面粉企业剥刮率、取粉率检测规定及高方平筛筛理效果的评定
粮油制粉工考试题-新疆沙湾天宝
粮油制粉工考试题编写:新疆沙湾县天宝绿色食品有限公司生产技术部冯万喜一、选择填空:(每题1分,把正确的答案填在括号里,共80分)1、制粉工除了具备与制粉有关的技术与技能外,还要遵循基本的( D )。
A、职业道德B、职业规范C、职业素养D、道德规范2、制粉工的主要工作是(B ),保证工艺效果,在满足产品质量的等级要求的前提下,最大限度的提高生产指标。
A、提高出粉率B、操作制粉设备C、提高生产效率D、节能降耗3、为提高职业水平,制粉工在日常工作中应注重(C )培养。
A、团结合作B、健康理念C、专业素质D、岗位纪律4、制粉工在设备操作中,应严格遵守( A ),爱护仪器设备。
A、操作规程B、同事关系C、上下级关系D、师徒关系5、在制粉工职业活动中,掌握和了解相关制粉基础知识,有利于更好地操作设备,保证设备的正常运行,提高( D ),A、运转率B、设备工况C、生产效率D、工艺效果6、小麦的工艺品质,包括小麦籽粒的形态结构、( C )、和结构力学性质等是影响小麦加工工艺效果的主要因素。
A、物理性质B、化学性质C、理化特性D、品质7、一批原粮中含胶质率70%以上的小麦为硬质小麦,含粉质粒( C )为软质小麦。
A、50%B、60%C、70%D、80%8、在制粉过程中,按照小麦的加工精度,利用各系统生产出的( D ),按照一定的等级标准进行粉流配粉,得到质量不同的等级面粉,为等级小麦粉。
A、成品B、半成品C、在制品D、面粉9、小麦的籽粒结构有( A )部分组成。
A、3B、5C、6D、410、在制粉过程中小麦的哪部分是提取面粉的主要部分( B )。
A、胚B、胚乳C、糊粉层D、珠心层11、在小麦的籽粒结构中胚乳约占小麦质量的( D )%.A、65~70B、70~76C、76~79D、78~8412、(A )是评定小麦品质的主要指标为世界各国普遍使用。
A、容重B、千粒重C、等级D、灰分13、淀粉是小麦的主要化学成分,全部集中在胚乳中,是制粉过程需提取的部分。
面粉质量标准
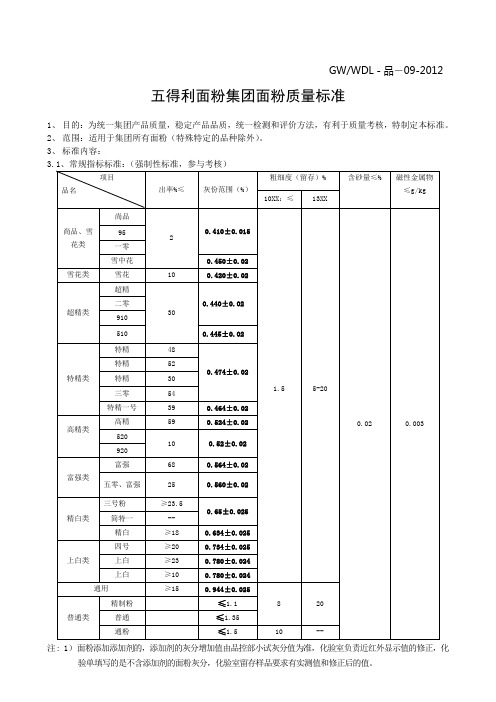
GW/WDL-品―09-2012五得利面粉集团面粉质量标准1、目的:为统一集团产品质量,稳定产品品质,统一检测和评价方法,有利于质量考核,特制定本标准。
2、范围:适用于集团所有面粉(特殊特定的品种除外)。
3、标准内容:3.1、常规指标标准:(强制性标准,参与考核)注: 1)面粉添加添加剂的,添加剂的灰分增加值由品控部小试灰分值为准,化验室负责近红外显示值的修正,化验单填写的是不含添加剂的面粉灰分,化验室留存样品要求有实测值和修正后的值。
2)本标准中的指标是参照容重790 --770g/L左右时制定的。
平均容重<760g/L,且生产指标达不到时,由生产部经理提出、总经理申请、生产技术中心审核后上报总裁批准后执行。
3)粗细度:①上白粉及以上等级的面粉10xx筛上物超标时,化验室分析是否窜漏,非筛漏允许比标准上浮2%(即3.5%)可以出库,但属不合格;若发现是筛漏的,必须回机。
②上白粉等级以下(不含)的面粉10xx筛上物超标,非窜漏原因可以出库,但属不合格。
若发现是筛漏的,必须回机。
③粗细度13xx留存超标属不合格,不需回机。
4)东明一车间雪花出率上限不超10%,雪花+特精不超40%,三号粉≥23.5,其余为普通粉。
雄县三零粉出率在不提一零粉时不超54%,提一零粉时不超52%。
5)当面粉旬灰分平均值低于中限及以下时,等级粉出粉率不受限制;出粉率提高后,灰分不能超过中限。
注:1、新麦搭配6-8月份白度值可在以上标准下浮0.3(暂定)。
2、面粉白度低于标准0.3,可以出库,但属不合格。
3、普通类白度低于标准,可以出库;但属不合格。
注:①、四粉联产时在执行GB/T8607的时间为5-9月份(执行GB1355的时间为6-8月份)F3和尚品(含雪中花)的水分允许超出标准上限0.3%;其他月不超国标0.1%视为合格。
②、两种粉及以上联产的前路粉在水分范围内,其它粉低于下限视为合格。
③、面粉水分应控制在中间值,在换季时要逐步调整,避免大的波动,主导产品水分低下限视为不合格,但允许出库,高于上限属于不合格。
面粉公司培训三、制粉工艺与设备

水分调节的方法
在室温条件下,将小麦着水后,再在仓内存放一定时间的水分调节方法, 称为室温水分调节;室温水分调节又分为一次着水工艺与两次着水工艺, 在一般情况下,小麦通过一次看水与润麦即可达到要求,这就是一次着水工 艺。
因产品要求或原料情况的不同,需先后分两次对原料进行着水润麦。该工 艺方法即两次着水工艺:
清粉是通过气流和筛理的联合作用,将研磨过程中产生的麦渣 和麦心按质量分成麸屑、带皮的胚乳和纯胚乳粒,以实现对物 料的提纯。常用的清粉设备为清粉机。
