某知名公司为六西格玛黑带考试制作的培训教材
六西格玛(Six Sigma)GB培训资料 1

为了得到结果,我们应该把注意力集中在Y还是X上?
nY n 取决于其它变量 n 与客户相关的输出 n 结果 n 表征 n 监视
n X1 . . . XN n 独立变量 n 流程的输入 n 原因 n 问题 n 控制
通过控制X来控制Y
统计学基础
(一) (二) (三)
统计学的研究对象 数据类型 数据的分布
公司内在职时间 超过5年的员工
人数
连续数据
测量系统精度允许的情况下可 以将测量对象进行无限有意义
的细分 员工的在职时间
>>统计学基础>>数据类型
连续数据和离散数据的本质区别是…
测量标准是否可以有意义地不断分割 你们的视力度数和是否有伤属于那种类型的数据?
思考
如果可以选择,你希望收集哪一类数据?为什么?
>>统计学基础
什么是统计学?
统计学是一门对总体及其特征进行推测的学科。研究的对 象为随机变量。(随机试验的结果)
>>统计学基础
“六西格玛”离不开数据—— 统计学是基础工具
可是在拿到一些数据后, 我们应该如何入手?
>>统计学基础>>数据类型
现实生活中,我们会接触到大量的数据…比如
重量
温度
时间
速度
——客户感受到的是产品/服务的波动水平 ——不可避免,又不能被完全消除 ——公差是控制波动的有效方式 ——由多种因素引起,主要是输入和方法的波动
>>统计学基础>>数据分布>>数据的衡量指标
缺少波动水平的均值没有实际意义! 你愿意过哪条河流?
平均深度 = 4m
A
B
平均深度 = 4m
6σ黑带-6σ综合培训资料
6σ综合培训资料6σ黑带-6σ质量计划的推动者6σ质量计划是美国摩托罗拉公司于80年代首创的一种质量管理方法,其目的在于通过减少和消除缺陷来提高顾客的满意程度。
多年来,6σ已渐渐被许多企业巨头所接受,如得克萨斯仪器公司、ABB公司、联合信号公司和通用电器公司等等。
6σ质量计划的主要包括四部分:工序改进、质量测量、质量创新和改进工具。
其中,工序改进和质量测量是6σ质量计划的基础性因素,质量创新和改进工具是6σ质量计划的支持性因素。
从某种程度上讲,6σ质量计划就是依靠全员参与来提高产品、服务和工序质量的工序改进活动,其步骤为:-定义产品和服务。
描述产品及其辅助服务,包括向外部和内部顾客提供信息、咨询以及相关活动。
-确定顾客需要。
确认内部和外部顾客并确定其对每种产品或服务的需求,这些需求可通过定量性词汇来表示。
-比较产品与顾客需求。
确定顾客期望与其实际所得的差别,为确定改进项目的顺序提估据。
-描述工序。
为每道工序提供详细的说明。
-工序改进。
根据工序的价值和与其他工序的关系来评价工序。
通过简化和错误举证来改进所有工序。
-度量质量和生产率。
确定质量和生产率的基线值并跟踪改进活动,包括确定公司或组织最佳的基准值,以便为质量和生产率改进提供指标值。
6σ质量计划的成功与否不仅仅取决于高层管理者的参与、雇员授权、全员培训、过程跟踪以及相应的激励,还有赖于6σ黑带的独特作用。
16σ黑带6σ黑带,经常用来指那些经过培训能够熟练使用6σ工具的人。
因为在工程管理和团队活动方面有高超的技能,6σ黑带扮演了领导者、教练和顾问的角色。
他们的6σ计划项目每年可以为公司节省数百万美元。
培训一位6σ黑带的费用比较昂贵,大约在3万美元左右,但从预期的回报来看,还是很值得投资的。
虽然在过去只有大公司才能够支付得起6σ黑带培训计划的昂贵费用,但现在黑带培训已进入中小企业。
《6σ:应用统计方法更灵巧的方案》一书的作者,“灵巧方案”公司的奠基人-布瑞福格认为成为6σ黑带是件很令人兴奋的事,6σ黑带们把那些对企业很重要的工作和谐地结合起来。
6西格玛管理黑带培训教材

战略规划 严格纪律
What was missing --
Six Sigma!
