焊接CCT图在指导工艺评定及防止冷裂纹上的应用
钢连续冷却转变图CCT曲线的测定(精)

材料加工测定实验一钢连续冷却转变图(CCT 曲线的测定一. 实验目的1. 了解钢的连续冷却转变图的概念及其应用;2. 了解钢的连续冷却转变图的测量方法特别是热膨胀法的原理与步骤;3. 利用热模拟仪观察钢在加热及冷却中的相变并测量临界点;4. 建立钢的连续冷却转变图(CCT 曲线。
二. 实验原理当材料在加热或冷却过程中发生相变时, 若高温组织及其转变产物具有不同的比容和膨胀系数, 则由于相变引起的体积效应叠加在膨胀曲线上, 破坏了膨胀量与温度间的线性关系, 从而可以根据热膨胀曲线上所显示的变化点来确定相变温度。
这种根据试样长度的变化研究材料内部组织的变化规律的称为热膨胀法 (膨胀分析。
长期以来,热膨胀法已成为材料研究中常用的方法之一。
通过膨胀曲线分析,可以测定相变温度和相变动力学曲线。
钢的密度与热处理所得到的显微组织有关。
钢中膨胀系数由大到小的顺序为:奥氏体〉铁素体〉珠光体〉上、下贝氏体〉马氏体; 比容则相反, 其顺序是:马氏体〉铁素体〉珠光体〉奥氏体〉碳化物(但铬和钒的碳化物比容大于奥氏体。
从钢的热膨胀特性可知, 当碳钢加热或冷却过程中发生一级相变时, 钢的体积将发生突变。
过冷奥氏体转变为铁素体、珠光体或马氏体时,钢的体积将膨胀;反之,钢的体积将收缩。
冷却速度不同,相变温度不同。
图 1-1为 40CrMoA 钢冷却时的膨胀曲线。
不同的钢有不同的热膨胀曲线。
图 1-140CrMoA 钢冷却时的膨胀曲线连续钢连续冷却转变 (ContinuousCooling Transformation 曲线图,简称 CCT 曲线, 系统地表示冷却速度对钢的相变开始点、相变进行速度和组织的影响情况。
钢的一般热处理、形变热处理、热轧以及焊接等生产工艺,均是在连续冷却的状态下发生相变的。
因此 CCT 曲线与实际生产条件相当近似,所以它是制定工艺时的有用参考资料。
根据连续冷却转变曲线, 可以选择最适当的工艺规范,从而得到恰好的组织, 达到提高强度和塑性以及防止焊接裂纹的产生等。
焊接冶金学重点答案
(3)结构因素:主要有焊接结构和焊接接头的设计形式。
1)其影响主要表现在热的传递和力的状态方面;
2)改善措施:减小接头刚度、减少交叉焊缝,避免焊缝过于密集以及减少造成应力集中的各种因素。
(4)焊接结构的使用条件:
焊接结构的工作温度(高温、低温);
碳当量公式没有考虑元素之间的交互作用,也没有考虑板厚、结构拘束度、焊接工艺、含氢量等因素的影响。因而用碳当量评价焊接性是比较粗略的,使用时应注意条件
2)焊接冷裂纹敏感系数
(1)不仅包括了母材的化学成分,又考虑了熔敷金属含氢量与拘束条件的作用。
(2)根据Pc值可以通过经验公式求出斜y坡口对接裂纹试验条件下,为了防止冷裂纹所需要的最低预热温度To(℃):
(二)间接推算类:碳当量法、冷裂纹敏感指数Pc法、HAZ最高硬度法等
(三)使用性能试验类:力学性能试验、耐压试验等
3-2:选择或制定焊接性试验方法的原则:1)针对性与可比性原则:焊接性试验的条件要尽量与实际焊接时的条件相一致2)可靠性原则:焊接性试验的结果要稳定可靠,具有较好的再现性3)注意试验方法的经济性原则
To=1440 Pc-392()通常的讲就是对冷裂纹发生可能的敏感程度或指标。一般和碳当量同步的,其值越高,裂纹倾向就越大,一般碳当量公式计算结果大于等于0.45 即有冷裂纹的倾向。此外表面硬度越高,裂纹倾向也越大。
3、焊接性的试验方法分类?
