控制计划填写栏编号
控制计划填写要求 Microsoft Word 文档

控制计划的填写要求一、零件/过程编号:按过程流程图的编号逐一填写,编号应为10,20,30‥‥‥‥。
二、过程名称/操作描述:按过程流程图制定的过程填写,包括原材料进厂检验、仓库贮存、生产加工的每一工序、成品检验、入库、全尺寸检验、性能检验。
三、机器、装置、夹具、工装:填写设备名称及编号,冲压件、注塑件加工填写模具名称及编号、机加工填写夹具名称及编号,装焊件加工填写焊接工装名称及编号。
四、特性:产品--部件、零件、总成的特点或性能。
如:铣削加工的铣削深度、车加工的外圆、冲压加工孔、孔中心距、拉伸高度、压型高度,拉削内花键的节叉,钢板的厚度等。
过程—是与被识别的产品特性具有因果关系的过程变量。
过程特性仅能在发生时才能测量出。
如:材料接收的材料含量、混合操作的混合比、贮存材料的存期、喷涂油漆的油漆控制、注塑加工的原材料干燥器、注塑成型参数设定等。
五、特殊特性分类:根据顾客工程规定的特殊特性符号若顾客未规定组织在自行规定特殊特性一般包括:安全:D ; 法规:☆;重要:◇主要:△;外观:O六、方法:产品/过程规范/公差--从工程规范中获得。
如:产品图、装配图、工艺卡、材料标准等。
评价/测量技术--使用的测量系统。
如测量零件/过程/制造装置所需的量具、检具、工具和试验设备、装置等。
七、控制方法:即如何进行控制。
包括统计过程控制如X-R图,检验如原材料检验、首件检验,计数数据如不合格数量、不合格率、不合格种类等,防错如自动检测、装配错误零件停机报警等。
八、反应计划:为不合格产品或操作失控所需要的纠正措施。
包括标识、隔离、调整、重安装、换冲头、刃磨、更换工装、再标定等。
控制计划(control plan)

■ 德国大众汽车公司认可的产品质量策划的输出方法为: 质量检验计划。
■ 法国标致-雪铁龙汽车公司认可的产品质量策划的输出 方法为: 质量计划。
■ 日本丰田汽车公司认可的产品质量策划的输出方法为: QC工程图。
机器、
装置、 夹具、 工装
编 号
控
制
特性 产品 过程
特殊 特性 分类
计
产品/过程 规范/公差
划
方
评价/ 测量 技术
法 样本
容量 频率
控制方法
反应 计划
控制计划
适用产品范围:
步骤 序号
1
工序 描述
配料
设备/ 仪器
天平
2 乳化投料
版本:
制订:
过程 要点
称重
控制 参数
BOM
产品 要点
料号实物 相符
控制 参数
7
17、制造用机器、装置、夹具、工装: 适当时,填入每一操作过程中所用 到的生产设备的名称,例如:生产 /制造/加工过程中所用到的机器设 备、装置、模具、夹具或其它工具。 ◆ 应表明装备的编号。
2021/7/1
8
18、特性: 对于从中可获取计量或计数型数据的过程 或其输出(产品)的显著的特点、尺寸或 性能,适当时可使用目测法辅助。
注1:编制控制计划的重点在于表明产品的重要特性和工程要求。每种 零件都必须有控制计划,但在许多情况下,“系列零件”控制计 划(即:通用控制计划)可适用于相同的过程生产出的许多零件。
注2:在产品质量先期策划(APQP)中,控制计划(CP)是重要的输出。
控制计划(control plan)