我们缺少的是
管理哲学 组织愿景
Quality Vision
existed for years (ISO, Zero defects攨)
质量的观念存在多年
6 Sigma理念之一
6 Sigma以客户和消费者贯彻始终
客户:位于过程后阶段的人士,可以是内部或外部的。 例:内部客户 - 装配线是涂装部门的客户 外部客户 - 接收最终产品,但自身并不使用的企业或部门(商场、分销中心等等。)
消费者:产品的最终用户,通常是指外部消费者,如房屋主人。
何谓客户(消费者)的“提示”?
50
1996
1997
1998
1999
6SIGMA为GE带来了什么
到2000年度GE Six Sigma 管理投入600万 美元,公司获利高达25亿美金,客户收益5 亿美金
30亿美金收益 … 使客户和股东满意
什么是六西格玛
什么是六西格玛?
➢提高质量的方法
六西格玛是基于统计的质量项目. 它是一套改善过程控制的严格的方法体系.
关于结果
什么是六西格玛
➢ 显著的收入增长 ➢ 更简洁的过程 - 广泛应用 ➢ 真正关注客户需求 ➢ 改进员工满意度
这就是成功的赐予!
什么是六西格玛?
➢ 持续改进的过程
六西格玛提供基于过程的方法来进行持续改进. 它与所涉及的测量独立,并能应用于任何业务过程的提高.
什么是六西格玛?
➢ 推进企业文化的转变
世界一流公司的标志
谁在执行 6 Sigma?
六西格玛分析阶段 识别潜在的根本原因培训教材

标准件 量产件 合格件
测量位置 测量次数 测量条件
人
心情,感觉,气氛
分辨力
温度/湿度 灰尘/噪音 振动/照度
熟练度
测量误差
料
法
环
注意:要分析到末端原因!!!
21
树图
•树图是识别根本原因的有效工具之一,又称为5-why、系统图、解因图等 •它从问题出发,按照其产生问题的直接原因层层展开,
直达可以采取措施为止(即潜在的根本原因)。
Why?
Why?
Why? Why?
X11
X1
X12
X13 Y
X2
X21
X22
X111 X112 X121
…
X2 X2
…
X1111 X1112 X1121
…
22
例:问3-5个为什么,识别潜在的根本原因 问题:焊接到膜盒上的一根毛细管发生了泄露
为什么会泄露? 焊接密封不好
为什么焊接的密封不好? 在毛细管内有沉积物
因果图由字符和直线组成,显示了结果和原因间的因果关系。
原因主要 问题Fra bibliotek结果因果图可以帮助团队达成对问题的共识,并揭示了问题的潜在可能因素.
18
因果图 – 用途
分类整理型
对模糊的因果关 系进行整理, 图 表化, 分析问题 为使用目的
查找原因型
为深入进行问题 分析, 找出隐藏 的真正的原因
检讨对策型
将已经掌握、控 制的原因进行排 除, 找出因果关 系的同时,对相 应对策进行检讨
累计百分比
45
75
40
65%
35
30
25
40%
20
15
50
6-Sigma培训教材专题培训课件
顾客需求分类——卡诺模型(Kano Model)
座椅舒适度 车辆不熄火
Y
Excitement Quality (Surprise & Delight)
2
Y=f(x)
3
Performance Quality
Customer Satisfaction
车辆风噪小
天窗不漏水 全景天窗
1
Basic Quality
导看的! • 执行力缺乏,不严格按照作业指导书执行,简化操作,敷
衍了事。 • 言行不一,有好的程序不执行,程序不好不改进。
4
为什么质量差?