焊接性试验方法分类:(一)、直接模拟试验类:1)焊接冷裂纹试验2)焊接热裂纹试验3)再热裂纹试验4)层状撕裂试验5)应力腐蚀裂纹试验6)脆性断裂试验
(二)中碳钢调质状态下焊接时的工艺特点
(1)当必须在调质状态下进行焊接时,除了裂纹外,热影响区的主要问题是:高碳马氏体引起的硬化和脆化;高温回火区软化引起的强度降低。
表面堆焊层金属CCT图及转变组织和性能研究

表面堆焊层金属C C T图及转变组织和性能研究王建国 王 贵 刘晓刚 侯春青摘 要 利用日产F o r m a s t o r-D i g i t a l全自动相变记录仪模拟堆焊热循环条件,测定了堆焊层金属C C T图,并对其转变组织和性能进行了研究。
结果表明:堆焊金属具有非常高的淬透性和淬硬性;其A→P被强烈推迟而难以发生,A→B被显著推迟,临界淬火冷却速度约为300℃/m i n。
在堆焊热循环条件下,金属的组织转变存在严重的不均匀性,冷却速度稍慢时,有碳化物析出并呈偏聚状态分布。
关键词 堆焊 C C T图 组织转变STUDY ON CCT DLAGRAM AND TRANSFORMATIONMICROSTURCTIONAND PROPERTIES OF SURFACING MATERIALSWang Jianguo,Wang Gui,Liu Xiaogang,Hou Chunqing ABSTRACT Simulating surfacing hot circulation condition by use of Formastor-Digital full-automatic transformation testing instrument,the continuous cooling transformation diagram of surfacing materials was measured and its transformation microstruction and properties were also studied.The results show:the surfacing materials have very high quenching degree and quench-hardening through quenching and harden quenching.Its A→P was severely delayed and difficult to appear,A→B was obviously put off ,the critical quenching cooling speed was approximately 300℃/min.On the condition of surfacing hot circulation,the transformation microstruction was not welldistributed.When the cooling speed was slightlyslow,the carbide was segregated out and was ditributed by seperated state.KEYWORDS surfacing,CCT diagram,phase transformation Correspondent:Wang Jianguo,Department of Science Research,Baotou University of Iron and SteelTechnology,Baotou,city,Inner Mogolia,014010许多机械的重要零部件在使用过程中,常要求表面有较高的耐磨性、耐热性及耐蚀性等特殊性能,同时又要求整体具有较好的强韧性配合。
SMA490BW钢焊接CCT曲线的研究

崮 蓟
插 1 、 诺尔 南 口供风设 备 ( 京 ) 限公 司 5克 北 有 插 1 、 苏 华 昌铝 厂 有 限 公 司 6江 插 l 、 航 锂 电 ( 阳 ) 限 公 司 7中 洛 有
插 2 长 春轨道 客车装 备有 限责 任公 司 、
插 3 广 东恒 大新材 料科技 有 限公 司 、 插 4 山西 大 钢 物 资 有 限公 司 、 插 5 广 东 兴 发 铝 业 有 限公 司 、 ‘
插 7 上 海 中电罗莱 数码技 术有 限公 司 、 插 8 永 济新 时速 电机 电器有 限责任公 司 、 插 9 株 洲时 代新材 料科 技股份 有 限公司 、 插 1 、 同机 车设 备制修 有 限责任公 司 0大
插 1 、 东 圣 阳 电 源 股 份 有 限 公 司 1山
插 2、 3 江苏 丰立 精密制 管有 限公 司
2 4
测定其 值 , 在试 验 过 程 中实 时 采 集试 样加 热 和 冷 并
却过程 中的时 间 、 度 和膨 胀量 。 温
冷 热 工 艺
机车车辆工 艺 第4 21 年 8月 期 02
表 2 各冷 却 速 度 下 的 硬 度 值
