防喘振阀检维修故障处理案例
离心式空气压缩机喘振故障分析与处理

离心式空气压缩机喘振故障分析与处理1.摘要:针对NK32/45/0—MCO1004型蒸汽透平空压机出现的喘振现象进行分析,得出主要原因是空气冷却器故障。
通过对空气冷却器清洗及利用深井水降低气体温度等防范措施,保证了空压机正常运转。
2.关建词:离心式压缩机冷却器喘振3.(1)引言 NK32/45/0—MCO1004型蒸汽透平空压机为沈阳鼓风机厂制造。
空气经吸入塔吸入,经空气过滤器除尘和杂质,流入空压机第一离心级压缩冷却后再压缩,最后第四级离心级压缩得到压力为0.63MPa,温度为80℃,流量为95000m3/h空气送入空气装置空冷塔。
在空气出口管线上设有防喘振装置,一旦发生喘振,气体由喘振阀经消音器排入大气。
(2)发生喘振过程:2011年12月16日6:36当时空气压缩机出口压力0.53 MPa,加工空气流量为98000m3/h,空分装置运转正常。
突然空压机防喘振阀打开,空压机发生喘振。
6:37蒸汽空压机未经任何调整,自动恢复正常。
6:41空压机又一次发生喘振,6:42蒸汽空压机又一次自动恢复正常。
由于这二次喘振发生的时间短,未对空分装置造成太大的波动。
经询问操作人员未发现异常情况。
当时未得到太重视,只是认为可能是由于早晨外界温度降低,空气密度升高,造成进入空气压缩机气量过多造成冷却器换热不够,气体温度升高所致,决定将空压机吸入叶片关小,将空压机的出口气量控制在97000m3/h左右。
经过白天观察空压机运转正常。
2011年12月17日5:35当时空压机出口压力0.53 MPa,空气流量为97000m3/h,再次发生喘振且持续了3分钟,防喘振阀一会开,一会关,气量忽高忽低。
5:38恢复正常。
这次喘振由于时间长点,造成氮气纯度波动,合成系统切气。
(3)问题提出及分析喘振是离心式空压机运行在某一工况下产生的特有现象。
当进入空压机的空气流量不能使空压机产生足够的压力,以至于外部系统(外部管路)的压力大于空压机内部的压力,导致逆止阀关闭。
空压机喘振故障分析及处理

冶金信息导刊生产实践Production Practice空压机喘振故障分析及处理赵永飞(张家口紫光气体有限责任公司 宣化 075100)摘 要:介绍了紫光气体公司前期发生的一起空压机喘振故障的分析与处理。
起初故障原因比较模糊,对问题的判断有所偏差,逐步排查过程中显现出设备喘振的迹象更加明显。
从几方面分析喘振因素,结合实际进行排除解决。
针对这次故障的分析和处理过程进行小结,与同行共享。
关键词:喘振;泄漏;波动ANALYSIS AND TREATMENT OF SURGE FAULT OFAIR COMPRESSORZhao Yongfei(Zhangjiakou Ziguang Gas Co., Ltd. Xuanhua 075100,China)Abstract: This paper introduces the analysis and treatment of an air compressor surge fault in the early stage ofZiguang gas company. At first, the cause of the fault was relatively vague, and the judgment of the problem was biased,and the signs of equipment surge were more obvious in the process of gradual investigation. This paper analyzes thesurge factors from several aspects, and combines with the actual situation to solve the problem. This paper summarizesthe analysis and treatment process of this fault, and shares it with peers. If not, please correct it.Key words: surge; leak; wave作者:赵永飞,男,39岁,助理工程师收稿日期:2020-12-03机处低负荷运行状态,排气压力为0.482 MPa,排气量为197 000 m3/h,外围供水、供电系统均正常。
9E燃机压气机防喘阀故障检修分析

999E 燃机压气机防喘阀故障检修分析■ 曹仁杰摘要:在进行生产时,燃气设备的应用非常重要,可以保证各个生产环节的顺利进行。
但是当前在进行9E 燃机压气机设备使用的过程中,防喘阀经常会出现故障问题。
在对这一故障问题进行解决时,需要根据导致故障问题发生的原因,制定针对性的解决措施,才能降低故障问题的发生几率。
本文就9E 燃机压气机防喘阀故障检修进行相关的分析和探讨。
关键词:9E 燃机压气机;防喘阀;故障检修;分析探讨在进行9E 燃机设备使用的过程中,轮机机组属于重载的单轴快装机组,这个机组的工作原理主要是通过轴流式的压气机,将外界的空气吸入到机器内部,然后利用空气进行增压。
同时内部空气温度也会变高,使得燃烧室内的压缩空气和燃油喷嘴的雾化燃油进行混合的燃烧,从而产生高温和高压的燃气。
在进行防喘系统建设的过程中,要想保证设备的正常运行,就要提高燃机设备的运行质量和效率,确保燃机设备在运行的过程中不会出现喘振等故障问题[1]。