粉路的基本工作单元一般由研磨和筛理设备组成。研磨设备 破碎剥刮物料, 理设备筛理分级物料,分出的物料送至后续的 工作单元进行处理。
多个处理同类物料的研磨筛理工作单元组成系统,如皮磨系统、 心磨系统等,每个系统又分道数表示各单元处理物料的先后顺 序。
湿法表面清理需耗费大量的清水,且洗涤后的污水又将污染 环境,故面粉厂中一般都采用干法清理。
小麦的水分调节
小麦的水分调节,就是通常所说的“着水”和“润麦”。即利 用加水和一定的润麦时间或加以热的因素作用,其目的是使 小麦的水分重新调整,改善其物理、生物化学和制粉工艺性 能,以便获得更好的工艺效果。 水分调节的原理:小麦水分调节的主要手段是着水与润麦, 将适量清水加入原料小麦中的工艺手段称为着水;着水后的 小麦在密闭的仓内静置一定的时间,称为润麦。
经毛麦清理后的小麦 第一次着水 第一次润麦 第二次着水 第二次 润麦 光麦清理 →制粉 对于蛋白质含量高、胚乳硬度大、结构特别繁密的小麦,水分渗透的速度
很慢,可进行三次着水和润麦,三次着水润麦较少见。
加温水分调节
将水温或原料温度提高到室温以上再进行水分 调节的工艺方法称为加温水分调节。加温水分 调节不但可以加快水分调节的速度,并可在一 定程度上改善面粉的焙烤性质。
浅谈现代面粉厂操作工人的劳动技能23

浅谈现代面粉厂操作工人的劳动技能摘要:新建面粉厂为体现先进的设备和完善的工艺,必须提高操作工人的劳动技能,重点是培训粉间关键岗位。
关键词:面粉厂操作劳动技能培训0.前言我国的制粉行业发展已经步入世界先进行列,制粉设备与国外先进设备相差不大,制粉工艺已臻完善,部分大型粉厂已经实现自动化。
但笔者到过不少企业,发现大部分存在同一个问题,企业拥有先进的设备和制粉工艺及完善的管理体系,但在生产过程中总存在这样和那样的问题,先进的设备和制粉工艺得不到体现,经济效益很差,这种现象在新建企业表现尤甚。
产生这种现象的一个重要原因就是企业忽视了对操作工人的培训,工人的技术素质差。
现代粉厂的工人往往认为劳动技能就是会开停设备,即简单的设备操作,这是表面的认识,其实工人的劳动技能应包括设备的操作、日常维护保养及解决实际问题的能力。
1.粉厂操作工人劳动技能低的原因分析1.1 企业认识不足有的企业领导在生产中遇到问题时,就高薪聘请制粉工程师,问题一解决就马上解聘,由于时间短,工人根本不可能学到正确的设备操作方法,更不要说是学习到设备的工作原理及提高解决实际问题的能力。
这是企业缺乏长远发展战略,只照顾眼前利益的做法。
1.2 技能培训欠缺企业发展时间短,没有培养出熟练工人,尤其是合格的磨工、筛工和清粉工根本没有。
特别是新建企业,刚建好工厂马上投产,根本没有时间去培训工人,往往这类企业在刚开始生产时会遇到各种实际问题,由于车间缺乏熟练工人,就会造成频繁的开停机、操作不稳定,物料流量不正常,最终导致产品质量不稳定,影响市场的开发。
2.重点岗位的培训针对操作工人的劳动技能低,作为企业来说,主要针对以下岗位进行在职培训:2.1 清理工也就是整个麦间的工作岗位在很多企业里,清理工仅仅是看着设备运转及打扫卫生,而不会对对设备进行调整操作,也就是不了解设备的工作原理,使得清理设备的工作效能低下,除效率很低,甚至完全不起作用,直接影响产品的质量。
面粉厂的生产管理与

制粉效果的监测
产量 出粉 色泽 吸水量 蛋白质 水分
率
含量
制 入磨麦流量的检测调节(每小时)
xxx xxx xxx xxx x
粉 1皮小麦取样,保持水分稳定(每小时2次)
x xx xx xx x
xxx
间 每一工班每次加工小麦变动时,调整皮磨剥刮率以获得 xxx xxxx xxx xxxx x
最多的麦渣和最少的面粉
清理设备的检查项目:
1.初清筛:物料要散布均匀,检查杂质和筛面状况 2.配麦器:经常检查、调节配麦器,保证小麦搭配的比例正确,防止
机器堵塞 3.各种筛选设备的筛面应张紧,筛面清理用椽皮球能弹跳自如,
筛孔无变形或变大 4.吸风分离器:应检查其工作性能,保持适当的吸风量 5.滚筒和碟片精选机:注意检查设备各部位状况,并定期清理
检验面包改良剂的添加量是 否合适
保证入磨麦和面粉水分含量 合适 保证粉色合乎标准
较高的空气湿度对制粉过程的影响: ① 物料筛理不良,结果:出粉率降低、产量降低 ②导致卫生条件恶化、堵塞事故的产生
(二)衡器的准确性
称重设备分为车间内部和车间外部
在车间内部,应对入1皮磨的小麦、面粉、副产品 和下脚进行称重和监控
车间外部的称重设备,用以计量进入麦间的毛麦和 发放最终产品
另:全部称重机具要定期进行校验和定期维修
缺点:出现误差时,不易发觉
四、最佳制粉效果的技术管理
第一节 面粉厂的生产技术管理