样 室温 组织 为 少 量 白色 小块 ( 素 体 )+大 量 小 岛 铁
目前 多 采 用 热 模 拟 技 术 对 金 属 材 料 的 C T 曲 C
线 进行测 试 。本试 验是在 Gebe lel 热/ 力模 拟试 验机 上 进行 , 采用 专用 软件 编制程 序 , 编程 时输入 热模 在 拟试验 的 主要 数据 : 加热 速 度 ( 间 ) 峰值 温度 、 时 、 高
关 键 词 : MA4 0 W 钢 ; T 曲 线 ; 接 工 艺 S 9B CC 焊
(机械)(焊接)焊接冶金学(基本原理)习题
焊接冶金学(基本原理)习题绪论1.试述焊接、钎焊和粘接在本质上有何区别?2.怎样才能实现焊接,应有什么外界条件?3.能实现焊接的能源大致哪几种?它们各自的特点是什么?4.焊接电弧加热区的特点及其热分布?5.焊接接头的形成及其经历的过程,它们对焊接质量有何影响?6.试述提高焊缝金属强韧性的途径?7.什么是焊接,其物理本质是什么?8.焊接冶金研究的内容有哪些第一章焊接化学冶金1.焊接化学冶金与炼钢相比,在原材料方面和反应条件方面主要有哪些不同?2.调控焊缝化学成分有哪两种手段?它们怎样影响焊缝化学成分?3.焊接区内气体的主要来源是什么?它们是怎样产生的?4为什么电弧焊时熔化金属的含氮量高于它的正常溶解度?5.氮对焊接质量有哪些影响?控制焊缝含氮量的主要措施是什么?6.手弧焊时,氢通过哪些途径向液态铁中溶解?写出溶解反应及规律?7.氢对焊接质量有哪些影响?8既然随着碱度的增加水蒸气在熔渣中的溶解度增大,为什么在低氢型焊条熔敷金属中的含氢量反而比酸性焊条少?9. 综合分析各种因素对手工电弧焊时焊缝含氢量的影响。
10.今欲制造超低氢焊条([H]<1cm3/100g),问设计药皮配方时应采取什么措施?11. 氧对焊接质量有哪些影响?应采取什么措施减少焊缝含氧量?12.保护焊焊接低合金钢时,应采用什么焊丝?为什么?13.在焊接过程中熔渣起哪些作用?设计焊条、焊剂时应主要调控熔渣的哪些物化性质?为什么?14.测得熔渣的化学成分为:CaO41.94%、28.34%、23.76%、FeO5.78%、7.23%、3.57%、MnO3.74%、4.25%,计算熔渣的碱度和,并判断该渣的酸碱性。
15.已知在碱性渣和酸性渣中各含有15%的FeO,熔池的平均温度为1700℃,问在该温度下平衡时分配到熔池中的FeO量各为多少?为什么在两种情况下分配到熔池中的FeO量不同?为什么焊缝中实际含FeO量远小于平衡时的含量?16.既然熔渣的碱度越高,其中的自由氧越多,为什么碱性焊条焊缝含氧量比酸性焊条焊缝含氧量低?17.为什么焊接高铝钢时,即使焊条药皮中不含,只是由于用水玻璃作粘结剂,焊缝还会严重增硅?18. 综合分析熔渣中的CaF2在焊接化学冶金过程是所起的作用。
(完整版)焊接冶金学(基本原理)习题总结
焊接冶金学(基本原理)部分习题及答案绪论一、什么是焊接,其物理本质是什么?1、定义:焊接通过加热或加压;或两者并用,使焊件达到原子结合,从而形成永久性连接工艺.2、物理本质:焊接的物理本质是使两个独立的工件实现了原子间结合,对于金属而言,既实现了金属键结合。
二、怎样才能实现焊接,应有什么外界条件?1、对被焊接的材质施加压力:目的是破坏接触表面的氧化膜,使结合处增加有效的接触面积,从而达到紧密接触.2、对被焊材料加热(局部或整体):对金属来讲,使结合处达到塑性或熔化状态,此时接触面的氧化膜迅速破坏,降低金属变形的阻力,加热也会增加原于的振动能,促进扩散、再结晶、化学反应和结晶过程的进行。
三、试述熔焊、钎焊在本质上有何区别?钎焊母材不溶化,熔焊母材溶化.1. 温度场定义,分类及其影响因素。
1、定义:焊接接头上某一瞬间各点的温度分布状态.2、分类:1) 稳定温度场—-温度场各点温度不随时间而变动;2) 非稳定温度场——温度场各点随时间而变动;3) 准稳定温度场——温度随时间暂时不变动,热饱和状态;或随热源一起移动。
3、影响因素:1) 热源的性质2) 焊接线能量3) 被焊金属的热物理性质a. 热导率b. 比热容c. 容积比热容d. 热扩散率e. 热焓f. 表面散热系数4) 焊件厚板及形状第一章二、焊接化学冶金分为哪几个反应区,各区有何特点?1、药皮反应区:指焊条受热后,直到焊条药皮熔点前发生的一些反应。
(100-1200℃) 1) 水分蒸发:100 ℃吸附水的蒸发,200-400 ℃结晶水的去除,化合水在更高温度下析出 2) 某些物质分解:形成Co,CO2,H2O ,O2等气体 3) 铁合金氧化 :先期氧化,降低气相的氧化性2、熔滴反应区:指熔滴形成、长大、脱离焊条、过渡到整个熔池 1) 温度高:1800-2400℃ 2) 与气体、熔渣的接触面积大 :1000-10000 cm2/kg 3) 时间短速度快:0.01-0.1s ;0。
焊接冶金学重点答案
(5)层状撕裂:敏感性很低
9、同一牌号的中碳钢分别在调质状态和退火状态进行焊接时,焊接工艺有何差别?