精选ppt
9
20、产品: 20.1 填入产品特性的相关内容,产品特性是指在图 样或其它主要工程信息中所描述的部件、零件 或总成的的特点或性能。 20.2 多方认证小组应从所有来源中识别组成重要产 品特性的产品特殊特性,所有的特殊性都应列 在控制计划中,此外也可将在正常操作中进行 过程常规控制的其它产品特性都列入。 20.3 必要时,填入所有适当的文件,诸如(但不限 于):过程流程图、已编号的计划、FMEA和草 图(计算机绘图或其它方式绘图)相互参照用 的编号。
5
静置
检测 方法
复检
批准:
抽样 频率
100%
检测 部门
配料员
生效日期:
记录 表格 配料记录表
反应 计划
调整
二、控制计划(CP)表 栏目填写说明/解释
1、样件、试生产、生产控制计划:
表示各阶段适当的分类:
1.1 样件控制计划----在样件试作过程中,对所涉及
的尺寸测量、材料和性能试验的描述;
1.2 试生产控制计划----在样件试作之后,正式批量
生产之前,对所涉及的尺寸测量、材料和性能试
验的描述;
1.3 生产控制计划----在正式批量生产过程中,对产
品/过程的特性、过程控制、试验和测量系统的
全面文件化的描述。
1.4 在相应的阶段前“□”中以“√”表示控制计划
的不同阶段。
精选ppt
6
16、过程名称/操作描述: 填入零件的过程名称,系统、子系统或部 件制造的所有步骤都应于过程流程图中的 描述一致;过程流程图是描述所述活动的 过程/操作名称的最佳方法。 ■ 用工作要素作描述,表明确切的过程目 的,例如: ◆ 组合齿轮XYZ; ◆ 转动(锁紧)销钉螺母; ◆ 安装传感器。
地产公司项目总控计划模板及填报指引(房建)

地产公司项目总控
计划模板
项目总控计划填报指引
说明:1、各项目提报总控计划时应一并提报项目总平面图及项目信息(包含技术经济指标,基础形势、有无转换层、车库范围、流水段划分等)。
2、项目部可依据项目具体情况及建设节奏对工作项进行补充,各阶段计划顺序可自行调整。
3、由于各项目可能对工序安排有一定区别,因此模板为对各项工作前置任务进行明确,请项目部自行填写。
注:填写格式为(前置工作序号)(逻辑关联词)
+/-工作日;逻辑关联词有SS(本项工作与前置工作同时开始)、FF(本项工作与前置工作同时完成)、SF(本项工作在前置工作开始时结束)、FS(本项工作在前置工作完成时开始)、+XX日(后延XX日)、-XX日(提前XX日)。
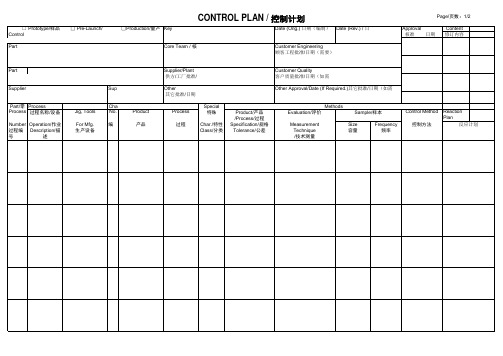
控制计划填写栏编号