一、9E 燃机压气机防喘阀故障问题(一)压气机喘振故障问题压气机设备在运行的过程中,如果进入设备内部的空气量发生改变,就会导致设备内部空气容积量发生变化。
一旦空气的容积量减少到某一个数值以下,就会导致设备无法正常的运行。
设备在异常运行状态下,内部空气剧烈的运动会影响电流的流动效果。
在空气和电流的共同作用下,会导致设备产生剧烈的振动,这种振动问题会对设备造成损坏,属于喘振故障问题。
在压气机设备转速不变的运行状态下,空气的流量减少,就会导致空气的流动性发生变化,进而导致设备出现气流分离等情况[2]。
(二)防喘阀故障问题在设备机组运行的过程中,导叶的旋转会出现迟缓等问题,这是因为燃机设备的转速比较快或者存在跳闸故障问题。
为了避免燃机设备转速过快或者跳闸问题发生,需要对设备进行定期的检查,要对液压油含量进行全面的检查,还要检查跳闸油压力和导叶的反馈装置是否处于正常状态。
在开展手动实验时,要对旋转导叶的运行情况进行检查。
催化主风机防喘振误动作原因分析与解决方案

炼油与化工REFINING AND CHEMICAL INDUSTRY第31卷催化主风机防喘振误动作原因分析与解决方案李忠博(中国石油锦州石化公司,辽宁锦州121000)摘要:某石化公司催化裂化装置主风机防喘振误动作事故原因是仪表故障,出现假信号,使主风机工作点进入喘振区,导致防喘振阀打开。
为提高主风机防喘振控制的可靠性,提出为主风机出口压力增加1个独立测点,将取值方式由2取高改为3取中。
对于难以增加独立测点的主风机入口喉部差压,对其变化率增加报警功能,防止主风机防喘振误动作。
同时对仪表防冻防凝方案提出了建议。
关键词:主风机;防喘振;误动作;3取中;变化率中图分类号:TQ050.7文献标识码:B文章编号:1671-4962(2020)03-0036-03 Cause analysis and solution of main bloweranti-surgemalfunction incatalytic cracking unitLi Zhongbo(PetroChina Jinzhou Petrochemical Company,Jinzhou,121000,China)Abstract:The causes of anti-surge system malfunction in catalytic cracking unit of a petrochemical company were analyzed.The conclusion wasthat,due to instrument fault,the false signal appeared to make the working point of the main blower entering into the surge zone and caused the anti-surge valve to open.In order to improve the reliability of the main blower anti-surge system,it was proposed to increase an independent measurement point of the main blower,and changedthe value mode from height out of2to middle out of3.Themain blower inlet was difficult to increase the independent measurement point and thus an alarm function should be added,which aimed to prevent anti-surge malfunction and the anti-freezing and anti-coagulation of instruments. Keywords:main blower;anti-surge;malfunction;middle out of3;change rate重油催化装置主风机组是供给再生系统烧焦主风及烟气能量回收的重要设备,机组运行、控制和保护与装置的安全、效益息息相关[1]。
某厂S109FA燃气蒸汽联合循环机组防喘阀异常处理
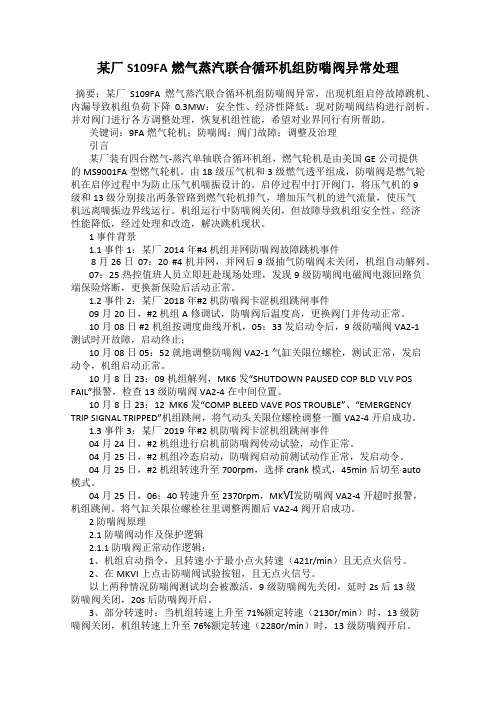
某厂S109FA燃气蒸汽联合循环机组防喘阀异常处理摘要:某厂S109FA燃气蒸汽联合循环机组防喘阀异常,出现机组启停故障跳机、内漏导致机组负荷下降0.3MW;安全性、经济性降低;现对防喘阀结构进行剖析、并对阀门进行各方调整处理,恢复机组性能,希望对业界同行有所帮助。
关键词:9FA燃气轮机;防喘阀;阀门故障;调整及治理引言某厂装有四台燃气-蒸汽单轴联合循环机组,燃气轮机是由美国GE公司提供的MS9001FA型燃气轮机。
由18级压气机和3级燃气透平组成,防喘阀是燃气轮机在启停过程中为防止压气机喘振设计的。
启停过程中打开阀门,将压气机的9级和13级分别接出两条管路到燃气轮机排气,增加压气机的进气流量,使压气机远离喘振边界线运行。
机组运行中防喘阀关闭,但故障导致机组安全性、经济性能降低,经过处理和改造,解决跳机现状。
1 事件背景1.1 事件1:某厂2014年#4机组并网防喘阀故障跳机事件8月26日07:20 #4机并网,并网后9级抽气防喘阀未关闭,机组自动解列。