(一)退火状态下焊接时的工艺特点
(1)焊接方法的选择:几乎没有限制,常用的一些焊接方法都能采用。
受载类别(静载荷、动载荷、冲击载荷、交变载荷等);
工作环境(焊接结构的服役地点、工作介质有无腐蚀性等)。
2、碳当量公式和冷裂纹敏感性指数有什么意义?根据什么原理建立起来的,各适用于何种材料?在应用中应注意什么问题?
1)碳当量法
钢材中的各种元素,碳对淬硬及冷裂影响最显著,所以有人将钢材中各种元素的作用按照相当于若干含碳量折合并迭加起来,求得所谓的“碳当量”(Ceq),以Ceq值的大小估价冷裂纹倾向的大小,认为Ceq值越小,钢材的焊接性能越好。
To=1440 Pc-392()通常的讲就是对冷裂纹发生可能的敏感程度或指标。一般和碳当量同步的,其值越高,裂纹倾向就越大,一般碳当量公式计算结果大于等于0.45 即有冷裂纹的倾向。此外表面硬度越高,裂纹倾向也越大。
3、焊接性的试验方法分类?
焊接性试验方法分类:(一)、直接模拟试验类:1)焊接冷裂纹试验2)焊接热裂纹试验3)再热裂纹试验4)层状撕裂试验5)应力腐蚀裂纹试验6)脆性断裂试验
6、热轧及正火钢、低碳调质钢和中碳调质钢的屈服强度范围和性能特点。
A、热轧及正火钢:屈服强度294~490MPa的低合金高强度钢,一种非热处理强化钢
B、低碳调质钢:屈服强度一般为441~980MPa,一种热处理强化钢,可以在调质状态下进行焊接,焊后不须进行调质处理,必要时可采取消应力处理
Q460E-Z35钢焊接性试验及工艺评定
Q460E-Z35钢焊接性试验及工艺评定前言国家体育场“鸟巢”钢结构焊接采用Q460E-Z35钢,厚110mm,共计750t,根据查新检索,这是我国乃至世界第一次大规模使用。
Q460E-Z35钢是国内首次生产,并在短期内制作成为国家体育场“鸟巢”钢结构焊接工程构件,对此,无论是生产厂还是科研院所都没有足够的思想、物质准备。
于是新钢种焊接性试验研究的问题就十分严峻的向施工单位提出,国情如此,无法回避。
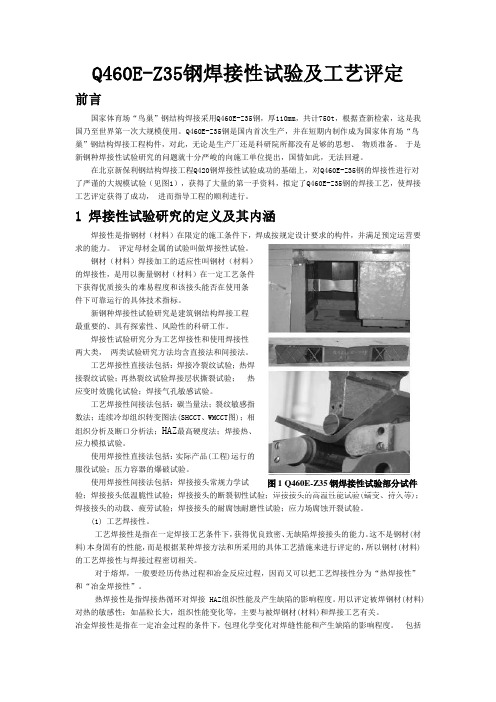
在北京新保利钢结构焊接工程Q420钢焊接性试验成功的基础上,对Q460E-Z35钢的焊接性进行对了严谨的大规模试验(见图1),获得了大量的第一手资料,拟定了Q460E-Z35钢的焊接工艺,使焊接工艺评定获得了成功,进而指导工程的顺利进行。
1 焊接性试验研究的定义及其内涵焊接性是指钢材(材料)在限定的施工条件下,焊成按规定设计要求的构件,并满足预定运营要求的能力。
评定母材金属的试验叫做焊接性试验。
钢材(材料)焊接加工的适应性叫钢材(材料)的焊接性,是用以衡量钢材(材料)在一定工艺条件下获得优质接头的难易程度和该接头能否在使用条件下可靠运行的具体技术指标。
新钢种焊接性试验研究是建筑钢结构焊接工程最重要的、具有探索性、风险性的科研工作。
焊接性试验研究分为工艺焊接性和使用焊接性两大类,两类试验研究方法均含直接法和间接法。
工艺焊接性直接法包括:焊接冷裂纹试验;热焊接裂纹试验;再热裂纹试验焊接层状撕裂试验;热应变时效脆化试验;焊接气孔敏感试验。
工艺焊接性间接法包括:碳当量法;裂纹敏感指数法;连续冷却组织转变图法(SHCCT、WMCCT图);相组织分析及断口分析法;HAZ最高硬度法;焊接热、应力模拟试验。
使用焊接性直接法包括:实际产品(工程)运行的服役试验;压力容器的爆破试验。
图1 Q460E-Z35钢焊接性试验部分试件使用焊接性间接法包括:焊接接头常规力学试验;焊接接头低温脆性试验;焊接接头的断裂韧性试验;焊接接头的高温性能试验(蠕变、持久等);焊接接头的动载、疲劳试验;焊接接头的耐腐蚀耐磨性试验;应力场腐蚀开裂试验。
TTT和CCT

(二)奥氏体状态 1. 奥氏体晶粒大小的影响 奥氏体晶粒度增加,晶粒愈细,晶界面积增多,使晶界 形核的珠光体易于形核,有利于珠光体转变发生, C曲线左 移;虽然使贝氏体转变速度增加,C曲线左移。但对晶内形 核的贝氏体转变影响不如珠光体转变大。对马氏体转变奥氏 体晶粒长大,缺陷减少及奥氏体均匀化。马氏体形成的阻力 减小,Ms升高。 2.加热温度和保温时间 加热温度和保温时间主要是通过改变奥氏体成分和状态 来影响珠光体转变和贝氏体转变。因为奥氏体成分不一定是 钢的成分,所以加热温度和保温时间不同,得到的奥氏体也 不一样,必然对随后的冷却转变起影响。 3.原始组织 主要影响奥氏体成分均匀性。原始组织愈细,加热后奥氏 体均匀化快,奥氏体成分愈均匀,随之冷却后珠光体转变和 贝氏体转变的形核率下降,长大减慢,C曲线右移。 原始组织愈粗,奥氏体成分不均匀,促进奥氏体分解, C曲线左移。