控制计划
日期 (编制)⑽
第 页, 共 页 版次:1.0
日期 (修订)⑾
产品/过程规范/公差(22)
顾客工程批准/日期(如需要)⑿
顾客质量批准/日期(如需要)⒀
其它批准/日期(如需要)⒁
方法
评价/测量技术 (23)
作业员取样(24) 容 量 频率
检验员取样(24) 容量 频率
控制方法(25) 反应计划(26)
角度
2
21°
尺 尺 寸 寸
4 5
7 7 5 7 3 0 . . 0 5
尺寸
3
角度
27. 3
1
42°
喷喷 码内容:前门插窗拔内力侧密封条(左件) “CHINA 015 6Q4 837 471A B41 ****.**.** >EPDM+PP-T25” “ * ” 为日期
⑴□样件
□试生产
控制计划编号:⑵
□ 生 主要联系人/电话:⑺ 产
零件号/最新更改水平:⑶
核心小组⑻
零件名称/描绘:⑷
供方/工厂批准/日期⑼
供方/工厂
⑸
供方代号 ⑹ 其它批准/日期 (如需要)
零件/过程 过程名称/操 生产设备 编号⒂ 作描绘⒃ /工装⒄ 编号⒅
特性 产品⒆
过程⒇
特殊 特性 分类
(21)
Control_Plan控制计划表格
Part Name/Description/零件名称/描述
Supplier/Plant Approval/Date/ 供方/工厂批准/日期 Supplier Code / 供方编号 Other Approval/Date (If Req'd.) / 其它批准/日期(如需要) Special 特殊 Char./特性 Class/分类
Note:
yout inspection must be done every half year, 3 pcs per time. 每半年 必须做一次全尺寸检查. 每次3件 2.The Control Methods for each characteristic, the first row is operator inspection & the second is QC inspection. 相对于每一个特性的控制方法,第一栏为作业员检查.第二栏为品管员检查。 3.The first part every shift must be checked by QC and operator 每班首件必须由品管及作业员进检查
日期修订controlplannumber控制计划编号核准日期修订内容修订者partnumberlatestchangelevel零件号最新更改水平coreteam核心小组顾客工程批准日期需要partnamedescription零件名称描述供方工厂批准日期客户质量批准日期如需要supplierplant供方工厂suppliercode供方编号otherapprovaldate其它批准日期如需要part零件characteristics特性过程名称设备product产品process过程evaluation评价sample样本operation作业char
CP控制计划(control-plan培训内容)
18、特性: 对于从中可获取计量或计数型数据的过程 或其输出(产品)的显著的特点、尺寸或 性能,适当时可使用目测法辅助。
19、编号: 必要时,填入所有适当的文件,诸如(但 不限于):过程流程图、已编号的计划、 FMEA和草图(计算机绘图或其它方式绘 图)相互参照用的编号。
42-44rpm 速度盘 1次 0.4-2mm 变速器 1次
每班 每班
工艺检查 记录表
调整
二、控制计划(CP)表 栏目填写说明/解释
1、样件、试生产、生产控制计划: 表示各阶段适当的分类: 1.1 样件控制计划----在样件试作过程中,对所涉及 的尺寸测量、材料和性能试验的描述; 1.2 试生产控制计划----在样件试作之后,正式批量 生产之前,对所涉及的尺寸测量、材料和性能试 验的描述; 1.3 生产控制计划----在正式批量生产过程中,对产 品/过程的特性、过程控制、试验和测量系统的 全面文件化的描述。 1.4 在相应的阶段前“□”中以“√”表示控制计划 的不同阶段。
◆ 控制计划是质量策划过程的一个重要阶段,是对控制零件和过程的
体系的全面策划;一个单一的控制计划可以适用于以相同过程、相
同原料生产出来的一组和一个系列的产品。
◆ 控制计划是一份动态文件,它在整个产品寿命周期中得到保持和使
用,并随着测量系统和控制方法的评价和改进对其进行修订,以确
保按顾客的要求制造出优质的产品。
过程流 程名称
过
变差 来源
程流程图
机器设备 /测量设备
产品特性
过程特性
搬运 方式
特殊 特性 备注 符号
过程 功能
要求
潜在 失效 模式
潜在 失效 后果
潜在的失效模式及后果分析(FMEA-DFMEA/PFMEA)
控制计划(control plan)

3
塑料喷射造型 1-5
18
Machine No.
1-5
19
控制计划(control plan)
工序特性
批准
发行日期:
姓名
日期
修订日期:
客户质量
供应商质量经理 供应商Mfg经理
修订本 : 记录:
控制计划文件中记载有有序的生产工序和控制。如果产品的特性是关键 特征(CF),那么要在上面打个‘*’号。
特性 产品特性
卡
器设定
5 pcs 1st piece
hourly
buy-off per run
x-bar-R chart Check Sheet
5 pcs
每小时
x-bar-R chart
1st Piece buyEach set-up off
Inspector verifies settings
1.45
隔离并调整
产品 /工序 规 格
度量方法
尺寸
方法 样品
频率
分析方法
风险因素: 0
Eff. Date: 修订日期:
Cpk
如果不在控制范围内 的反应
控制区域
*
外表
无瑕疵
*
固定孔位置
无瑕疵
流水线
缩痕 Hole "X&t piece buyoff 1st piece buyoff
Machine No. 1-5
Fixture #10 Machine No. 1-5
20
*
21
*
22 模具装备
尺寸 周长合适
25 ±1mm
Gap 3 ± .5mm
Gap 3 ± .5mm
Fixture #10 Check gap to fixture 4 locations
控制计划填写说明