生产质量一致的成品,应从采购制粉性能好的小麦开始,并做好以下工作: ①在仓库内将小麦准确分类储存,同类小麦有效混合 ② 清理间内有力清理小麦,正确调节水分 ③ 按小麦的不同品质正确地搭配和混合
其他须考虑的工作
(一)净麦的流量和质量
(完整版)制粉工艺学-题库
一、填空二、名词解释清理、精选、水分调节、搭配、粉路、麦路、剥刮率、配粉、自动分级三、单项选择题四、简答题1、根据胚乳中蛋白质含量的差异以及结构紧密程度的不同,可分为角质胚乳、半角质胚乳和粉质胚乳,角质程度是区分硬质麦和软质麦的依据。
硬麦的加工性质和营养品质的特点有哪些?①胚乳较易从皮层上刮净,在其他条件相同的情况下,出粉率高;②中间产品流动性好,筛理效率高;③胚乳硬度较大,不易磨碎,研磨时电耗高;④硬麦入磨时水分应稍高,着水后要求润麦时间较长;⑤淀粉中含蛋白质量多质好,适宜制作高筋面粉。
1-1软麦的加工性质和营养品质的特点有哪些?①软麦胚乳不易与皮层分开,胚乳刮净较难,麸皮中含粉较多;②淀粉颗粒呈不规则碎片状,中间产品流动性差,不易筛理,尤其原料水分较高时易糊住筛面;③胚乳硬度低,易磨碎,研磨时耗能少;④结构疏松,入磨原料的水分相对较低,润麦时间较短;⑤淀粉中蛋白质含量较低,面筋筋力弱,适宜制作低筋面粉。
2、麦粒承受不同形式外力的能力称为麦粒的强度。
小麦的强度与小麦籽粒结构、水分高低有关。
小麦的强度与加工工艺的主要关系有哪些?①皮层的强度要比胚乳大得多,所以小麦在研磨时胚乳易碎而皮层不易碎。
制粉工艺即研磨筛分法正是利用这一原理,将物料破碎后,按粒度粗细将胚乳粉与皮层分离开来。
②小麦承受压力的强度比剪力、切力都大,因此在研磨时,采用带有剪切破碎作用的齿辊破碎小麦和胚乳,能节省动力。
③水分变化时,麦粒、胚乳、皮层的强度变化趋势不同。
胚乳和整粒小麦的水分含量越高,强度越低;皮层则相反。
所以在制粉之前须进行水分调节,适当提高入磨小麦的水分含量,可有效地提高面粉质量和降低动力消耗。
④胚乳中角质率越高,其强度也越高,破碎硬麦比软麦的难度大,因此,研磨硬麦的动力消耗比软麦大。
角质率高的子粒硬度大,蛋白质含量和湿面筋含量高。
适当增加表皮水分可提高抗压、抗剪、抗切削力,表皮不易破碎,适当增加胚乳水分,可降低抗压、抗剪、抗切削力,易于研细。
面粉检验标准

面粉检验标准三级文件生效日期2012.04.01 制订温春玲审核吴月英核准李明福制订单位品质部保管单位品质部修订记录日期版本变更内容2012.04.01 A/0 依据ISO9001:2008&ISO22000:2005新制定面粉检验标准三级文件生效日期2012.04.01(特一粉)引用标准:GB13551感官要求:淡黄白色,手感细腻,粗细均匀,无未潮现象,松散无结块,无异味,无肉眼可见杂质。
2理化指标:项目指标加工精度粉色合格,麸星合格粗细度,% CB36号筛全部通过CB42号筛留存量不超过10.0%面筋质(以湿重计),% ≥26.0含砂量,% ≤0.02灰分(以干物质计),%≤0.70水分,% ≤14.0磁性金属物,g/kg ≤0.003脂肪酸值(湿基计) ≤80六六六(以成品粮计),mg/kg ≤0.3滴滴涕( 成品粮计),mg/kg≤0.2汞(成品粮计),mg/kg ≤0.02黄曲霉毒素B1,μg/kg ≤ 53需检项目:感观要求、理化指标(粗细度、面筋质、灰分、水分)4入库检验项目及检验方法:4.1入库检验项目:外观、气味、滋味4.2检验方法4.2.1将面粉在黑纸上撒成一薄层,然后与标准样品做比较,注意观察有无色变、发霉、出虫、结块及杂质等。
4.2.2测定气味时,取少量样品于手掌上,哈气致热,应没有霉臭味、酸味、煤油味、苦味及其他异味。
4.2.3测定滋味时,应将样品加水煮沸后尝试之。
面粉可口,淡而微甜,无酸味、发苦、发甜以及其他滋味,咀嚼时没有沙声。
(特一粉)引用标准:GB13551感官要求:黄白色,手感细腻,粗细均匀,未受潮,干燥松散,无异味,无肉眼可见杂质。
2理化指标:项目指标加工精度对照实物标准样品对照检验粉色、麸星灰分(以干基计),%≤0.70面粉检验标准三级文件生效日期2012.04.01水分,%14.0≤粗细度,%全部通过CB36号筛,留存CB42号筛小于10.0面筋质,%26.0>含砂量,%0.02≤磁性金属物,0.003≤脂肪酸值(以湿基计),80≤六六六(以成品粮计),mg/kg0.3≤滴滴涕( 成品粮计),mg/kg0.2≤汞(成品粮计),mg/kg0.02≤黄曲霉毒素B1,μg/kg5≤3需检项目:感观要求、理化指标(粗细度、面筋质、灰分、水分)4入库检验项目及检验方法:4.1入库检验项目:外观、气味、滋味4.2检验方法4.2.1将面粉在黑纸上撒成一薄层,然后与标准样品做比较,注意观察有无色变、发霉、出虫、结块及杂质等。
制粉工艺学-题库