温度 ( ℃) 800
共析碳钢 TTT 曲线的分析
稳定的奥氏体区 A1
700 600 500
A1~550℃;高温转变区; 过 A 冷 产 扩散型转变;P 转变区。 A向产物 + 奥 物 转变终止线 产 氏 区 550~230℃;中温转变 体 物 区;半扩散型转变; 400 区 A向产 区 贝氏体( B ) 转变区; 300 Ms 物转变开始线 200 230~ - 50℃;低温转 100 变区;非扩散型转变; 马氏体 ( M ) 转变区。 0 Mf -100 0
奥氏体中含碳量的影响:
温 度
A1
亚共 析钢
过共 析钢
共析 钢
时间
非共析钢和共析钢的TTT图比较
原因:
在相同条件下,随亚共析钢中碳含量增加,获 得铁素体晶核几率下降,铁素体长大时需扩散去 的碳量增大,扩散的距离增大,先共析铁素体析 出的孕育期增长,铁素体析出速度下降;一般认 为铁素体析出有利与珠光体转变,而珠光体的析 出在铁素体之后,铁素体析出速度减慢,珠光体 的析出速度也减慢,C曲线向右移动。 在过共析钢中,若在Ac1~Accm之间加热,随 碳含量增加,奥氏体中碳含量不变,未溶的渗碳 体的量增加,未溶的渗碳体有促进珠光体形核的 作用,降低了奥氏体的稳定性,C曲线向左移动。 若在Accm以上加热,随碳含量增加,奥氏体中碳 含量增加,获得渗碳体晶核几率增加,先共析渗 碳体与珠光体孕育期缩短,析出速度增加,转变 速度增加。这是由于随碳量增加,珠光体的形成 是在渗碳体之后,故也加快。C曲线向左移动。
HP295焊瓶钢静态CCT曲线研究
HP295焊瓶钢静态CCT曲线研究刘宁1刘旭辉2董常福1汪宏兵1(1.涟钢技术中心;2.涟钢热处理板厂)摘要用Gleeble3500热模拟实验机测定HP295焊瓶钢以不同冷却速度连续冷却条件下的膨胀曲线,测得临界相变点A C1=706℃,A C3=919℃。
同时结合金相法,利用Origin软件绘制该钢种的过冷奥氏体连续冷却转变曲线(CCT曲线)。
结果表明,CCT曲线只存在一个两相区即先共析铁素体和珠光体转变区。
随着冷速增大,相变开始温度逐渐降低,当冷却速度增大到40℃/s时,组织中出现针状铁素体,当冷却速度达到50℃/s,组织中未出现马氏体,结果为HP295焊瓶钢现场生产和热处理工艺制度的制定提供了理论依据。
关键词HP295;CCT曲线;热膨胀法;相变点;组织CCT(Continuous Cooling Transformation)曲线即过冷奥氏体连续冷却转变曲线,反映了连续冷却条件下过冷奥氏体的转变规律,是研究与分析钢铁材料固态相变理论的基础。
CCT曲线对确定钢在冷却过程中的组织转变以及最终性能起着重要作用,同时对确定钢的加工工艺、热处理工艺具有重要的意义。
因此,开发新钢种时,测定和研究CCT曲线是一项极其重要的基础工作[1-7]。
焊瓶钢即通过焊接的方法生产的钢瓶,主要用于制造液化石油气气瓶、乙炔气瓶、液化氯气瓶等,要求具有严格的冲压性能、焊接性能和力学性能[8]。
随着国内气体工业的快速发展,焊瓶钢已显现出广泛的市场应用前景,因此关于焊瓶钢的研究一直受到学术界的广泛关注。
肖丰强[9]等人通过生产HP295焊瓶钢发现,冷速小于5℃/s 时转变产物为铁素体+珠光体,冷速大于5℃/s后转变产物中有贝氏体出现,且组织中贝氏体含量随冷速增大而增多。
张海龙[10]等人成功开发出了组织为铁素体+少量珠光体且表面质量、板形良好,具有高强度的焊接气瓶钢HP345。
赵建伟[11]在太钢成功试制了具有良好板形和焊接性的HP325焊瓶钢热轧卷板。
国产低合金钢焊接CCT图的研究及应用

国产低合金钢焊接CCT图的研究及应用
吕德林
【期刊名称】《焊接》
【年(卷),期】1991(000)003
【总页数】6页(P10-15)
【作者】吕德林
【作者单位】无
【正文语种】中文
【中图分类】TG457.11
【相关文献】
1.焊接CCT图分析及最佳焊接规范选择系统研制 [J], 郭寓岷;陈增光
2.焊接CCT图在指导工艺评定及防止冷裂纹上的应用 [J], 程景玉
3.基于CCT图的焊接组织和性能预测软件 [J], 李志勇;刘树敏
4.基于串热源及CCT图的GMAW焊接热影响区组织及硬度预测 [J], 王后孝;魏艳红;孙俊生;郑媛媛