填入被控制产品/过程的名称和描述。
5)供方/工厂
填入制订控制计划的公司和适当的分公司/工厂/部门的名称。
6)组织代码
(供应商代码)
填入按客户采购机构要求的识别号(供应商代号)。
7)主要联系人/电话
填入负责控制计划的主要联系人姓名和电话号码和其它联系信息,如电子邮箱。
8)核心小组
填入负责制定控制计划最终版本的人员姓名和电话号码及其它信息,如电子邮箱。建议将所有小组成员的姓名、电话和地址都包括进所附的分配表中。
15)零件/过程编号
该项编号通常参照于过程流程图。如果有多零件编号存在(组件),那么应相应地列出单个零件编号和它们的过程编号。
16)过程名称/操作描述
系统、子系统或部件制造的所有步骤都在过程流程图中描述。识别流程图中最能描述所述活动的过程/操作操作识别加工装备,诸如制造用的机器、装置、夹具或其它工具。
表11-2控制计划填写说明(示例)
第页共页
①□样件□试生产□生产
控制计划编号:②
主要联系人/电话
⑦
日期(编制)
⑩
日期(修订)
⑾
零件编号/最新更改等级
③
核心小组
⑧
顾客工程批准/日期(如需要)
⑿
零件名称/描述
④
供方/工厂批准/日期
⑨
顾客质量批准/日期(如需要)
⒀
供方/工厂⑤
供方代码⑥
其它批准/日期(如需要)
•试生产—在样件试制后试生产,进行的尺寸测量、材料和性能试验的描述;
•生产—在正式生产中,产品/过程特性、过程控制、试验和测量系统的全面文件化的描述。
2)控制计划编号
输入控制计划文件编号以用于追溯。对于多页的控制计划则填入页码(第页共页)
控制计划模板

供应商/工厂
Part /零件/ Process过程 Number编号
Process Name / Operation Description
PV/Pre-launch PV/预生产
Production 产
生 Key Contact/Phone
主要联系人/电话 Core Team
Suppli er C供o应de商 编码
过程名称/ 操作 描述
Machine, Device,机器、设备
Jig, Tools夹具、工具
No.
For Mfg.用来生产
编号
Characteristics Product
产品
核心小组 Supplier/Plant Approval/Date
供应商/工厂批准/日期 Other Approval/Date (If Req'd) 其他批准/日期(如果需要)
客户质量批准/日期(如 果需要)
Other 他批准/日期(如果需 要)
Methods
Product / Process产品/过程 Specification/Tolerance规格/公差
Evaluation评价 Measurement 测量
Technique技术
Control Plan 控制计划
ED & DV Build ED&DV 生产 Control Plan Number 控制计划编号 Part Number/Draw ing Number/Lates t Change L零e件ve号l /图纸号/最新更改水平
Part Name/Descri ption 零件名称/描述
特性 Process
过程
CP控制计划 control
3、零件编号、最新更改等级/水平: 填入被控制的系统、子系统或部件编 号。适用时,填入源于图样规范的最 近工程更改等级和/或发布日期。
2020/3/31
4、零件名称/描述: 填入被控制产品的名称/过程的 名称和描述。
2020/3/31
5、组织/工厂: 填入制订控制计划的公司名称 和适当的分公司/工厂/部门的 名称。
2020/3/31
2020/3/31
9、组织/工厂批准/日期: 由公司管理者代表或技术部门主管批 准,必要时由公司总经理批准,并填 入批准的日期。
2020/3/31
10、日期(编制): 填入首次编制控制计划的日期。
11、日期(修订): 填入最近修订控制计划的日期。
2020/3/31
12、顾客工程批准/日期: 必要时,获取顾客负责工程的 部门的批准。
2020/3/31
11、制定并实施控制计划对组织有什么好处? ■ 质量:控制计划方法论减少了浪费并提高了在设 计、制造和装配中的产品质量。这一结构性方法 为产品和过程提供了一完整的评价。控制计划识 别过程特性并帮助识别导致产品特性变差(输出 变量)的过程特性的变差源(输入变量)。 ■ 顾客满意程度:控制计划聚焦于将资源用于对顾 客来说重要的特性有关的过程和产品。将资源正 确分配在这些重要项目上有助于在不影响质量的 情况下,降低成本。 ■ 交流:作为一个动态文件,控制计划明确并传达 了产品/过程特性、控制方法和特性测量中的 变化。
生产控制计划中的内容必须包括产品总成的全尺寸检验和功能/性能试验、 产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计 划中的全尺 寸检验和功能/性能试验的检查频率和容量一般为每种产品每年 至少一次和一件)。
控制计划基本要素(控制计划要求)