一、填空二、名词解释清理、精选、水分调节、搭配、粉路、麦路、剥刮率、配粉、自动分级三、单项选择题四、简答题1、根据胚乳中蛋白质含量的差异以及结构紧密程度的不同,可分为角质胚乳、半角质胚乳和粉质胚乳,角质程度是区分硬质麦和软质麦的依据。
硬麦的加工性质和营养品质的特点有哪些?①胚乳较易从皮层上刮净,在其他条件相同的情况下,出粉率高;②中间产品流动性好,筛理效率高;③胚乳硬度较大,不易磨碎,研磨时电耗高;④硬麦入磨时水分应稍高,着水后要求润麦时间较长;⑤淀粉中含蛋白质量多质好,适宜制作高筋面粉。
1-1软麦的加工性质和营养品质的特点有哪些?①软麦胚乳不易与皮层分开,胚乳刮净较难,麸皮中含粉较多;②淀粉颗粒呈不规则碎片状,中间产品流动性差,不易筛理,尤其原料水分较高时易糊住筛面;③胚乳硬度低,易磨碎,研磨时耗能少;④结构疏松,入磨原料的水分相对较低,润麦时间较短;⑤淀粉中蛋白质含量较低,面筋筋力弱,适宜制作低筋面粉。
2、麦粒承受不同形式外力的能力称为麦粒的强度。
小麦的强度与小麦籽粒结构、水分高低有关。
小麦的强度与加工工艺的主要关系有哪些?①皮层的强度要比胚乳大得多,所以小麦在研磨时胚乳易碎而皮层不易碎。
制粉工艺即研磨筛分法正是利用这一原理,将物料破碎后,按粒度粗细将胚乳粉与皮层分离开来。
②小麦承受压力的强度比剪力、切力都大,因此在研磨时,采用带有剪切破碎作用的齿辊破碎小麦和胚乳,能节省动力。
③水分变化时,麦粒、胚乳、皮层的强度变化趋势不同。
胚乳和整粒小麦的水分含量越高,强度越低; 皮层则相反。
所以在制粉之前须进行水分调节,适当提高入磨小麦的水分含量,可有效地提高面粉质量和降低动力消耗。
④ 胚乳中角质率越高,其强度也越高,破碎硬麦比软麦的难度大,因此,研磨硬麦的动力消耗比软麦大。
角质率高的子粒硬度大,蛋白质含量和湿面筋含量高。
适当增加表皮水分可提高抗压、抗剪、抗切削力,表皮不易破碎,适当增加胚乳水分,可降低抗压、抗剪、抗切削力,易于研细。
面粉质量标准

GW/WDL-品―09-2012五得利面粉集团面粉质量标准1、目的:为统一集团产品质量,稳定产品品质,统一检测和评价方法,有利于质量考核,特制定本标准。
2、范围:适用于集团所有面粉(特殊特定的品种除外)。
3、标准内容:注: 1)面粉添加添加剂的,添加剂的灰分增加值由品控部小试灰分值为准,化验室负责近红外显示值的修正,化验单填写的是不含添加剂的面粉灰分,化验室留存样品要求有实测值和修正后的值。
2)本标准中的指标是参照容重790 --770g/L左右时制定的。
平均容重<760g/L,且生产指标达不到时,由生产部经理提出、总经理申请、生产技术中心审核后上报总裁批准后执行。
3)粗细度:①上白粉及以上等级的面粉10xx筛上物超标时,化验室分析是否窜漏,非筛漏允许比标准上浮2%(即3.5%)可以出库,但属不合格;若发现是筛漏的,必须回机。
②上白粉等级以下(不含)的面粉10xx筛上物超标,非窜漏原因可以出库,但属不合格。
若发现是筛漏的,必须回机。
③粗细度13xx留存超标属不合格,不需回机。
4)东明一车间雪花出率上限不超10%,雪花+特精不超40%,三号粉≥23.5,其余为普通粉。
雄县三零粉出率在不提一零粉时不超54%,提一零粉时不超52%。
5)当面粉旬灰分平均值低于中限及以下时,等级粉出粉率不受限制;出粉率提高后,灰分不能超过中限。
2、面粉白度低于标准0.3,可以出库,但属不合格。
3、普通类白度低于标准,可以出库;但属不合格。
3.3、面粉水分标准:(强制性标准,参与考核)单位:% 。
注:①、四粉联产时在执行GB/T8607的时间为5-9月份(执行GB1355的时间为6-8月份)F3和尚品(含雪中花)的水分允许超出标准上限0.3%;其他月不超国标0.1%视为合格。
②、两种粉及以上联产的前路粉在水分范围内,其它粉低于下限视为合格。
③、面粉水分应控制在中间值,在换季时要逐步调整,避免大的波动,主导产品水分低下限视为不合格,但允许出库,高于上限属于不合格。
面粉生产中的副产品及其质量控制

面粉生产中的副产品及其质量控制摘要:面粉副产品是由小麦加工成可食用小麦粉后的其它一系列物质,包括小麦麸、次粉和胚芽。
小麦加工过程中在获得面粉的同时都有麦皮分出,这种副产品即为麸皮;有些面粉厂采用一定的技术,及时把麦胚单独提取出来,也成为一种副产品。
生产等级粉时,后路皮磨、尾磨、心磨、打麸系统获得的面粉往往含有较多的皮层,影响食品制作或口感,不能进入可食用面粉中,这些部位的面粉被分离出来形成次粉。
也有的面粉厂将清粉机脉冲除尘器、气力输送脉冲除尘器产生的面粉作为副产品,叫脉冲粉。
小麦在清理过程中产生的碎麦、瘪麦、病斑粒小麦、黄皮也应该属于副产品。
关键词:面粉;副产品;营养;质量控制引言面粉生产中的副产品种类多,质量难以控制,这主要与小麦籽粒的特殊结构和面粉生产方法有关。