意识改变态度 态度改变行为 行为改变习惯 习惯改变性格 性格改变命运
质量意识的推广程度是产品质量 好坏的重要因素
5
产品质量对企业的影响
• 90%以上的顾客在购买产品时把质量作为第一决定因素。 • 购买后,不满意的顾客:只有4%的人会直接向生产者投诉,
3.4
<10%
99.976%
233 10-15%
99.4%
6,210 15-20%
93% 66,807 20-30%
65% 308,537 30-40%
6 世界级标杆
5
10% GAP
4 业内平均水平
3
10% GAP
2 毫无竞争力
50% 500,000
>40%
1
Source: Journal for Quality and Participation, Strategy and Planning Analysis
x - xbar
-0.886 0.814 -0.246 0.324 -0.006
(x – xbar)2
六西格玛黑带培训教材
(positional variation) (unit-unit variation) (lot-lot variation) (line-line variation) (time-time variation) (repeatability & reproducibility)
PPT文档演模板
六西格玛黑带培训教材
Process Capability vs Specification Limits
a)
b)
c)
PPT文档演模板
a) Process is highly capable b) Process is marginally capable c) Process is not capable
a) percentage (%) b) parts per million (ppm) c) parts per billion (ppb)
PPT文档演模板
六西格玛黑带培训教材
Process Capability
Process Capability studies can • indicate the consistency of the process output • indicate the degree to which the output meets specifications • be used for comparison with another process or competitor
Capability is often thought of in terms of the proportion of output that will be within product specification tolerances. The frequency of defectives produced may be measured in
2011知名培训公司六西格玛黑带考试教材
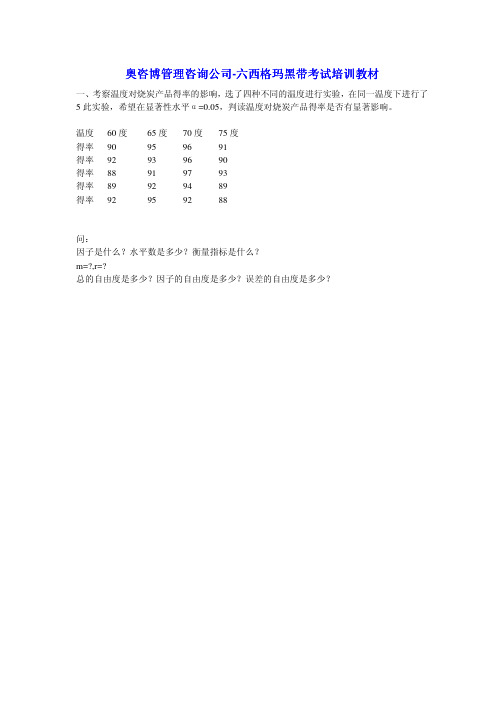
一、考察温度对烧炭产品得率的影响,选了四种不同的温度进行实验,在同一温度下进行了5此实验,希望在显著性水平α=0.05,判读温度对烧炭产品得率是否有显著影响。
温度60度65度70度75度得率90 95 96 91得率92 93 96 90得率88 91 97 93得率89 92 94 89得率92 95 92 88问:因子是什么?水平数是多少?衡量指标是什么?m=?,r=?总的自由度是多少?因子的自由度是多少?误差的自由度是多少?因子是什么?水平数是多少?衡量指标是什么?因子是:温度,有4水平,衡量指标(即Y)是得率m=?,r=?r代表水平数为4,m代表实验次数:为5总的自由度是多少?因子的自由度是多少?误差的自由度是多少?总的自由度:n-1=m*r-1=5*4-1=19因子的自由度:r-1=3误差的自由度:n-r=20-4=16二、DF,SS,MS代表什么意思?因子、误差、总的自由度分别为?因子、误差、总的偏差平方和分别为?因子、误差均方和为?F=? F1-α(df A,df e)=?温度对烧炭产品得率是否有显著影响?温度为60度,65度,70度,75度对得率均值和标准差的估计分别是多少?如果得率越高越好,哪个温度最好?DF,SS,MS代表什么意思?DF:自由度,SS:偏差平方和,MS:均方和因子、误差、总的自由度分别为,3,16,19因子、误差、总的偏差平方和分别为84.15,56.40,140.55因子、误差均方和为28.05,3.52F=7.96 F1-α(df A,df e)=3.24温度对烧炭产品得率是否有显著影响?有显著影响温度为60度,65度,70度,75度对得率均值和标准差的估计分别是多少?如果得率越高越好,哪个温度最好?70度最好三、重复数不同的因子分析考察温度对烧炭产品得率的影响,选了四种不同的温度进行实验,在同一温度下进行了5此实验,希望在显著性水平α=0.05,判读温度对烧炭产品得率是否有显著影响。
知名韩企六西格玛(6sigma)黑带培训教材7

7 -6/13
设计 FMEA 作成方法
11. 对策/检证方法
• 详细记述故障 Mode原因要怎样解决或者怎样找出来。 • 对策是 ① 降低故障 Mode的深刻度, ② 降低故障 Mode的发生频度, ③ 往提高感知能力的方向树立计划。
1分 2分 5分 8分 10分 轻微(Minor) 低(Low) 中间(Moderate) 高(High) 很高 (Very High)
顾客对故障Mode根本没有察觉, 虽然有琐碎的故障 Mode,但对于已定的目标Q,C,D 可以没有任何困难的改善. 顾客察觉到已完成的部品或者技能有轻微缺陷的情况 顾客对已完成的部品或者技能的缺陷使用上已开始感到不便, 为了达成目标Q,C,D需要很大程度上的努力的情况. 顾客对已完成的部品或者技能的缺陷,表现出很大的不满. 为了消除顾客的不满有必要再设计该部分的情况. 对目标Q,C,D导致深刻影响的情况 . 部品或者技能的缺陷与规格事项相抵触的情况. 开发日程的变更或者该部品或者对技能全面性的再设计必要.