控制计划基本要素(控制计划要求)定控制限制检验方法检验记录纠正措施填入反应计划编号填入样本容量或频率填入控制方法,如SPC或其他方法填入产品或过程的规定,如图纸、标准或其他规范填入控制限制,如上限、下限或其他限制填入检验方法,如外观检查、尺寸测量或其他方法填入检验记录的形式,如检查表、记录卡或其他形式填入纠正措施,如停机、修理或其他措施确保在样件、有效生产和生产这三个阶段都有反应计划根据产品或过程的特点和要求,确定样本容量或频率选择适当的控制方法,确保产品或过程在规定范围内根据产品或过程的规定,确定控制限制选择适当的检验方法,确保产品或过程符合规定要求记录检验结果,确保产品或过程符合规定要求对不符合要求的产品或过程,采取纠正措施,确保问题得到解决评价测量技术的特性应该包括所有适用文件的编号,如过程流程图、已编号的计划、FMEA和草图相互参照用的编号。
这些文件描述了部件、零件或总成的特性和性能。
同时,必须识别出产品的特殊特性,并确保所有特殊特性都包含在控制计划中。
制造者还必须识别出其他必须控制的产品特性。
过程特性是与被识别的产品特性具有因果关系的过程变量,也是输入变量。
一个过程特性可能影响多个产品特性。
核心小组必须识别和控制其过程特性的变差以最大限度减少产品变差。
特殊特性分类必须按顾客的要求进行特殊特性的分类,如顾客指定符号时,对那些影响顾客安全、法规符合性、功能、配合或外观的重要特性必须被识别出。
特性可以被标识为:“关键”、“主要的”、“安全的”、“重要的”。
控制计划中需要填写规范及其公差要求,这些信息可以从产品和过程设计和开发输出中获得。
同时,需要的测量系统也需要在控制计划中列出,包括测量零件/过程/制造装置所需的量具和检具、工具及试验装置。
列入控制计划的测量系统必须先完成测量系统分析,确保测量有效。
当需要取样时,需要列出相应的样本容量和频率。
控制方法取决于过程的类型,所用的控制必须是基于对过程的有效分析。
控制计划序号的三个步骤