基于此,本文主要对面粉生产中的副产品及其质量控制做具体论述。
1面粉副产品的分类1.1小麦麸的进一步分类方式面粉企业会根据小麦麸的使用目的,根据片状大小和灰分指标将小麦麸分为以下几种。
统麸。
不分粗细的小麦麸俗称统麸。
统麸的灰分大小一方面会受面粉出率影响,一般面粉出率越高,统麸的灰分越高,一般情况下统麸的出率在23%左右。
另一方面它受制粉技术影响,工艺完善的制粉工艺可以最大限度地提取面粉,即便麸皮出率相同,统麸灰分也会更大些,这是因为麸皮中含粉少。
而简单粗糙的工艺方法,统麸灰分则会小些,造成粮食浪费。
在工艺完善的等级粉生产过程中,可以实现轻研细分,保持麸皮的完整,生产中的统麸既有大麸皮,也有中麸皮,还有细麸皮,可以进一步分离成粗麸、中麸、细麸,以适合不同用途。
一般来说粗麸含粉量最少,粗纤维含量最高,灰分控制在5.5%以上。
细麸由小麸皮、胚芽、面粉构成,一般呈粗粉状,粗纤维低于9.50%,灰分4.0%~4.8%。
中麸质量介于它们之间。
1.2次粉次粉是磨制面粉的副产品之一,常在淡水鱼饲料中做黏合剂使用,在畜禽饲料中也常取代谷物做能量饲料,但用量不高。
谷物加工题库

谷物加工题库第一篇:谷物加工题库一、名词解释精选:在谷物清理除杂过程中,根据籽粒长度和形状的不同,用专门的设备,将长粒或短粒谷粒或异种谷粒分离出来的方法称为精选。
剥刮率:是指物料由某道皮磨系统研磨、经筛分后,穿过粗筛的物料量占进机物料质量占进机物料质量的百分比。
在制品:制粉过程中所产生的需要进行再处理的所有物料,统称为在制品。
筛净率:高方平筛筛出物的重量占应筛出物总重量的百分比。
取粉率:是指物料经某道系统研磨后,粉筛的筛下物流量占本道系统流量或1皮流量的百分比。
专用粉:专门用于加工某种食品的小麦粉。
磨粉机的单位流量:是指该道磨粉机每厘米磨辊接触长度、单位时间内研磨物料的质量,以kg/(cm·h)CB50:表示每1cm筛网长度上有50个筛孔的全绞织蚕丝筛网。
筛净率:是指实际筛出物的质量占应筛出物质量的百分比。
研磨区域:是指物料落入两磨辊间,到物料被研磨后离开两磨辊为止,即从起轧点到轧点之间的区域。
配粉:利用不同品种的小麦及粉路中不同部位生产出的面粉进行搭配,从而生产出符合要求的面粉。
二、填空题1、磨粉机喂料机构中分流辊的作用为:匀料、导向、加速物料。
3、高方平筛结构中底格的作用是:筛理物料;将筛出的物料送出口。
4、小麦第一次着水后的润麦时间一般为:18 ~24小时5、清粉机吸风的目的是吸去麸屑、促进物料的自动分级。
6、磨粉机喂料机构中扇形活门的作用为与喂料辊一起构成流量调节作用。
7、高方平筛筛格的结构主要包括筛格框、筛面格、筛面、筛面清理块、底板和底板物料推进块。
8、小麦进行二次着水以后,润麦时间一般控制在45分钟~1小时9、清粉机的清粉目的是吸去麸屑;将物料同质合并;提取纯净的胚乳粒。
10、根据国际规定:我国普通面粉是以面粉的色泽和麸星含量制定等级的。
11、小麦的籽粒结构主要由_皮层_.胚乳_ ,和胚几部分构成的。
12、根据国标规定,我国小麦和稻谷收购时,其总杂含量应小于0.6%。
13、小麦的最佳入磨水分一般为硬麦为15.5%~17.5%,软麦为14.0%~16.0%14、小麦表面清理时,润麦前应对小麦轻打,润麦后应重打15、高方平筛结构中底格的作用是将各个方向上的筛出物严格分开和使其按工艺设计分别进入筛箱下面各个不同的出口流出16、精选机如果使用时间过长且维修不够时,易造成袋孔中的物料量减少17、小麦水分调节的主要目的为使麦皮与胚乳易于分离,使麦粒内部的胚乳软化18、小麦经剥皮后再研磨,有利于降低成品面粉中的灰分19、制粉间采用气力输送,在吸运磨下物料的同时,能有效地对磨粉机进行冷却和除尘20、强力着水机着水后,借助其自身的打板打击,有利于着水量的均匀和水分渗透速度的加快21、润麦仓采用多出口有利于克服小麦进仓时产生的自动分级现象所导致的对成品面粉品质的影响。
面条品质评价指标及评价方法的研究

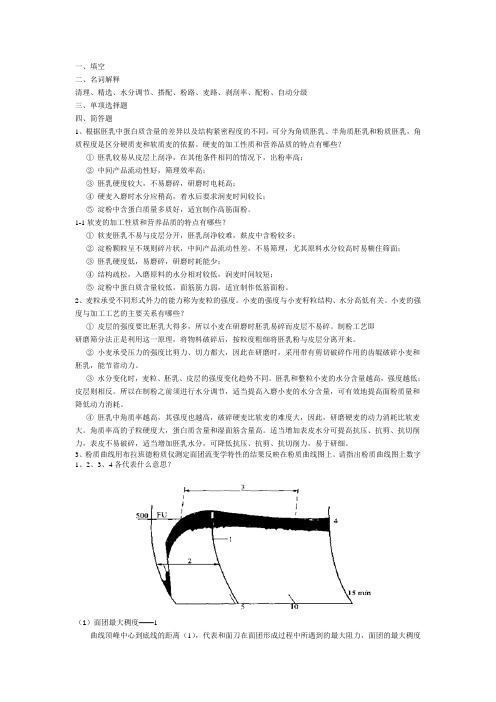
麦类作物学报 2007,27(4):625-629Journal of Triticeae Crops面条品质评价指标及评价方法的研究李梦琴,张 剑,冯志强,雷 娜,常志伟(河南农业大学食品科学技术学院郑州450002) 摘 要:为了全面科学地评价小麦品种的面条加工特性,测定了29个北方小麦品种的面粉品质和鲜湿面条的制作品质,采用相关分析和多元回归分析方法,分析了面粉品质指标与鲜面条加工品质之间的关系。