4. 设计 FMEA
• DID 事业部是把制品 FMEA和部品FMEA合称设计FMEA.
7 -2/13
设计 FMEA 作成方法
1. 部品及技能
• 记述FMEA实施对象的部品名或者技能,品质问题等. • FMEA 实施对象的项目设定是参考比较型号开发阶段问题点和工程及Field 不良事例和 事业部全体或者该型号的品质目标(工程不良率,制品不良率,使用不便率), CTQ Mapping 采集者参考 新规开发型号的重要技能.核心及新规部品,新规部品的重要 检讨项目等设定 • 对显示器关联规格事项, 结构组成图, Technical Map, 核心部品及新规部品进行分析后, 实施FMEA。
六西格玛黑带培训教材(ppt 72页)
Process Capability Analysis
4
Information,thewayyouwantit
Types of Variation
Special or Assignable Variation
• May be due to a) improperly adjusted machine b) operator error c) defective raw material
Process Capability
Process Capability is the inherent reproducibility of a process’s output. It measures how well the process is currently behaving with respect to the output specifications. It refers to the uniformity of the process.
• Short-Term vs Long-Term Process Capability • Process Capability for Non-Normal Data
– Cycle-Time (Exponential Distribution) – Reject Rate (Binomial Distribution) – Defect Rate (Poisson Distribution)
Capability is often thought of in terms of the proportion of output that will be within product specification tolerances. The frequency of defectives produced may be measured in
六西格玛黑带培训教材16

备注
1) 5 2) 25
16 -6/24
LG Electronics / LGENT 6σTASK TEAM
7. 因子差异性分析
Chi-Square Test FOR Mode change Expected counts are printed below observed counts Model change 良品数 不良数 Total 500 2108 18 2126 2107.19 18.81 800 469 5 474 469.81 4.19 Total 2577 23 2600 Chi-Sq = 0.000 + 0.035 + 0.001 + 0.155 = 0.192 DF = 1, P-Value = 0.662 1 cells with expected counts less than 5.0
预备CTQ Data Save时间 Mode change时间 E2prom clear时间 Delay Time时间
因子水平选定
1)Delay=500 2)Delay=800 1)Delay0=400 2)Delay0=800 1)Delay1=800 2)Delay1=1500
分析计划
3月27日A-line 3月27日C-line 3月28日A-line 3月28日C-line
P-Value = 0.000 DF = 24, P-Value = 0.000
数据采集:2001.1.1~2.28 采集者: 吴磊
本次改善课题是CB775C的Save不良改善。
4 cells with expected counts less than 5.0
16 -1/24
LG Electronics / LGENT 6σTASK TEAM
六西格玛普及管理培训教材(ppt 53页)

much about it.如果我们不能表达我们所知道以数字的形式的内容,我们真正的 对它了解的不多. If we don’t know much about it, we can’t control it. 如果我们了解的不多,我们就不能控制它. If we can’t control it, we are at the mercy of chance. 如果我们不能控制它,我们就只能靠碰运气.
6σ普及培训教材
6σ普及培训教材内容
一、6sigma由来及演变 二、 为什么要做6sigma 三、 6sigma定义 四、6sigma组织构架
6sigma 由来及演变
6σ管理模式产生背景和现实意义
全球第一CEO
John F. Welch, Jr
在2001股东年会上说:“六个西格玛”是我们的第二大举措。最初这个 举措是注重在公司内部减少浪费,提高我们的产品和生产过程的质量, 这为GE节约了几十亿美元。我相信当董事会在20年后挑选下一位首席 执行官时,被挑选中的人一定会是血液里流淌“六个西格玛”精神的人。 “六个西格玛”已成为我们公司领导集团的语言,成为GE品牌的一个 重要组成部份。
质量的概念延伸
•产品质量 •服务质量 •工作质量 •生活质量
17
制造
财务
服务
6 is Way of Quality !
六个西格玛是质量之路!