5.电子版焊接CCT图的制作与应用 [J], 祁文军
因版权原因,仅展示原文概要,查看原文内容请购买。
电子版焊接CCT图的制作与应用

电子版焊接CCT图的制作与应用祁文军(新疆大学机械工程学院,新疆乌鲁木齐830008)摘 要:钢的焊接CCT图,是正确选择焊接材料、确定最佳焊接工艺、消除焊接裂纹、制订焊后热处理规范的重要依据。
本文介绍的系统将图在A utoCAD平台下制作成图形块,根据具体情况可实现两种方法调用,第一在A utoCAD环境下直接调用;第二利用A ctiveX A utom ati on技术,通过V isual Basic进行调用,并同时将焊接CCT数据建立数据库,实现数据库动态添加。
通过调用焊接CCT图可以预测焊缝组织和性能,实现焊接工艺优化。
关键词:焊接CCT图;CAD;A ctiveX A utom ati on技术中图分类号:T G401 文献标识码:A 文章编号:100123814(2004)0720022203M ak i ng and Appl ica tion of Electron ic W eld i ng CCT D i agram sQ IW e n2jun(Colleg e of M echanical E ng ineering,X inj iang U niversity,U rum qi830008,Ch ina) Abstract:W elding CCT diagram s of steels are the basic to select w elding m aterial,deter m ine the op ti m um w elding techno logy,relieve w elding crack s and lay dow n standard of past heat treatm ent.T he system w e studied com bines CAD and w elding techniques in the article,the w elding CCT diagram s are m ade into draw ing block s at the p latfo r m of A uto2 CAD,they are app lied by tw o m ethods,one is to be directly app lied based on A utoCAD;the o ther is to be app lied by V isual Basic,using A ctive A utom ati on techniques,and data of w elding CCT are m ade into database,w e can dynam ic add the database.W e can fo recast the w eld structure and m echanical p roperties acco rding to data base on w elding CCT2 diagram s,op ti m ize w elding techno logy.Key words:w elding CCT diagram;CAD;A ctive A utom ati on techniqueΞ 钢的焊接CCT图,是正确选择焊接材料、确定最佳焊接工艺、消除焊接裂纹、制定焊后热处理规范的重要依据,尤其为焊接工艺的改进提供了较为全面的基础数据,把焊接工艺的确定,从试验定性摸索提高到数据定量分析阶段。
《cc焊接方法》PPT课件_OK

②焊接过程稳定。在氩气中,电弧一旦引燃,电弧燃烧非常稳定, 即使在较低的电弧电压下,氩弧也能稳定燃烧。这是因为氩气的热 导率很小,而且氩是单原子气体,高温时不分解、不吸热,所以在 氩气中燃烧的电弧,热量损失少,电弧作用在电极及熔池上的热和 力基本上是常量;此外,电弧中没有熔滴过渡现象,因而焊接过程 十分稳定。
2021/8/30
4便,对焊接头装配要求较低,适应 性强,可达性好,不受场地和焊接位置的限制,尤其适于结构形 伏复杂、零件小、短焊缝和不规则焊缝的焊接。焊条电弧焊所使 用的设备也相对比较简单,成本较低,操作灵活,便于掌握,维 修方便。焊条电弧焊不需要辅助气体防护,适用于大多数工业用 的金属和合金的焊接。
间引燃电弧3。电弧热使焊件、焊丝和焊剂熔化以