结果表明,面条的蒸煮损失率、拉伸强度、拉断力、延伸率与面条综合得分间的相关系数分别为-0.429、0.944、0.796和0.398,相关性很强,可以用作面条品质的辅助评价指标,即辅助综合得分来评价面条品质;面团的形成时间、稳定时间及弱化度与面条的综合得分和蒸煮损失率均呈极显著相关,面粉中的总淀粉含量与面条的综合得分呈显著相关,并且面粉白度、蛋白质含量、湿面筋含量、沉淀值、吸水率、形成时间、稳定时间、弱化度、总淀粉含量、直链淀粉含量、支链淀粉含量、支直链淀粉比等12项指标都不同程度地进入了面条的上述5个品质评价指标的回归方程,进一步说明用这5个指标来综合评价面条品质是可取的。
根据面条各品质指标的相关性推出各品质指标在面条综合评价中所占的权重,再将利用回归方程算出的5个面条品质评价指标的数据进行标准化处理以消除量纲的影响后,即可计算出某个小麦品种所生产面条的综合评价分数。
本研究即通过这一方法从29个供试小麦品种中优选出了6个优质面条用小麦品种,它们分别是洛展1号、泰山23、温麦4号、太空6号、淮麦16、温麦8号。
关键词:小麦;面条品质;面粉品质;评价指标;评价方法 中图分类号:S512.1;S331 文献标识码:A 文章编号:100921041(2007)0420625205 Study on the Evaluation Indexes and Methods of Noodle Q ualityL I Meng2qin,ZHANG Jian,FENG Zhi2qiang,L EI N a,CHANG Zhi2w ei(College of Food Science and Technology,Henan Agricultural University,Zhengzhou,Henan450002,China)Abstract:In order to comprehensively evaluate t he flour characters of wheat for making noodles,29 wheat varieties f rom Nort hern China were selected in t his st udy to evaluate t heir qualities on mill and making noodles.Fresh noodles were made and evaluated on t heir qualities t hrough analyzing t he rela2 tionship s between flour quality and f resh noodle quality by means of correlation and regression analy2 sis.The result s show t hat correlation between noodle co mprehensive scores and t he loss of cooking, tensile st rengt h,resilience and elongation are significant wit h correlation coefficient s of-0.429, 0.944,0.796,and0.398,respectively,and t ho se indexes could be used as assisted app raisal indexes, namely,evaluation noodles quality by colligate point s.An ext remely correction is observed between dough develop ment time,stability time,degree of softening and synt hetic scores,loss of cooking wit h starch content in wheat flour and synt hetic scores of noodle.Regression analysis shows t hat flour whiteness,p rotein content,wet gluten content,sedimentation value,water2absorbing rate,develop2 ment time,stability time,softening level,starch content,amylase content,amylopectin co ntent, amylopectin and amylase starch ratio all can enter into t he regression equation produced by t he above evaluatio n indexes.This f