护膜在现场安装完成后揭开。
不得有划痕等明显。
2.2.3.1.5 手套密封性检查:将手套拆除,袖边沿束紧,通入少量压缩空气,使其涨开,放入水中,检查有无连续气泡产生,若有气泡产生说明此手套有泄漏2.2.3.2 PC(聚碳酸酯板)板要求:2.2.3.2.1现场检测能耐臭氧熏蒸、耐75%乙醇和0.2%新洁尔灭等有机溶剂的擦拭2.2.3.2.2外观应无色透明厚度:≥6mm2.2.3.3.3支柱下装有304不锈钢调节地脚,可调节范围≥20mm,用于消除地面高度误差2.2.3.2.4双层包装,其中内层保护膜在现场安装完成后揭开。
不得有划痕等明显。
2.2.3.3 手套式洁净小车要求:2.2.3.3.1现场检查结晶小车升降支柱应垂直,上下升降顺滑无摩擦2.2.3.3.2支柱采用304不锈钢方管材质,规格≥40×40mm,厚度≥1.5mm(实际值)2.2.3.3.4支柱外表面为镜面,保护膜在现场安装完成后揭开。
焊接处应进行抛光处理2.4偏差处理确认过程中,现场实际的情况凡是与设计图纸和方案检查确认表的项目发生不一致时,应在各确认表的偏差栏中记入“是”,并填写偏差处理单。
所有偏差关闭后B+A级开放式限制进入隔离系统可进行性能确认。
2-1:车间B+A 级开放式限制进入隔离系统安装文件确认表。
检查人/日期 复核人/日期资 料 名 称存放地点确认结果 偏差 B+A 级开放式限制进入隔离系统采购合同设备部是□ 否□B+A 级开放式限制进入隔离系统用户需求文件设备部 是□ 否□B+A 级开放式限制进入隔离系统使用说明书 设备部 是□ 否□产品合格证书设备部 是□ 否□B+A 级开放式限制进入隔离系统平面布置图 设备部 是□ 否□ 设备开箱验收记录设备部是□ 否□备注表2-2::车间B+A级开放式限制进入隔离系统设备仪器清单编编号名称规格数量确认结果偏差1 丁基合成橡胶长筒手套长度:810mm袖口直径:200mm厚度:0.8mm6双数量:是□否□尺寸:厚度:2 手套圈—12个是□否□3 隔离围护5880*2050800*1000*2050厚度:≥6mm29.8M2尺寸:尺寸:厚度:4 洁净移动车 1.外尺寸:700*700*1800 3台数量:是□否□尺寸:备注厚度使用游标卡尺测量检查人/日期复核人/日期表2-3::车间B+A级开放式限制进入隔离系统设备合格证书清单序号设备名称厂家数量资质证书确认结果偏差1 洁净小车高效过滤器华泰 3出厂合格证书气溶胶检漏报告是□否□数量:2 手套美国NORTH6双材质报告密封性报告是□否□数量:3 PC实心板29.8M2材质报告是□否□检查人/日期复核人/日期表1-3:B+A级开放式限制进入隔离系统安装确认表项目合格标准确认方法确认结果偏差安装前清洁洁净区内安装设备应双层包装,内层应为薄膜密封,外包装拆除后设备表面应清洁无灰尘、无污渍目检是□否□地面设备接触的地面平整坚实,安装平稳灌装区隔离手摇支架应无晃动,移动小车移动平稳,无摩擦是□否□转运小车材质是否为S304L,材质S304L 是□否□转运小车PLC触摸屏安装稳固,参数可输入检查是□否□转运小车专用小车使用220V电源充电接地电阻<4Ω欧姆表测量,接地电阻<4Ω 4Ω手套密封性应无泄漏浸入水中,通入压缩空气应无气泡持续产生是□否□备注检查人/日期复核人/日期3.运行确认3.1 确认目的通过系统运行,确认在线监测系统可正常运行3.2 手套式洁净转运小车运行确认3.2.1 开启电源,使用220V进行充电,并记录充电充满时间:3.2.1 充满电后,断掉电源,使用充电电池驱动。
3.2.2 按升降按钮,操作台应可顺滑升价,无摩擦无噪音;3.2.3 使用手套进行操作,操作应舒适无阻碍;3.2.4 使用手套进行操作台的平移,操作台应可顺滑平移,无摩擦无噪音;3.2.5 各转运洁净车和设备进行对接时,应可平滑移动需转运的物品(胶塞、灌装品及已灭菌物品)3.2.6 冻干机进料转运洁净车按生产设计,每3分钟进行一次升降和转运,充满后电池续航时间应>3小时3.3 灌装区域隔离器运行确认3.3.1 使用手套进行操作,操作应舒适无阻碍;3.3.2 使用手套可进行相关操作(检瓶、参数输入、灌装量调节、料斗加胶塞、灌装品输出至洁净转运车、培养基平皿的更换等)3.2.3隔离围护可正常打开和关闭、锁止,不锈钢合页顺滑无障碍表3-1:隔离系统运行确认表确认项目确认标准确认结果偏差洁净转运车电源充电洁净转运车可正常充电,并记录充满时间是□否□充电时间小时电池驱动能力已充电洁净转运可运行高效过滤器并可正常升降操作面,无摩擦无噪音是□否□电池续航能力灌装品转运车每3分钟转运可续航能力>3小时是□否□手套操作使用手套操作,操作应舒适无阻碍是□否□平台升降平移进行操作台的升降平移,操作台应可顺滑升降和平移,无摩擦无噪音是□否□胶塞平台对接胶塞转运车应能和胶塞灭菌器平滑对接,使用手套操作可使胶塞平滑移出,并可加入到灌装机料斗是□否□已灭菌物品平台对接已灭菌物品转运车应能和湿热灭菌器、干热灭菌器及灌封终端过滤平台平滑对接,使用手套操作可使物品可平滑移出移入,并可移出至灌装机是□否□7mL管制瓶移动平台对接已灌装液体的管制瓶转运车应能和灌装机出口、冻干箱入口及轧盖转运转盘之间能够平滑对接,使用手套操作可使灌装品平滑移动转入转出,并可移出至灌装机是□否□灌装区域隔离器手套可进行相关操作使用手套操作可进行检瓶、参数输入、灌装量调节、料斗加胶塞、瓶加塞调整、灌装品输出至洁净转运车、培养基平皿的更换是□否□隔离围护隔离围护可正常打开和关闭、锁止,不锈钢合页顺滑无障碍是□否□检查人/日期复核人/日期4.性能确认4.1 目的:通过监测灌装核心区隔离器与B级之间的压差、尘埃粒子、浮游菌、沉降菌和风速,以证明在线监测系统可平稳运行,能够保证隔离系统内A级洁净环境4.2 确认方法:通过启动B+A级有限开放式隔离系统然后对车间灌装间有限开放式隔离系统进行综合环境监测。