07:25热控值班人员立即赶赴现场处理,发现9级防喘阀电磁阀电源回路负端保险熔断,更换新保险后活动正常。
1.2 事件2:某厂2018年#2机防喘阀卡涩机组跳闸事件09月20日,#2机组A修调试,防喘阀后温度高,更换阀门并传动正常。
10月08日 #2机组按调度曲线开机,05:33 发启动令后,9级防喘阀VA2-1测试时开故障,启动终止;10月08日 05:52 就地调整防喘阀VA2-1气缸关限位螺栓,测试正常,发启动令,机组启动正常。
10月8日23:09机组解列,MK6发“SHUTDOWN PAUSED COP BLD VLV POS FAIL”报警,检查13级防喘阀VA2-4在中间位置。
10月8日23:12 MK6发“COMP BLEED VAVE POS TROUBLE”、“EMERGENCY TRIP SIGNAL TRIPPED”机组跳闸,将气动头关限位螺栓调整一圈VA2-4开启成功。
防喘阀常见故障处理

防 喘 阀 常 见 故 障 处 理侯志军山西输气管理处灵丘压气站摘 要:喘振是离心压缩机本身固有的现象,它对离心压缩机的损害非常大,因此在实际运行中应设法避免喘振。
在天然气压气站常用的避免喘振的方法是在压缩机进出口管线上增加防喘振系统。
本文主要以灵丘压气管理站机型(美国德莱塞兰离心式压缩机CDP-416)为例,介绍了离心式压缩机防喘振系统的原理及工作情况,结合事例重点讲述了离心压缩机防喘振阀发生故障的原因及处理措施,并提出了一些优化整改意见。
主题词:离心压缩机 喘振 喘振检测器 防喘振阀 阀位一、概述喘振是离心式压缩机的一种固有特性,是使压缩机性能反常的一种不稳定的运行状态。
在工艺操作过程中喘振控制通常并不是主要的,但作为一个压缩机的保护装置来说却又是主要的,因为一旦喘振发生,压缩机将处于不安全的工作状态,因此任何一个操作中可能导致喘振的系统,都应该设置喘振控制。
二、预防喘振的方法在实际运行中,为了防止压缩机出现喘振,我们可以采取以下措施:1.工艺上增加压缩机的入口流量。
2.通过旁路,使压缩机出口的部分气体经过冷却器后回流到压缩机入口,从而增加压缩机的入口流量。
3.在流量不变时,可通过降低压缩机出口压力、增加入口压力或两者相结合方法,减小出、进口压比,以此来防止压缩机喘振。
这三种方法基本上是相互关联的,比如说采取措施2,那么通过天然气在管路中走内循环,间接的增加了机组进口流量和入口压力,降低了出、进口的压比。
一般情况下压缩机防喘振系统中,采用方法2时最为普遍的。
具体系统如下图所示:在压缩机出入口之间安装一个带有循环阀的喘振控制器,当压缩机入口流量变送器检测到流量急速变化时,就预示着压缩机将要发生喘振工况。
此时循环阀打开,使一部分天然气流回入口端,从而保持有足够的入口流量是压缩机远离喘振工况。
喘振检测器检测的是通过压缩机的流量与流量波动率的累加值。
在1秒钟内流量每波动25%,则循环阀相应打开15%;如10秒钟内如流量波动5次,则机组停机。
汽轮鼓风机防喘振阀故障分析及改进措施

汽轮鼓风机防喘振阀故障分析及改进措施莱钢AV80鼓风机防喘阀为气动快开调节阀,用低压氮气为驱动气源,压缩空气为备用气源。
由于生产规模的扩张,低压氮气压力波动大,随着压缩空气的投入,防喘阀多次出现误动作故障,严重影响高炉的稳定运行。
为此经过分析由于压缩空气易析出液态水,容易造成防喘阀的定位器、保位阀工作失常,严重影响着防喘阀的稳定性。
通过对气源管路进行改造,调整了防喘振阀的气源运行方式等措施,优化改造后,防喘振阀运行稳定性提高。
标签:鼓风机;防喘振阀;改造1前言莱钢银山型钢有限公司能源动力厂现有AV80-15汽轮鼓风机三台,其原动机型号为:NK63/80/32,主要担负着两座1880m3高炉的冷风供应任务。
防喘振阀是防止汽轮鼓风机在工作中出现喘振现象发生的装置。
正常运行时,防喘阀关闭,由于外部原因或事故状态,风机出口压力升高,到达预设放风线时,程序控制防喘阀打开一定角度,降低风机出口压力,使风机工况点运行在安全区域内,当出现紧急情况,威胁机组安全运行时,手动安全运行按钮,防喘电磁阀失电,防喘阀全开,迅速降低风机出口压力,保障风机设备安全。
图1冷风系统工艺流程2防喘振阀组成及介绍防喘阀由过滤器、减压阀、定位器、电磁阀等组件组成,其中定位器是防喘阀的一个重要控制元件,它在运行时接收来至控制系统的4-20mA信号,自动调整向执行机构的输出,以保持一个需要的与输入信号成比例的阀门开度。
在结构上其内部为许多直径小于1mm的小孔,要求气源压力稳定(0.4MPa—0.6MPa)、洁净,气源中的杂质会影响定位器的正常工作,造成防喘阀调整迟缓卡涩、阀位波动或自动打开,从而影响高炉的正常生产。
1.过滤器2.减压阀3.定位器4.储气罐5.三通电磁阀6.多路转换器7.气路放大器8.气缸9.截止阀10.二通电磁阀当增加控制器DVC6020的4-20mA信号时,定位器输出口A压力增大,阀门开度减小。
图2防喘阀气路图3防喘阀运行存在的问题分析本系统选用的防喘阀为FISHER气动快开调节阀,设计用气源为低压氮气,压缩空气为备用气源。
离心式冷水机组喘振的原因与解决方法(附案例)

离心式冷水机组喘振的原因与解决方法(附案例)制冷压缩机在工作过程中,当入叶轮的气体流量小于机组该工况下的最小流量(即喘振流量)限时,冷凝器制冷剂气体会倒流至压缩机,当压缩机的出口压力大于冷凝压力时,压缩机又开始排出气体,气流会在系统中产生周期性的振荡,具体体现在机组会作周期性大幅度的振动,这种现象工程上称之为喘振。
喘振是速度型离心式压缩机的固有特性。