urt her confirms t hat noodle quality could be evaluated by t hese five indexes. Through weight of quality indexes in noodle comprehensive evaluation according to correction of noo2 dle quality and five evaluation indexes data by regression equation,synt hetic scores of noodle p roduced by certain wheat can be calculated.6high quality noodle2using wheat variety were chose from29experi23收稿日期:2007201207 修回日期:2007203202基金项目:河南省科技攻关项目(0624010003)。
谷物加工工程课程习题与思考集(1)
谷物加工工程课程习题与思考集第一章谷物及其工艺品质1.小麦的籽粒主要由哪几部分组成?各部分占整粒小麦的重量百分比是多少? 2.为什么说硬麦具有较好加工品质、食用品质和营养品质?3.稻谷分几类?各类稻谷的特征是什么?新版稻谷国标有何调整?4.稻谷的籽粒主要由哪几部分组成?各部分占整粒稻谷的重量百分比是多少? 5.为什么在同样的加工条件下,用红麦生产的小麦粉的粉色总不如用白麦作原料时好?6.为什么讲容重较大的小麦是生产小麦粉的较好原料?7.何谓自动分级?自动分级是怎样产生的?加工中如何利用自动分级(举例说明)?使物料在设备工作面上形成良好自动分级的要素是什么?8.小麦粉主要是由小麦籽粒的哪一部分制成?其中化学成分主要有哪些?含量最大的是什么成分?在有关食品制作过程中起主要作用的是什么成分?9.小麦分几类?各类小麦的特征是什么?新版小麦国标有何调整?10.简述谷物的力学性质与加工的工艺关系。
11.成品大米(面粉)的精度高低与大米(面粉)的营养品质、食用品质以及再加工品质有何关系?12.何谓爆腰?从收割、储藏、运输和加工方面论述怎样减少爆腰?13.面筋质的主要化学成分是什么?其在小麦中的分布规律。
第二章谷物清理1.常见而又难以清理的谷物杂质有哪些?如何清理?2.原料小麦中混杂有大石块、麻绳、并肩石、小并肩泥块、铁杂、荞子、大麦、麦粒表面的泥沙,麦皮及灰尘,在麦路中通常各由什么设备来清除?3.谷物清理常用哪些方法?各采用什么基本原理是?常用的典型设备有哪些?4.影响风选设备工艺效果的因素有哪些?5.筛选设备筛面运动的形式有哪些?比较直线往复运动与平面回转运动的运动特点及筛理效果。
6.比较平面回转筛、振动筛、平面回转振动筛的筛理特点及如何选用。
7.如通过自衡振动筛的流量突然增大很多,这时筛体的振幅是变大还是变小?请说明。
8.如发现TQLZ型振动筛在运行中横向两侧的振幅不一致,这可能是哪几个方面的问题?请说明原因及处理方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
面粉企业剥刮率、取粉率检测规定及
高方平筛筛理效果的评定
一、目的
为使各研磨系统达到理想的研磨效果,从而保证最终产品的质量和稳定,特制定检测规定。
剥刮率的高低,主要反映皮磨的操作情况,也将影响粉路的流量平衡状态,若那道皮磨的剥刮率高于指标,下道皮磨的流量就会减少,而后续渣、心系统的流量则会增加,造成后续设备工作失常。
二、标准:
(一)剥刮率推荐范围:
1B 18-28% 2B 45-55%
3Bc 30-40% 3Bf 50-60% 65-75%
4Bc 20-30% 4Bf 18-26%
(二)皮磨取粉率推荐范围:
1B<4% 2B<10% 3B<15% 4BC<60%
4Bf<6%
(三)取粉率推荐范围
1Mc 40-60%
1Mf 55-70%
2M 60-70%
3M 55-70%
4M 33-45%
5M 25-40%
6M 27-35%
7M 10-20%
8M 30-40%
1S 15-25%
2S 20-40%
1T 4-9%
2T 3-8%
三、检测方法:
(一)剥刮率检测方法
1、仪器和用具:
电动验粉筛:方形、型号JJSF-2,转速200r/min;
天平:型号:HC—TP11型;
取样盒(两个):10cm×8cm×3cm(用于测1B、2B)、10c×8cm ×4cm(用于测3B—5Bf),毛刷φ19橡皮球;筛格:20W1格、38W1格、12XX1格(进口筛绢);
小木板20cm×5cm×2cm。
2、测剥刮率筛号:
1B、2B、3B、4BC,用20W钢丝网,孔宽940微米;3Bf、4Bf、用38W钢丝网孔宽480×650微米。