控制计划序号的三个步骤英文回答:1. Five steps for developing a Control Plan Serial Number.A control plan serial number is a unique identifierthat is assigned to a control plan. It is used to track the plan's development and approval status, and to ensure that the plan is properly implemented and maintained.There are five steps involved in developing a control plan serial number:1. Establish a numbering system. The first step is to establish a numbering system for control plan serial numbers. This system must be unique and sequential. It is important to use a numbering system that is easy to understand and track.2. Assign a number to the control plan. Once a numbering system has been established, a unique number must be assigned to the control plan. This number should be recorded in the plan's header information.3. Track the plan's development and approval status. The control plan serial number can be used to track the plan's development and approval status. This information can be recorded in a database or other tracking system.4. Implement the control plan. Once the control plan has been approved, it must be implemented. The control plan serial number can be used to ensure that the plan is properly implemented and maintained.5. Maintain the control plan. The control plan must be maintained on a regular basis. This includes updating the plan to reflect changes in the manufacturing process, and verifying that the plan is being followed. The control plan serial number can be used to track these maintenance activities.中文回答:控制计划序号的三个步骤。
控制计划填写栏编号

□试生产
控制计划编号:⑵
□ 生 主要联系人/电话:⑺ 产
零件号/最新更改水平:⑶
核心小组⑻
零件名称/描绘:⑷
供方/工厂批准/日期⑼
供方/工厂
⑸
供方代号 ⑹ 其它批准/日期 (如需要)
零件/过程 过程名称/操 生产设备 编号⒂ 作描绘⒃ /工装⒄ 编号⒅
特性 产品⒆
过程⒇
特殊 特性 分类
(21)
控制计划
日期 (编制)⑽
第 页, 共 页
QR7-01-07-01 版次:1.0
日期 (修订)⑾
产品/过程规范/公差(22)
顾客工程批准/日期(如需要)⑿
顾客质量批准/日期(如需要)⒀
其它批准/日期(如需要)⒁
方法
评价/测量技术 (23)
作业员取样(2ቤተ መጻሕፍቲ ባይዱ) 容 量 频率
检验员取样(24) 容量 频率
控制方法(25) 反应计划(26)
角度
2
21°
尺 尺 寸 寸
4 5
7 7 5 7 3 0 . . 0 5
尺寸
3
角度
27. 3
1
42°
喷喷码内容:前门插窗拔内力侧密封条(左件) “CHINA 015 6Q4 837 471A B41 ****.**.** >EPDM+PP-T25” “ * ” 为日期
控制计划填写规范

26
反应计划
19
产品
20
过程
21
特殊特性分类
◆
方法:使用程序和其它工具控制过程的系统的计划。
22
产品/过程规范/公差
规范/公差可以从各种工程文件,诸如(但不限于)图样、设计评审、材料标准、计算机辅 助设计数据、制造和/或装配要求中获得。 这一栏标明了所便用的测量系统。它包括测量零件/过程/制造装置所需的量具、检具、工 具和/或试验装置。在使用一测量系统之前应对测量系统的线性、再现性、重复性、稳定性 和准确度进行分析,并相应地作出改进。
1
样件、试生产、生产
2 3 4 5 6 7 8 9 10 11 12
控制计划编号 零件编号/最新更改等级 零件名称/描述 供方/工厂 供方代码 主要联系人/电话 核心小组 供方/工厂批准/日期 日期(编制) 日期(修订) 顾客工程批准/日期
13 14 15
顾客质量批准/日期 其它批准/日期 零件/过程编号
16
过程名称/操作描述
ห้องสมุดไป่ตู้
17
制造用机器、装置、夹具、工装
◆
特性:对于从中可获取计量或计数型数据的过程或其输出(产品)的显著的特点、尺寸或性能,适当时可使用目测法辅助。
18
编号
必要时,填入所有适当文件,诸如(但不限于)过程流程图、已编号的计划、FMEA和草图 (计算机绘图或其它方式绘图)相互参照用的编号。 产品特性为在图样或其它主要工程信息中所描述的部件、零件或总成的特点或性能。核心 小组应从所有来源中识别组成重要产品特性的产品特殊特性,所有的特殊特性都应列在控 制计划中,此处制造者可将在正常操作中进行过程常规控制的其它产品特性都列入 过程特性是与被识别产品特性具有因果关系的过程变量(输入变量)。过程特性仅能在其 发生时才能测量出.核心小组应识别和控制其过程特性的变差以最大限度减少产品变差,可 能有一个或更多的过程特性.在某些过程中,一个过程特性可能影响数个产品特性。 按整车厂(OEM)的要求使用合适的分类来指定特殊特性的类型,或者这一栏可空着用来填 写末指定的特性。顾客可以使用独特的符号来识别那些诸如影响顾客安全、法规符合性、 功能、配合或外观的重要特性。这些特性标识为“关键”“主要的”“安全的”“重要的 ”。
Control Plan 编制说明