因此对于任何一台压缩机,当排量小到某一极限点时就会发生该现象。
冷水机组是否在喘振点附近运行,主要取决于机组的运行工况。
在什么状态发生喘振只有通过对机器的试验,即不断减少其流量,才可以测出具体的喘振点。
由于压缩机叶轮流道内气体流量的减少,按照压缩机的特性曲线,其运行的工况点引向高压缩比方向。
这时气流方向的改变在叶轮入口产生较大的正冲角,使得叶轮叶片上的非工作面产生严重的气流“脱离现象”,气动损失增大,叶轮出口处产生负压区,引起冷凝器上部或蜗壳内原有的正压气流沿压降方向“倒灌”,退回叶轮内,使叶轮流道内的混合流量增大,叶轮恢复正常工作。
如此时压缩机工况点仍未脱离喘振点(区),又将出现上述气流的“倒灌”。
气流这种周期性的往返脉动,正是压缩机喘振的根本原因。
喘振是离心式压缩机的运行工况在小流量、高压比区域中所产生的一种不稳定的运行状态。
压缩机喘振时,将出现气流周期性振荡现象。
喘振带给压缩机严重的破坏,会导致下列严重后果:1)使压缩机的性能显著恶化,气体参数(压力、排量)产生大幅度脉动。
2)噪声加大。
3)大大加剧整个机组的振动。
喘振使压缩机的转子和定子的元件经受交变的动应力;压力失调引起强烈的振动,使密封和轴承损坏,甚至发生转子和定子元件相碰等;叶轮动应力加大。
4)电流发生脉动。
5)小制冷量机组的脉动频率比大型机组高,但振幅小。
不同于一般的机械振动,在压缩机出口产生气流的反复倒灌、吐出、来回撞击,使得主电机交替出现满载和空载,电流表指针或压缩机出口压力表指针产生大幅度无规律的强烈抖摆和跳动。
谈压缩机防喘振阀故障的处理

谈压缩机防喘振阀故障的处理作者:罗云邦来源:《中国校外教育(上旬)》2017年第04期摘要:离心式压缩机在运转过程中,当负荷低于某一设定值时,压缩机排出量会剧烈波动,出口介质周期性的往回推,造成压缩机及其连带设备一起大幅振动,机组并发出吼叫声,这种现象叫离心压缩机喘振。
喘振是离心式压缩机入口流量小于喘振流量时机组流量出现脉动的一种现象。
出现这种情况压缩机运行将是很危险的情况,对这一事故现象进行了分析。
关键词:压缩机防喘振阀故障处理一、离心式压缩机喘振介绍离心式压缩机是速度式压缩机的一种,具有排气量大、效率高、结构简单、体积小、气流不受油污染以及正常工况下运行平稳、压缩气流无脉动等特点,然而,离心式压缩机对气体的压力、流量、温度变化较敏感,易发生喘振。
喘振是离心式压缩机的一种固有现象,具有较大的危害性,是压缩机损坏的主要诱因之一,虽然制造厂家通过控制系统的合理设计,避开了绝大多数的喘振,但在设备的长期使用过程中,仍然不同程度地出现了喘振现象,并造成了一些危害,因此,需要结合生产实践,逐步弄清喘振机理,掌握喘振的影响因素,采取有效的防喘振控制措施,消除喘振产生的条件,减少喘振出现的频次,提高压缩机的运行可靠性。
当压缩机需要降负荷或者入口流量故障时,为了防止机组喘振,可以将出口流量通过防喘振阀返回到机组入口来提高入口流量。
MV=F(fin,pin,tin,pout,tout)fin:入口流量pin:入口压力tin:入口温度pout:出口压力tout:出口温度二、实例一:FCV201防喘振阀故障1.事故经过C201压缩机防喘振阀FCV201突然全开。
裂解气排放火炬。
防喘振阀为风关阀,控制室输出100%信号,阀应该全关,可是FCV201防喘振阀全开。
2.故障分析处理控制室输出信号与阀位不一致,问题出现在哪里?(1)C201压缩机联锁动作?(2)CCC防喘振系统故障?(3)FCV201防喘振阀故障?(4)信号传输线路故障?按一下步骤进行检查:(1)检查FCV201防喘振阀时,发现电磁阀没有供电。
空压机防喘振阀频繁打开故障分析及处理张立
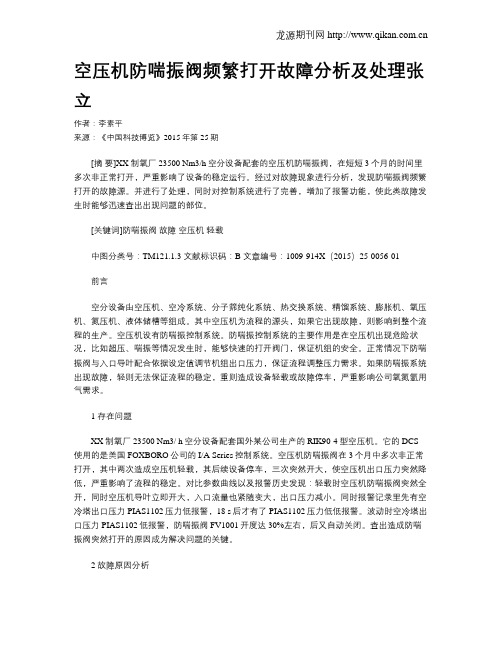
空压机防喘振阀频繁打开故障分析及处理张立作者:李素平来源:《中国科技博览》2015年第25期[摘要]XX 制氧厂23500 Nm3/h空分设备配套的空压机防喘振阀,在短短3个月的时间里多次非正常打开,严重影响了设备的稳定运行。
经过对故障现象进行分析,发现防喘振阀频繁打开的故障源。
并进行了处理,同时对控制系统进行了完善,增加了报警功能,使此类故障发生时能够迅速查出出现问题的部位。
[关键词]防喘振阀故障空压机轻载中图分类号:TM121.1.3 文献标识码:B 文章编号:1009-914X(2015)25-0056-01前言空分设备由空压机、空冷系统、分子筛纯化系统、热交换系统、精馏系统、膨胀机、氧压机、氮压机、液体储槽等组成。
其中空压机为流程的源头,如果它出现故障,则影响到整个流程的生产。
空压机设有防喘振控制系统。
防喘振控制系统的主要作用是在空压机出现危险状况,比如超压、喘振等情况发生时,能够快速的打开阀门,保证机组的安全。
正常情况下防喘振阀与入口导叶配合依据设定值调节机组出口压力,保证流程调整压力需求。
如果防喘振系统出现故障,轻则无法保证流程的稳定,重则造成设备轻载或故障停车,严重影响公司氧氮氩用气需求。
1 存在问题XX制氧厂23500 Nm3/ h空分设备配套国外某公司生产的RIK90-4型空压机。
它的DCS 使用的是美国FOXBORO公司的I/A Series控制系统。
空压机防喘振阀在3个月中多次非正常打开,其中两次造成空压机轻载,其后续设备停车,三次突然开大,使空压机出口压力突然降低,严重影响了流程的稳定。
对比参数曲线以及报警历史发现:轻载时空压机防喘振阀突然全开,同时空压机导叶立即开大,入口流量也紧随变大,出口压力减小。