3、皮磨取粉率筛号,进口12XX筛孔宽112微米。
4、操作方法:用取样盒从磨辊(下约5cm)一端沿磨辊长度到另一端接满口,用小木板在盒上沿处刮平,放至天平上称重后,倒入验粉筛,20W筛格内,第二格装放有φ19m橡皮球的12XX筛格,紧固筛格后,开启筛理1分钟,分别取出12XX的筛上物和筛下物,放至天平上称重,并计值。
按百分率表示,计算公式:12XX筛下物÷样品重量×100%=取粉率。
4、测量次数:
每班1B、2B、3B测量2次,其它皮磨每天测量1次,并做好记录。
5、使用表格:
《皮磨剥刮率、取粉率记录》
(二)取粉率监测方法
1、仪器和用具:
电动验粉筛:方形、型号JJSF-2,转速200r/min;天平:号:HC—TP11型;
取样盒、毛刷、φ19mm橡皮球,弹性在50%以上。
12XX筛格、13XX 筛格。
2、测取粉筛号:
1—5B、1M、2M、1S用进口筛绢12XX。
3—8M、1T、2T、2S进口筛绢13XX
3、操作方法:在六楼关风器下(强力撞击松粉机:含松粉机粉碎效果),用取样盒取经过光辊后开磨过的物料约100克,放至天平上称重后,倒入验粉筛,筛格内放一个φ19mm橡皮球,紧固筛格后,开启持续
筛理1分钟,取出筛下物并用毛刷扫净,放置天平上称重,并计算,按百分率表示。
计算公式:筛下物÷样品重量×100%=取粉率。
4、测量次数:每班测量1次系统的取粉率。
5、松粉机柱销已长时间未检查、未倒面或将要更换柱销前时,应增加测量次数。
6、使用记录《取粉率记录》。
(三)要求:出现超范围后,调整后必须复检,并把复检值增在相应的记录中。
四、责任:
1、操作工(制粉班长)负责对皮磨剥刮率的测量,并填写《皮磨剥刮率、取粉率记录》(有中控室的车间,中控室人员测量)及根据测量结果对磨粉机的调整。
2、操作工负责取粉率的测量并填写《心磨取粉率记录》,并追究处理结果。
在超出范围时通知磨工。
3、磨工对磨粉机研磨效果的符合性负责。
五、工作程序:
1、若测量剥刮率超出公司标准范围时,首先观察入磨净麦
(质量、流量等)是否变化,及时对磨粉机做出相应的调整,并在《皮磨剥刮率、取粉率记录》中超范围栏显示,在“处理办法”栏中显示原因和处理办法。
2、若测皮磨取粉率超出公司规定范围时,首先观察该磨粉机的电流显值是否比平时高,若高有以下原因(1)水分变高,
流量减少;(2)轧距紧。
(3)磨辊钝,查看《换磨辊记录》判定磨辊是否需更换。
并在《皮磨剥刮率、取粉率记录》中“超范围项”栏中显示,在“处理办法”栏中显示原因和处理办法。
3、操作工测量取粉率时,若超出标准范围时,并记录在《心磨取粉率记录》超范围项中,磨工在处置栏内填处置办法,并签名确认。
4、操作工测量取粉率时,若同一系统(或同道)超出5天均不符合标准要求,应上报主管经理,并在记录中超范围栏显示,车间主任签名确认。
车间主任负责查找或责成下属员工查找原因,并查看《换辊记录》判定该磨辊是否需更换。
及时处理,超范围原因和处理办法要在该记录中显示。
5、操作工如果自测到皮磨剥刮率、取粉率不符合标准要求后,应根据外界条件(天气、气候、温湿度等)和实际情况(原粮质量\水分等)的影响,综合判定后进行相应的调整并通知主管经理。
高方平筛筛理效果的评定
高方平筛的筛理效果主要由筛净率和未筛净率进行评定,利用筛净率判断平筛的筛枯现象,测定筛上物的含粉率判别平筛粉筛的筛不透现象。
(一)筛净率
是指物料经过筛理后,实际获得的筛下物数量占应筛下物数量的百分比。
A
筛净率(%)=----------- ×100%
B
式中:A—筛下物数量(g)
B—应筛下物数量(g)
测定方法是:从平筛的筛上物出口取样品100g左右,采用配备与筛理设备相同筛号的检验筛(筛格内放φ19mm的橡皮球一只),筛理一分钟,称取筛下物数量,然后用上式进行计算。
(二)在实际生产中,通常用筛上物中残留应筛下物的数量,即未筛净率对筛理效果进行评定。
M
未筛净率(%)= ---------- ×100%
N
式中:M—应筛下而未被筛下的物料数量(g)
N—应筛下物料数量(g)
测定方法是:从设备筛上物出口取样品100g左右,采用配备与筛理设备相同筛号的检验筛(筛格内放φ19mm的橡皮球一只),筛理一分钟,称取筛下物数量,然后用上式进行计算。
对于粗筛、分级筛,要求未筛净率尽量低,正常时应小于10%;但对于粉筛,若未筛净率过低则会出现筛枯现象,导致麸星混入面粉,影响面粉质量,故粉筛的未筛净率一般为15%-20%较适宜。
皮磨剥刮率、取粉率记录表
车间
日期班
次
姓
名
系
统
样
品:g
筛下
物:g
剥刮
率%
取粉
率%
超范
围项
处理
办法
处置人
心磨取粉率记录表
车间
日期班
次
姓
名
系
统
样
品:g
筛下
物:g
剥刮
率%
取粉
率%
超范
围项
处理
办法
处置人。