致部分蒸发,金属和焊剂的蒸发气体形成了一个
气泡,电弧就在这个气泡内燃烧。气泡底部是熔
化的焊丝和母材形成的金属熔池4,顶部则是熔融
焊剂形成的液态熔渣5。熔池金属受熔渣和焊剂蒸
气的保护不与空气接触。熔渣层不仅能很好将空
气与电弧和熔池隔离,还能屏蔽有害的弧光辐射。
2021/8/30
11
埋弧焊的优点
①焊缝质量好。埋弧焊的电弧被掩埋在颗粒状焊剂及其熔渣之下,电 弧及熔池均处在熔渣保护之中,保护效果比气-渣联合保护的焊条电 弧焊好;熔池金属凝固较慢,液体金属和熔化焊剂间的冶金反应充分, 减少了焊缝中产生气孔、裂纹的可能性;电弧区主要成分是CO,焊缝 金属中含氮量和含氧量低;埋弧自动焊大大降低了焊接过程对焊工操 作技能的依赖程度,焊缝化学成分和力学性能的稳定性较好。
2021/8/30
2
§2.1 焊条电弧焊
焊条电弧焊(SMAW,shielded metal arc welding)是用手 工操纵焊条进行焊接的电弧焊方法,是金属结构生产 中应用最广泛的焊接方法之一。
16MnR钢奥氏体连续冷却转变曲线CCT图
第25 卷第5 期材料科学与工程学报总第109期Vol 1 2 5 No 1 5 Journal of Materials Science & Engineering Oct . 2 0 0 7文章编号:167322812( 2007) 052072720416Mn R 钢奥氏体连续冷却转变曲线( CCT 图)李红英,丁常伟,张希旺,于振江( 中南大学材料科学与工程学院, 湖南长沙410083)【摘要】在G leeble21500 热模拟机上测定了16MnR 钢在不同冷却速度下连续冷却时的膨胀曲线,结合金相- 硬度法、示差热分析法获得了该钢的连续冷却转变曲线( C CT 曲线) ; 研究了16MnR 钢连续冷却过程中奥氏体转变过程及转变产物的组织形态,比较了其与同类转变曲线的差别。
【关键词】16MnR 钢;连续冷却转变曲线;膨胀法;金相- 硬度法; 示差热分析法中图分类号: TG151. 2 文献标识码:AContinuous Cooling T ransf o rm ation Curve of underCooling Austenite a b out 16Mn R SteelL I H ong2ying ,D I NG Chang2w ei , ZHANG Xi2w ang ,Y U Zhen2jiang( M ateri als Science and E ngineering School , Central South U niversity , Ch angsh a 410083 , China)【Abstract】The different dilatometric cures of continuous cooling T rans formation have determ ined by G leeble21500 thermal mechanical simulate , and combined metallographic analysis2hardness measurement and differential thermal analysis the CCT diagram is obtained. T he m icrostrcture of the product of the continuous cooling trans formation occurring in 16MnR and the reas on for the difference between 16MnR and comm on steel were investigated.【K ey w ords】16MnR steel ;continuous cooling trans formation curve ; d ilatometric test ;metallographic analysis2hardness measurement ; differential thermal analysis1 前言16MnR 钢是制造压力容器的专用钢,其应用领域广泛, 使用条件复杂,为了满足人们不同的需求,宜对其采取不同的塑性加工和热处理。
15MnVn在焊接中的应用及冷裂纹防止