同时报警记录里先有空冷塔出口压力PIAS1102压力低报警,18 s后才有了PIAS1102压力低低报警。
波动时空冷塔出口压力PIAS1102低报警,防喘振阀FV1001开度达30%左右,后又自动关闭。
防喘阀FCV2484A故障分析处理
防喘阀FCV2484A故障分析处理故障现象:高温膨胀机增压端防喘振调节阀FCV2484A在PLC上的开度显示为0%,而现场调节阀为全开。
危害分析:防喘振调节阀FCV2484A非正常全开时,可导致大量高温氮气由防喘阀从增压端出口流到入口,入口压力和温度升高,流量和转速迅速降低,造成大量能量损失,可导致膨胀端能力大大降低,出口温度迅速升高,最终使全液化的液化率下降,严重影响正常的安全平稳运行。
原因分析:该阀门为停风开阀门,其气路上有一控制电磁阀,该电磁阀的开、关可导致气源的通断。
出现阀门故障全开的可能原因有:1)、仪表风系统出现问题,仪表风压力突降;2)、阀门定位器出现故障,不能正常调节;3)、阀门定位器供电回路出现故障使定位器突然失电;4、气路上的电磁阀出现故障,线圈未吸合;5)、电磁阀供电回路出现问题,如信号断线、保险管损坏等;6)、阀门膜头破裂,漏气。
处理方法:1、检查仪表风系统是否正常:压力是否正常,管道是否有堵塞、严重泄漏现象;并检查处理,使仪表风恢复正常。
2、检查阀门定位器供电回路是否正常:是否能正常提供4~20mA电路信号;3、检查阀门定位器是否能正常工作:仪表是否能正常输出;4、检查气路上的电磁阀的供电回路是否正常:电压是否正常,线路是否有断路现象,保险管是否烧坏等等;5、若电磁阀的供电电压正常,则应检查电磁是否能正常吸合;6、上述情况正常时,应考虑阀门本身故障:如阀门膜头出现破裂、漏气现象,应及时消漏或更换膜头。
预防措施:及时发现、查找原因并迅速处理。
加强仪表风系统的维护保养,及时消除仪表风的堵塞、泄露现象;加强对阀门定位器、电磁阀的供电回路的检查力度,保证其正常供电;及时对阀门定位器、电磁阀进行检查和维护保养;及时对阀门进行必要的检查或检修。
防喘振阀的故障处理

图1 防喘阀结构
3 气动执行机构 7限位器 4 . 泄放阀 5 增压 器 9 . 安全阀 8 . 压 力调 节器
自动接管进行调节。考虑到防喘阀若时刻在打开位置,
不仅降低压缩机效 率,还 会引起 压缩 机出 口温 度超 高,
就进行 r 停机 。
旃
三 、处 理过程
现 场 外观检 查发 现 :供 气压 力合测 二位 三通 电磁 阀不 得 电 ,在UCP 给 图4 的 电涌保护器端 子接入DC 2 4 V电后 ,现场 电磁阀有
四 、结语
由于 厂家 不提 供在 线 阅读程 序的 权限 ,导 致处 理
针对 此情 况 ,在U C P 查看 电磁阀2 4 V 回路 中隔离式 安全栅不 能输 出2 4 V 直流 电,更换隔离式安全 栅后 恢复 正常 ,至此防喘阀不能正常关 闭故障处理 完毕。
遵 &
断 ,电磁阀得2 4 V电则信 号气通 ,失电则截断信号 气 , 电磁阀2 4 V回路如 图4 所示。 俐
入站控 室 ,另一个是接收站控室发 出的开关阀指令 ,均
再将 电磁 阀保持通 电 、给 图3 的隔离式安 全栅输 入
4  ̄ 2 0 mA 信 号后 ,测 量图3 定位器 回路 隔离式安全 栅的8
为4 — 2 0 mA 模拟信号,其内部有微处理器,将两种信号 进行比较,可产生信号压力,控制增压器输出的大小,
图2 防喘 阀外观
岛 i 麓 用 椰 誓
、 v w w . c t y j x ( ) I l l 2 0 1 7  ̄ - z第7 期
蕊
一
栅
工工
J 星 一
黑 线
燃气蒸汽联合循环发电机组防喘放气阀检修维护故障分析及处理

燃气蒸汽联合循环发电机组防喘放气阀检修维护故障分析及处理摘要:燃气蒸汽联合循环发电机组在运行的过程中,由于燃气的燃烧和蒸汽产生会导致不同程度的压力变化,从而使系统内的压力出现不稳定的现象。
防喘放气阀可以针对压力的变化,自动调节阀门的开关,提升系统运行的稳定性。
为了进一步针对其展开检修与维护,本文首先分析了燃气蒸汽联合循环发电机组防喘放气阀的结构和工作原理,并针对常见的故障维护检修措施进行有效的梳理,从而保证设备的正常运行,提升设备运行的安全性与可靠性。
关键词:燃气蒸汽机;联合循环;发电机组;防喘放气阀;检修维护燃气蒸汽联合循环发电机组的运行中,余热锅炉需要回收燃气轮机在运行和排气过程中产生的余热,在产生蒸汽后推动机组运动,从而达到发电的目的。
在此期间,系统内会因为蒸汽的流量和内部压力的变化而出现喘振现象。
当出现喘振情况后,设备会因为其的作用,出现振动并加速内部零件的碰撞和摩擦,从而影响设备的使用寿命。
严重时可能引起故障和损坏,并导致安全事故的产生。
防喘放气阀针对这一问题进行有效的控制,调整蒸汽或者其他介质的流动速度和路径,以达到控制系统压力、温度等方面的目的。
避免相关现象产生的同时,可以进一步提升系统的可控性与安全水平。
一、燃气蒸汽联合循环发电机组的防喘放气阀(一)防喘放气阀简介在燃气-蒸汽联合循环发电机组中,防喘放气阀是燃气轮机的安全保护装置,主要用于释放系统过程中部分气体,防止燃气轮机在运行时产生喘振和过负荷现象,对压气机运行进行有效的保护。
燃气-蒸汽联合循环发电机组在运行的过程中,气流在压气机的叶片通道内严重分离,使流通不畅,致使压气机工作不稳定,造成压气机工作状态严重偏离了设计工作状态,从而使压气机产生振动,严重会导致设备损坏现象发生。