市场
人事
一 矢中的
知名韩企六西格玛6sigma黑带培训教材

6 Sigma的 3大领域
Improve an existing Product
Improve an existing Service
Improve an existing Process
Build 6σ quality into new designs
TQ 6σ
Manufac- turing 6σ
6 Sigma的成功要素
1 -*/21
对6 Sigma的批判 (1)
1 -*/21
对于6 Sigma的批评(2)
1 -*/21
对于6 Sigma用宗教的热情, , ,
6 Sigma 达成
Champion (Stretch Goal & Vision)
MBB支援 (Breakthrough idea & Implementation)
6 Sigma的成功要素
* Champion Review : Champion按阶段别(Theme选定 → 检证成果)管理进展现况及议事决定的会议体
R&D 6σ
6 Sigma is the way ‘ itself ’ we work
开发阶段上设计完成度确保
量产阶段上确保品质
间接部门的Output最大化
1) 顾客的 Needs
T
USL
Lቤተ መጻሕፍቲ ባይዱL
USL
LSL
Defect !
USL
LSL
X
X = T
6σ Level !, 3.4 ppm !
演讲人姓名
What is 6 Sigma - 6 Sigma 发展 History
改善目标(6Sigma水准)的侧面上通过6 Sigma的技法,发展为做事方式的效率化
6SIGMA培训全套资料

4
Y=f(x)
Question 1):Y或X中对哪一个聚焦
❖Y
❖X1…Xn
❖从属变数
❖独立变量
❖Output ❖结果
❖Input ❖原因
❖现象
❖根源问题
❖观察监视的对象
❖管理对象
5
Y=f(x)
❖ Question 2)假如X良好的话,有没有必要继 续实验及检查Y? ex : Y f (x1 x2 xn )
致命的少数因素数Xi
12)确立对关键的少数因素的管理方法 致命的少数因素数Xi 13)确立关键少数因素的工序管理 致命的少数因素数Xi 系统及事后管理
•6Sigma Process是以D-M-A-I-C5阶段构成并经过重要的13步骤
•6Sigma活动是通过现象分析,展开问题,查明临时性因素,以D-M-A-I-C 程序改善关键少数因素。
13
统计基本概念的理解
可以说明拥有高Sigma值的工序,具备不良率低 的工序能力
Sigma值越大质量费用越少,周期越短。
14
统计基本概念的理解
❖ 平均值和拐点之间距离用标准偏差(σ)表示。如果目标值(T)和规格 上下限(USL or LSL)距离是标准偏差的3倍的话,说明具备了3Sigma的 工序能力。
24
4Block Diagram
Poor2.5
2.0 Z shift 工序管理 1.5
1.0
Good 0.5 1
Poor
A
C
2
3
4
Z st
技术
B
5
6
Good
25
4Block Diagram
A:工序管理状态不足,现在技术水平也低 B:需改善工序管理,但技术水平优秀 C:工序管理优秀,但技术水平低 D:World Top水平的公司
六西格玛管理实用培训教材

工序改善计划
工序改善的步骤
工序 测 量
设 计 Project 并且确认 工序重要的输 入/ 输 出的变 化
对 测 量系统 进 行GR&R分析
进 行短期能力分析和评 估目前的控制计 划
工序 分 析
完成 FMEA—故障模式与影响 分析,并评 估控制计 划
完成多变 异分析,确认 可能的关 键 输 入。
Review 数 据,把重要的输 入变 化区 分优先次序。
Six-Sigma的特点 :
人员 组 成: 都要受过Six-Sigma培训,包括以下人员 ⑴ 高层领导 — 冠军 ⑵ 专家、项目领导— 黑腰带 ⑶ 一般人员— 绿腰带、黄腰带
主要活动步骤: 测量( M ) - 分析( A ) -改善( I ) - 控制( C ) 循环
与ISO的关系 ( 符合ISO要求 ) ,如 : 缺陷的预防贯穿设计到服务整个过程 运用所需的统计技术去建立、控制、检验工序能力和产品特性 针对缺陷产生的原因,对产品、工序、品质系统进行调查 持续改善产品的品质和服务
capability analysis
Descriptive statistics
Graphical techniques
Box Plots / Histograms / Scatter plots / Run charts
Pareto charts
/ check sheets / Time series plots
冠军 黑腰带
黑腰带大师
绿腰带 黄腰带
工序流程图
Six-Sigma 簡介
重要术语
容易推动、执行、开展Six-Sigma系统的高层领导 受过Six-Sigma方法和工具专门培训的工序改善小组的 领导,具体课题执行的负责人。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
网址:
一、考察温度对烧炭产品得率的影响,选了四种不同的温度进行实验,在同一温度下进行了5此实验,希望在显著性水平α=0.05,判读温度对烧炭产品得率是否有显著影响。
温度60度65度70度75度
得率90 95 96 91
得率92 93 96 90
得率88 91 97 93
得率89 92 94 89
得率92 95 92 88
问:
因子是什么?水平数是多少?衡量指标是什么?
m=?,r=?