15MnVN钢焊接裂纹及防止措施工艺设计一、焊接冷裂纹的产生原因及危害(1)焊接冷裂纹的产生:大量实践和理论研究证明,钢种的淬硬倾向,焊接接头含氢量及其分布,以及接头所承受的拘束应力状态是高强钢焊接时产生冷裂纹的三大主要因素。
高强钢在淬硬时,特别是在焊接条件下,近缝区的加热温度很高,使奥氏体晶粒发生严重长大,当快速冷却时,粗大的奥氏体将转变为粗大的马氏体,从金属强度理论可以知道,马氏体是一种脆硬的组织,发生断裂时将消耗较低的能量,因此,焊接接头有马氏体存在时,裂纹易于形成和扩展。
另外,在焊接过程中,由于热源的高温作用,焊缝金属中溶解了很多的氢,当焊缝由奥氏体转变为铁素体、珠光体等组织时,氢的溶解度突然下降,而氢在铁素体、珠光体中的扩散速度很快,因此氢就很快地从焊缝越过熔合线向未发生分解的奥氏体热影响区扩散。
由于氢在奥氏体中的扩散速度较小,不能很快把氢扩散到距熔合线较远的母材中去,因而在熔合线附近就形成了富氢地带。
当滞后相变的热影响区由奥氏体向马氏体转变时,氢便以过饱和状态残留在马氏体中,促使这个地区进一步脆化。
如果这个部位有缺陷,并且氢的浓度足够高时,就可能产生裂纹。
其次,在焊接过程中,由于焊接接头存在较大的拘束应力,如果拘束应力大于结构接头的临界应力,就会产生裂纹。
(2)焊接冷裂纹的危害:a)减少了焊接接头的有效截面积,因而降低了焊接结构的承载能力。
b)构成了严重的应力集中。
裂纹是片状缺陷,其边缘构成了非常尖锐的切口。
具有高的应力集中,既降低了结构的疲劳强度,又容易引发结构的脆性破坏。
c)造成泄漏。
用于承受高温高压的焊接锅炉或者压力容器,若有穿透性裂纹,那必然会发生泄露,在工程上是不允许的。
d)表面裂纹容易藏垢纳污,容易造成或者加速结构的腐蚀。
e)留下隐患,是结构变得不可靠。
延迟裂纹产生不定期性,以及微裂纹和内部裂纹容易造成漏检。
漏检的裂纹即使很小,但在一定条件下会发生扩展,这些都增加了焊接结构在使用中的潜在危险。
Q345D钢动态CCT曲线的研究
总第155期2006年第5期H E B EI M ETALLU R G YTo tal155 2006,N um ber5收稿日期:2006-08-23Q345D钢动态CCT曲线的研究杨林浩,朱新堂,万永健(邯郸钢铁公司 技术中心,河北 邯郸 056015)摘要:为了优化Q345D控轧控冷参数,在Gleeble试验机上进行了热模拟试验,确定了热变形工艺参数以及热变形后冷却速度对相变开始温度、相变进行速度和组织的影响,为Q345D在中板二线上的顺利开发奠定了坚实基础。
关键词:CCT曲线;相变;再结晶中图分类号:TG15111 文献标识码:A文章编号:1006-5008(2006)05-0007-03RESEARCH ABOUT DY NAM I C CCT CURVE OF Q345D STEELY ANG L in-hao,ZHU Xin-tang,WAN Yong-jian(Technique Center,Handan Ir on and Steel Company,Handan,Hebei,056015)Abstract:To op ti m ize the contr olled-r olling and contr olled-cooling para meters of Q345D steel,a hot-si m u2 lati on test is done with Gleeble testing machine,the hot defor mati on p r ocess para meters are deter m ined,as well as influence of the cooling s peed after defor mati on on the starting te mperature and the conducting s peed of phase transfor mati on and the structure,and s o creates a base f or the devel opment of Q345D steel in mediu m-p late line.KeyWords:CCT curve;phase transfor mati on;recrystallizati on1 前言2000年6月,邯钢中板生产线(一线)进行了低合金钢种Q345D的试制,其生产工艺采用低C,Nb微合金化+控轧控冷,成品的各项力学性能指标均达到了标准要求。