防喘放气阀通常由一个控制装置和释放装置所组成,控制装置可以检测系统的压力变化,并对阀门的工作状态进行有效的控制。
当压力超过预设值时,控制装置控制阀门打开或者关闭,并根据系统的需求平稳调整压力的变化,使系统能够保持一个平稳的运行状态,提升系统的安全性与可靠性[1]。
9E 燃机压气机防喘阀故障检修分析

中国军转民98的联系,同时,刀具的后角可以对刀具的切削厚度产生一定的影响。
举例来说,在铝合金零件的粗铣过程中,为提升加工的效率,加工人员大多选择具备较大进给量的刀具,这种刀具会在加工过程中产生较大的切削热,对此,为降低零件的变形量,就需要刀具具备良好的散热量,此时需要选择的刀具后角较小。
而在精铣过程中,为提升加工效率,加工人员选择的刀刃较为锋利,此时为降低后刀面与铝合金毛坯之间的摩擦力,应选择刀具具备较大的后角。
再次,加工人员应当明确刀具螺旋角的参数。
由于刀具的螺旋角可能会影响刀具铣削铝合金零件的平稳度,因此,在零件的实际加工过程中,为避免因铣削波动造成零件的变形,加工人员应当尽可能选择螺旋角较大的刀具,降低刀具的震颤频率。
最后,加工人员需明确刀具的主偏角参数。
由于刀具主偏角的大小与铣削过程中的径向力数值之间存在直接的联系,在进行铝合金零件加工的过程中,若减小刀具的主偏角,可以有效地降低径向力的数值,从而达到减小零件径向变形量的目的,同时,减小刀具的主偏角还可以延长刀刃与铝合金毛坯接触的长度,进而有效将摩擦热传导到外界,降低加工区域的温度[2]。
(2)科学选择刀具的结构。
在铝合金零件加工过程中,刀具的结构与零件的变形之间存在着一定的联系。
具体来说,若加工人员在零件加工过程中选择梳齿铣刀,则可以有效地增加刀具的容屑空间。
由于铝合金材料具备较大的塑性,在零件加工的过程中极易产生变形,密齿铣刀的容屑空间较小,在实际工作过程中极易因切屑大量堆积,出现挤压变形的情况,而梳齿铣刀的齿数较少,容屑空间相对较大,可以有效避免因切屑堆积造成的零件变形。
此外,加工人员可以通过采用双正前角铣刀的方式,降低零件的加工变形量。
由于双正前角铣刀结构轴向前角与经向前角均为正,铣刀刀片带有后角,刀具的削切刃较为锋利,产生的楔角以及切屑收缩比都比较小,同时,利用这种刀具加工零件产生的切削会呈螺旋状排除,很少产生积屑瘤,进而可以保证零件的精确性。
PT006故障引起CO2压缩机防喘振系统动作

PT41006信号分配器故障导致K101防喘振系统动作处理一、事件过程2005年3月25日21:00,K101防喘振系统突然故障,防喘振阀FV41002全开,二氧化碳全部退出高压系统;仪表在PV41006切硬手抄检查时,因有卡涩推拉过程中造成控制器失电,导致PV41006全开,现场将该阀用手轮压死。
在运行队及时处理下,生产恢复正常运行。
二、防喘振系统动作的原因:经确认是由于PT41006信号分配器故障引起:a、主控DCS画面PT41006显示IOP,b、防喘振系统XS41270逻辑信号由“1”变为“0”,造成防喘振联锁动作的。
三、防喘振联锁动作后的现象(1)UY41001失电,FV41001全关。
(2)UY41003失电,FV41002全开。
(3)UY41004失电,HV41005全关。
(4)向合成氨装置发出CO2压缩机跳车信号(XS41286)(5)主控DCS和压控报警盘显示透平停车信号(UA41211B/C)(6)防喘振故障报警(UA41058B/C,XL41271)(7)CO2压缩机没有跳车,转速和各段压力,流量被动。
四、防喘振联锁动作后的操作(1)开PV017至40%。
(2)将FV41001、HV41005关至“0”输出。
(3)将FV41002硬手动转盘开至“0”输出。
(4)按防喘振联复位按钮HS41290,透平复位按钮HS41245,防喘振系统复位,FV41001、FV41002、HV41005可操作。
(5)关FV41002提压力到正常。
(6)开FV41001加空气。
(7)开HV41005,关PV41017将CO2加入高压系统,在CO2加入高压系统过程中,要密切配合合成人员,控制好操作幅度,避免因幅度过大引起压缩机一段入口压力低联锁动作。
(8)系统作大幅度调整,尽可能维持合适氨碳比,防止系统超温超压,控制好蒸汽系统操作幅度以平衡蒸汽系统;由于大幅度调整,要密切注意蒸发系统,如温度过低,可及时停止造粒。
RF3BB36压缩机防喘阀频繁波动故障分析及解决措施
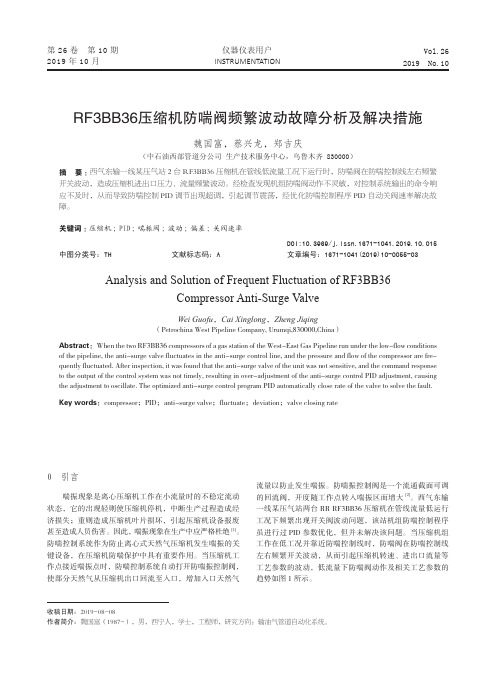
第26卷 第10期2019年10月仪器仪表用户INSTRUMENTATIONVol.262019 No.10RF3BB36压缩机防喘阀频繁波动故障分析及解决措施魏国富,蔡兴龙,郑吉庆(中石油西部管道分公司 生产技术服务中心,乌鲁木齐 830000)摘 要:西气东输一线某压气站2台RF3BB36压缩机在管线低流量工况下运行时,防喘阀在防喘控制线左右频繁开关波动,造成压缩机进出口压力、流量频繁波动。
经检查发现机组防喘阀动作不灵敏,对控制系统输出的命令响应不及时,从而导致防喘控制PID 调节出现超调,引起调节震荡,经优化防喘控制程序PID 自动关阀速率解决故障。