总的自由度是多少?因子的自由度是多少?误差的自由度是多少?
因子是什么?水平数是多少?衡量指标是什么?
因子是:温度,有4水平,衡量指标(即Y)是得率
m=?,r=?
r代表水平数为4,m代表实验次数:为5
总的自由度是多少?因子的自由度是多少?误差的自由度是多少?总的自由度:n-1=m*r-1=5*4-1=19
因子的自由度:r-1=3
误差的自由度:n-r=20-4=16
二、
DF,SS,MS代表什么意思?
因子、误差、总的自由度分别为?
因子、误差、总的偏差平方和分别为?
因子、误差均方和为?
F=? F1-α(df A,df e)=?
温度对烧炭产品得率是否有显著影响?
温度为60度,65度,70度,75度对得率均值和标准差的估计分别是多少?如果得率越高越好,哪个温度最好?
DF,SS,MS代表什么意思?
DF:自由度,SS:偏差平方和,MS:均方和
因子、误差、总的自由度分别为,3,16,19
因子、误差、总的偏差平方和分别为84.15,56.40,140.55
因子、误差均方和为28.05,3.52
F=7.96 F1-α(df A,df e)=3.24
温度对烧炭产品得率是否有显著影响?有显著影响
温度为60度,65度,70度,75度对得率均值和标准差的估计分别是多少?如果得率越高越好,哪个温度最好?70度最好
三、重复数不同的因子分析
考察温度对烧炭产品得率的影响,选了四种不同的温度进行实验,在同一温度下进行了5此实验,希望在显著性水平α=0.05,判读温度对烧炭产品得率是否有显著影响。
温度60度65度70度75度
得率90 95 96 91
得率92 93 96 90
得率88 91 97 93
得率89 92
得率92 95
因子、误差、总的自由度分别为?
因子、误差、总的偏差平方和分别为?
因子、误差均方和为?
F=?F1-α(df A,df e)=?
温度对烧炭产品得率是否有显著影响?
温度为60度,65度,70度,75度对得率均值和标准差的估计分别是多少?
如果得率越高越好,哪个温度最好?
奥咨博管理咨询公司-六西格玛黑带考试培训教材
因子、误差、总的自由度分别为,3,12,15
因子的自由度:r-1=3
总的自由度:m1+m2+m3+m4-1=5+5+3+3-1=15
误差的自由度:15-3=12
因子、误差、总的偏差平方和分别为77.07,30.93,108.00
因子、误差均方和为16.69,2.58
F=9.97 F1-α(df A,df e)=3.24
温度对烧炭产品得率是否有显著影响?有显著影响
温度为60度,65度,70度,75度对得率均值和标准差的估计分别是
均值的估计分别是90.2,93.2,96.333,91.333
标准差的估计分别是1.789,1.789,0.577,1.528
如果得率越高越好,哪个温度最好?70度最好
四、两因子无交互作用方差分析
同一种垫片在四条生产线上,分别用两种温度实验,每种条件做做一次实验,强度如下
问因子温度,生产线、误差、总的自由度分别是多少?
问因子温度,生产线、误差、总的自由度分别是多少?
问因子温度,生产线、误差、总的自由度分别是多少?
温度:2-1=1
生产线:4-1=3
总的:2*4-1=7
误差:(2-1)(4-1)=3
因子生产线显著吗?
因子温度显著吗?
为什么?
误差项的方差估计是多少?
原假设为无显著影响,两个P都大于0.05,维持原假设,无显著影响误差项的方差估计是多少?
10.7433
五、同一种垫片在四条生产线上,分别用两种温度实验,每种条件做做2次实验,强度如下
温度生产线强度
700188.6
700189
700289.5
700291
700395.7
700393
700490.6
700492
750186
750192
750288
750289
750386.6
750392
750492.6
750488
问因子温度,生产线、交互作用、误差、总的自由度分别是多少?
问因子温度,生产线、交互作用、误差、总的自由度分别是多少?
温度:2-1=1
生产线:4-1=3
交互作用:(2-1)(4-1)=3
误差:2*4*(2-1)=8
总的:2*4*2-1=15
因子生产线显著吗?
因子温度显著吗?
交互作用的影响是否显著?
原假设为无显著影响,两个P都大于0.05,维持原假设,无显著影响。