控制计划方法控制计划第___页共___页下方是碰焊小組提供的碰焊問題點:1.脫焊2.分流3.虛焊4.炸火5.間隙6.變形7.焊芯小8.漏焊9.尺寸不良10.燒傷等目录概述1 控制计划栏目描述1) 样件、试生产、生产2) 控制计划编号3) 零件编号/最新更改水平4) 零件名称/描述5) 供方/工厂6) 供方代号7) 主要联系人/电话8)核心小组9)供方/工厂批准/日期10)日期(编制)11)日期(修订)12) 顾客工程批准/日期13) 顾客质量批准/日期14)其它批准/日期15)零件/过程号16)过程名称/操作描述17)制造用机器、装置、夹置、工装(生产设备)特性18) 编号19) 产品20) 过程21) 特殊特性分类方法22) 产品/过程规范/公差23) 评价/测量技术24) 样本容量/频率25) 控制方法26) 反应计划2.过程分析3.补充材料A) 设备:设定主要过程控制计划的示例B) 设备:以机加工为主的过程控制计划示例C) 设备:以夹具/输送台为主的过程控制计划示例D) 设备:以工装为主的过程控制计划示例E) 人员:以操作人员为主的过程控制计划示例F) 材料:以材料或部件为主的过程控制计划示例G) 方法:以预防维护为主的过程控制计划示例H) 环境:以气候为主的过程控制计划示例I)控制计划表格J) 控制计划检查清单K) 控制计划特殊特性工作单L) 座标值概述控制计划方法论的目的是协助按顾客要求制造出优质产品,它是通过为总体系设计、选择和实施增值性控制方法以提供结构性的途径来达到上述目标的。
控制计划对用来最大限度地减少过程和产品变差的体系作了简要的书面描述。
本章列举的控制计划表格的目的是对片样才能将这一信息文件化的示例,至少只要在其包含有相同的信息的情况下,可以使用替代的格式。
控制计划不能替代包含在详细的操作者指导书中的信息。
方法论适用于制造过程和技术的广泛领域。
控制计划是总体质量体系不可分的部分,并被用作一个动态文件,因此本章应和其它有关文件合起来使用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
控制计划
日期 (编制)⑽
第 页, 共 页
QR7-01-07-01 版次:1.0
日期 (修订)⑾
产品/过程规范/公差(22)
顾客工程批准/日期(如需要)⑿
顾客质量批准/日期(如需要)⒀
其它批准/日期(如需要)⒁
方法
评价/测量技术 (23)
作业员取样(24) 容 量 频率
检验员取样(24) 容量 频率
控制方法(25) 反应计划(26)
角度
2
21°
尺 尺 寸 寸
4 5
7 7 5 7 3 0 . . 0 5
尺寸
3
角度
27. 3
1
42°
喷喷码内容:前门插窗拔内力侧密封条(左件) “CHINA 015 6Q4 837 471A B41 ****.**.** >EPDM+PP-T25” “ * ” 为日期
⑴□样件
□试生产
控制计划编号:⑵
□ 生 主要联系人/电话:⑺ 产
零件号/最新更改水平:⑶
核心小组⑻
零件名称/描绘:⑷
供方/工厂批准/日期⑼
供方/工厂
⑸
供方代号 ⑹ 其它批准/日期 (如需要)
零件/过程 过程名称/操 生产设备 编号⒂ 作描绘⒃ /工装⒄ 编号⒅
特性 产品⒆
过程⒇
特殊 特性 分类
(21)