关键词:压缩机;PID ;喘振阀;波动;偏差;关阀速率中图分类号:TH 文献标志码:AAnalysis and Solution of Frequent Fluctuation of RF3BB36Compressor Anti-Surge ValveWei Guofu ,Cai Xinglong ,Zheng Jiqing(Petrochina West Pipeline Company, Urumqi,830000,China)Abstract:When the two RF3BB36 compressors of a gas station of the West-East Gas Pipeline run under the low-flow conditions of the pipeline, the anti-surge valve fluctuates in the anti-surge control line, and the pressure and flow of the compressor are fre-quently fluctuated. After inspection, it was found that the anti-surge valve of the unit was not sensitive, and the command response to the output of the control system was not timely, resulting in over-adjustment of the anti-surge control PID adjustment, causing the adjustment to oscillate. The optimized anti-surge control program PID automatically close rate of the valve to solve the fault.Key words:compressor;PID;anti-surge valve;fluctuate;deviation;valve closing rate0 引言喘振现象是离心压缩机工作在小流量时的不稳定流动状态,它的出现轻则使压缩机停机,中断生产过程造成经济损失;重则造成压缩机叶片损坏,引起压缩机设备报废甚至造成人员伤害。
鼓风机防喘振控制阀原理及故障处理
关于鼓风机防喘振控制阀的故障处理1、关键词:智能电气阀门定位器、双作用气缸、快开慢关2、目的:了解阀门结构、控制原理及过程,快速判断故障3、适应范围:本作业指导书适应计控部所有岗位4、工作场所:高炉鼓风机站5、主要工作内容:调校阀门开关线性度误差以及快开慢关作用时间6、1工艺控制要求:高炉鼓风机是高炉正常生产的主要设备之一,它不但要供给高炉所要求的风量和风压以外,还必须在高炉出现路况不顺而造成鼓风机出现喘振的时候风机能够自我保护。
实现这种自我保护除了风机的静叶调节以及逆止阀外,最重要的就是风机的防喘阀。
6、2阀门结构与原理:整个气路的功能在正常情况下实现精确的阀位控制,快开慢关;在紧急情况(失气、失电)下快速打开阀门以保护风机。
正常情况下,两个电磁阀带电,对三通电磁阀,1和2通;两通电磁阀,1和2断开。
这时经过过滤减压后的空气分成三路,一路经单向阀到四通,然后到2625、储气罐、377的F口;一路经三通电磁阀后,到377的SUP口,SUP口的气压压缩377内部弹簧,这样在377内部气路中,A口和B口通,D 口和E口通;另一路到DVC6020的SUP口,作为DVC的气源。
当控制信号(控制系统DCS/PLC输出到DVC6020的4-20MA信号)增大时,定位器A口输出增大, B口输出减小;增大的A口气压经377AB口、快排阀后作用在汽缸(1061执行机构)上腔;B口的气压经377DE口作为气路放大器2625的输入信号,控制2625输出到汽缸(1061执行机构)下腔的压力;这时,汽缸活塞上部的压力》下部的压力+管道风压作用在碟板上的力,活塞往下运动,有铭牌上ACTION:PDTC可知,阀门开口度减小。
反之,控制信号减小,定位器A 口输出减小,B口增大,这时由于有快排阀和气路放大器2625的作用,活塞快速往上运动,阀门实现快开。
当电磁阀失电,对三通电磁阀,1和3通,两通电磁阀1和2通;这时,377SUP口的压力经三通电磁阀3口卸掉,377在内部弹簧的作用下,气路发生转换,B口和C口通,E口和F口通;储气罐的气加上气源的气经377FE口后作为气路放大器2625的控制信号,由于这时储气罐的气压很高(等于减压阀出口压力),使2625全开,储气罐里的气和气源的气以最大流量经2625进入汽缸下腔,上腔的气经快排阀、两通电磁阀快速排向大气,阀门快速打开。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
防喘振阀检维修故障处理案例
防喘振阀在石化、化工、冶金领用使用比较广泛,比如石化、化工领用的空分装置的
压缩机上。
再比如冶金行业的高炉鼓风机,在炼铁高炉中,风机的使用非常广泛。
这些设备
上都安装有防喘振装置,而防喘振装置大多会使用到防喘振阀,也称作傍通阀或放空阀。
防
喘振阀是压缩机或风机的一个保护装置,最终防止压缩机或风机发生喘振,防止设备产生加
速磨损、疲劳或损坏。
喘振就是压缩机或风机在正常工作时若流量减小,则出口压力升高,压缩机或风机工作点向喘振点移动。
当流量减小到低于喘振点流量时,则会发生倒流现象。
倒流到一定程度压缩机或风机出口压力下降,又恢复正向流动。
这种气流在压缩机或风机中来回流动的现象称为喘振。
此时,压缩机或风机会发出类似哮喘的巨大响声,同时压缩机或风机气体流量大幅波动、振动剧烈上升,若不能得到有效的控制可能对压缩机或风机造成严重损伤。
鼓风机(特别是轴流风机)是严格禁止在喘振工况运行的,防喘振保护控制系统就是通
过监控实时工况点在防喘振曲线图上的位置变化来对防喘振阀进行控制,从而避免风机进入
喘振区。
风机排气压力超高、进气阻力大或原动机失速均会造成喘振。
(见图1)
图1 高炉风机防喘振控制装置和利时系统画面
喘振的危害性极大,当压缩机或风机发生喘振后,不能正常工作,出口压力减小,低于出口管道系统压力,使气体从管道系统向压缩机或风机倒流,直到管道系统中压力低于压缩机或风机出口压力,此时倒流停止,压缩机或风机恢复工作,但是当出口管道系统的压力恢复到原值时,通过压缩机或风机的气体流量再一次减小,这时又发生喘振,如此反复,使系统呈周期性震荡,在整个过程中,压缩机或风机组强烈振动,伴有异常噪声,对压缩机或风机内部的迷宫式密封、轴承和叶轮等附属设施造成极大的损伤,严重时压缩机或风机会受到损坏,与机组出口相连的管道也发生周期振动,官道上的压力表、温度表及进口相连的管道也发生周期振动,管道省的压力表、温度及进口处流量计发生大幅的摆动,与此同时,压缩机或风机在短时间内反复从空载道过载,这对驱动系统都是非常不利的。
而防喘振就是防止压缩机或风机在工作中出现喘振现象的发生。
而防喘振控制通常采用两种方法:1.在压缩机或风机段间进出口安装回流阀,利用回流量提高压缩机或风机气体流量(见图2);2.在压缩机或风机出口安装放空阀,利用放空来提高压缩机或风机气体流量(见图3)。
这些回流阀或者放空阀也称作为防喘振阀。
图2 回流阀安装方式图 3 放空阀安装方式
防喘振控制最终目的是通过防喘振PID回路控制防喘振阀的开度,保证压缩机或风机内有足够的气体流量,使压缩机或风机工作在安全区域,喘振线是机组临界工况下风机入口风量与风机出口压力对应的二维曲线,如右图所示。
喘振线左侧为喘振区,右侧为工作区。
考虑到为防喘振系统留下足够的安全裕度值(设定),在喘振线右侧平行于喘振线设置一条防喘振线,工作点进入喘振线和防喘振线之间的区域时,系统将会进行保护动作。
当工作点越过防喘振线,系统发出喘振报警,当喘振报警持续一段时间(设定),在防喘振调节阀PID运算输出的基础上叠加一定的开度输出,直到工作点远离防喘振线设定值后再无扰地取消开度叠加。
(见图4、图5所示)
图4 喘振线和防喘振线图5 1-5曲线为不同转速下的性能曲线
防喘振控制就是当压缩机或风机在输出压力一定而流量减小到某一数值时,就将发生喘振。
为了防止喘振发生,要保持流量不进入喘振区。
压缩机或风机在运行中,当管路系统阻力升高时,流量将随之减小,有可能降低到允许值以下。
防喘振系统的任务就是在流量降到某一安全下限时,自动地将通大气的放空阀或回流到进口的旁通阀打开,增大经过压缩机或风机的流量,防止进入喘振区。
在涡轮增压器上也有广泛应用,在涡轮增压器和节气门之间会产生很大的背压,打开喘振阀,使增压器压气机前后压力平衡,避免增压器喘振。
防喘振意义:
图6 旧阀现场附件图图7 新阀现场附件图
2、河北文丰钢铁防喘振阀开关滞后
河北文丰钢铁高炉风机装置,防喘振阀使用的是KOSO高性能蝶阀710E-7337RB-DH,该阀由气缸执行机构和阀本体以及相关附件组成。
故障现象:在机组启动或运行过程中,阀门开关响应滞后。
故障分析及处理:由于防喘振阀长期使用,使用年限将近6年,中间未做保养维护,执行机构存在密封圈老化,气缸润滑脂不足,使得输出力矩不足,再加上填料老化,使得阀门开关时,阀杆阻力增大,造成阀门开启扭矩增大,综上所述阀门在开关响
应速度上整体滞后,甚至严重的造成阀门无法打开。
经过现场拆解更换执行机构密
封圈,更换润滑脂后,更换填料,阀门重新正常使用,在开关响应时间上达到出厂
要求。
3、在霸州新利钢铁、天津钢管厂等也遇到阀位不当故障
故障现象:在机组启动或运行过程中,防喘振阀指令和实际阀位相差过大,如不及
时处理,可能就会造成停车。
故障分析及处理:由于防喘振阀有高灵敏度、高可控性,动作反应快等特点,在使
用过程中容易出现故障,其快速开关,以及管线振动,导致防喘振阀的阀位出现零
点漂移,引起阀位不当故障。
出现这种情况,就需要现场就定位器重新进行零点调
试,直到防喘振阀和实际阀位对应一致。
同时也要对相关附件进行气密性检查,如
果有问题也会造成阀门喘动,或者开关不到位,或者响应速度降低等问题出现。
总结:就以上故障问题总结,用户现场要定期做好巡检,这样可以对部分防喘振阀门问题做预防性处理,保证设备长周期运转。
现场压缩机或风机机组巡视内容建议如下:
1、气源、定位器输入/输出信号的压力指示;
2、气动信号线、执行机构、风管及连接是否有泄漏;
3、阀位指示是否正常;反馈杆是否可靠连接,调节阀及其附件、连接管线、配管是否
有损坏或松动;
4、周期性观察和记录:防喘振阀的调节灵敏度、开关时间、阀本体是否密闭以及阀门
开启有无卡涩或滞后现象。
就以上常见问题,巡视期间如发现有异常应及早排查和解决,对于部分问题要做定期检查和预防性处理。
结语:防喘振阀具有高灵敏度、高可控性,动作反应快等特点。
由于防喘振阀这些特点,使得防喘振阀在使用过程中就容易出现故障,因此用户在现场定期巡检的的基础上也要做好周期性的检维修保养工作,防患于未然,这样才可以保证机组长周期稳定、安全的运行。
长远的从稳定性、安全性以及能耗环保上考虑,也必将会给公司带来巨大的经济效益。
就防喘振阀在各行业装置上的应用,我公司欢迎各位用户就相关现场使用或检维修服务方面的技术、疑难问题或经验相互交流和学习,相信在大家共同努力与合作下,所有问题都会迎难而解。
北京科萨阀门技术服务有限责任公司
2014/11/5。